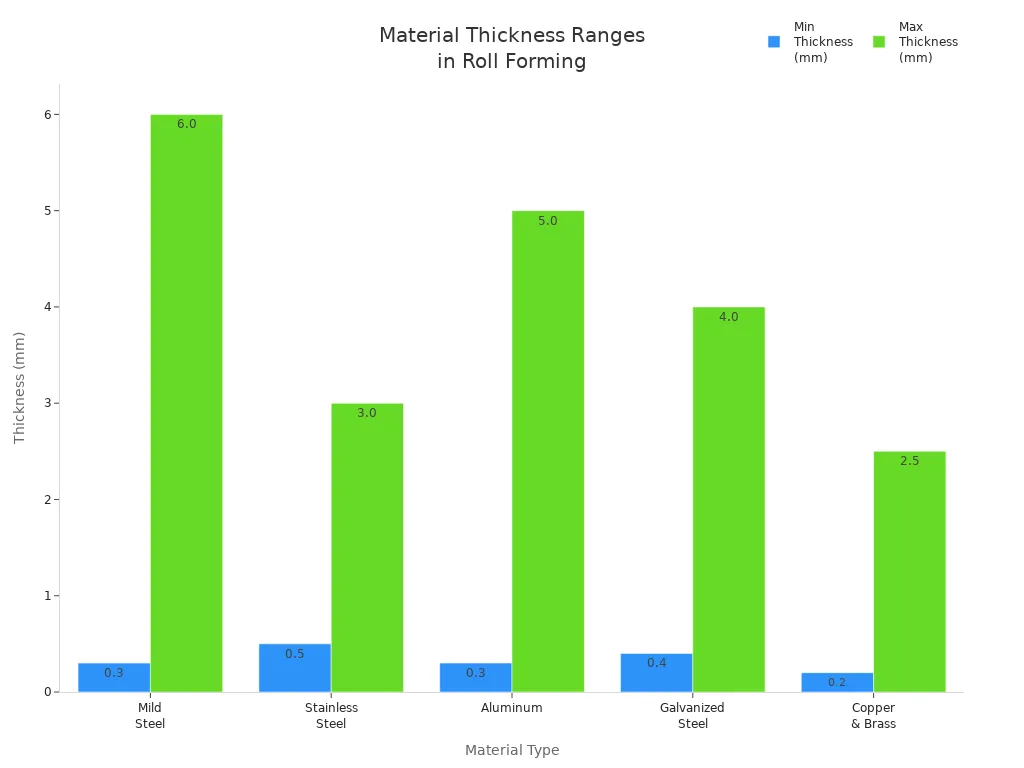
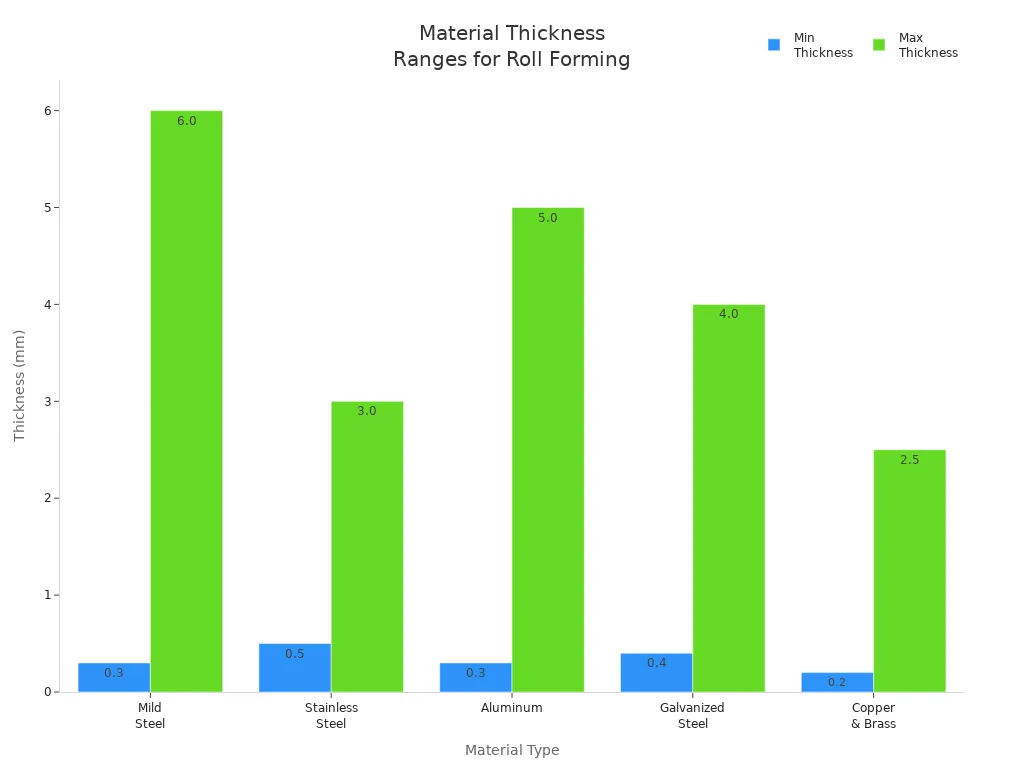
When you use roll forming, you will see material thicknesses from 0.2mm to 10mm. The thickness depends on what you are making. Each material has a best thickness for roll forming. You can check the table below for some common examples:
Material Type | Recommended Thickness Range (mm) | Best Applications |
Mild Steel | 0.3 – 6.0 | Structural parts, roofing sheets |
Stainless Steel | 0.5 – 3.0 | Cars, planes, medical tools |
Aluminum | 0.3 – 5.0 | Light structures, HVAC, enclosures |
Galvanized Steel | 0.4 – 4.0 | Rust-proof frames, building parts |
Copper & Brass | 0.2 – 2.5 | Electrical parts, trim for decoration |
Picking the right material thickness is very important for roll forming machine setup. You must match the roll shaft size, how complex the shape is, and the cutting force to your material. BMS Machinery helps you choose the best solution for any roll forming material thickness. This way, you get the best forming results every time.
Key Takeaways
Roll Forming Material Thickness Range
Standard Thicknesses in the Industry
Material thickness is very important in roll forming. Every machine works best with certain thicknesses. If you pick the right thickness, your results are better. Your machine will also last longer. The industry puts machines into groups by thickness. You can look at the table below to see these groups:
Machine Type | Thickness Range |
Thin Gauge Machines | 0.2 mm to 0.5 mm |
Standard Roofing and Cladding Machines | 0.3 mm to 0.8 mm |
Medium Gauge Machines | 0.8 mm to 2.0 mm |
Structural Profile Machines | 1.5 mm to 3.5 mm |
Heavy Structural Roll Forming Machines | 3 mm to 6 mm or more |
This table helps you pick the right machine for your job. Thin gauge machines are good for light parts. Heavy structural machines are used for thick steel and strong frames.
Tip: Always check the thickness range for your material before starting. This helps you stop machine problems and bad product quality.
The chart below shows the smallest and biggest thickness for each machine type:
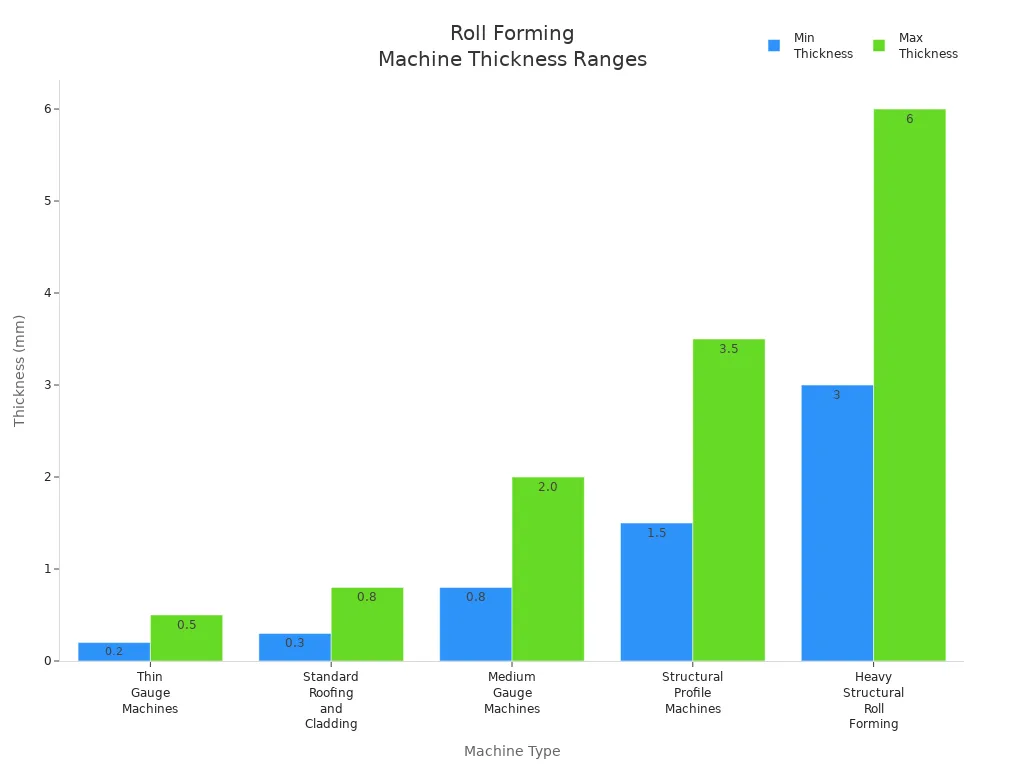
Roll forming can use many thicknesses. Most projects use thicknesses from 0.2 mm to 6 mm. This works for building, cars, and factories.
BMS Machinery Capabilities
When you pick a roll forming machine, you want to know what thickness it can use. BMS Machinery makes machines for many thicknesses. You can trust BMS Machinery for thin sheets or thick profiles.
Here is a quick table of the thicknesses BMS Machinery supports:
This range is good for roofing, wall panels, and light structures. You can use BMS Machinery for steel, aluminum, and other metals. The machines stay accurate and keep good quality, even if you change thicknesses.
BMS Machinery uses new technology for great results. You get smooth work, less waste, and strong products. If you need something special, BMS Machinery can make a machine just for your thickness.
Note: You can always ask BMS Machinery for help picking the right machine. Their experts will help you match your project to the best equipment.
If you know the standard thicknesses and what BMS Machinery can do, you can make smart choices for your factory. This helps you get the best quality and performance every time.
Impact of Material Thickness on Roll Forming
Machine Load and Performance
It is important to know how material thickness affects your roll forming machine. Thicker materials need stronger tools and more steps to shape them. Thin materials can get damaged if you do not handle them carefully. The power your machine uses changes with the thickness. Heavy materials need more power and can wear out your machine faster if you do not set it right. Thin materials move through the machine faster, but thick ones slow things down. You also need to watch for shaking and parts not lining up. These problems can make your products less accurate and cause mistakes.
Aspect | Explanation |
Tooling Adjustments | Thicker materials need stronger tools and more steps, while thin materials need gentle handling. |
Machine Power Requirements | Heavier materials use more power and can wear out the machine if not set right. |
Speed of Production | Thin materials go faster because they need less force, but thick materials slow things down. |
Machine Wear | Shaping thick materials wears out the machine faster, so you need strong parts and regular checks. |
Vibration and Alignment | More force from thick materials can make the machine shake and mess up the shape. |
Tip: Always check your machine settings before you start. This helps you stop problems from material thickness.
Profile Accuracy and Quality
Material thickness is important for making shapes the right size. Thick materials change how the metal bends and stretches. You might see the wrong size, wavy edges, or curves in the long direction. How much the sheet stretches depends on thickness, strength, and shape. If you pick the wrong thickness, your parts might not fit or work right. You need to pay attention to get the best shapes.
You can make better parts by picking the right thickness. Studies show that thick sheets have fewer mistakes. For example, a 3 mm DP600 sheet bent less than a 2 mm sheet. Thick materials also crack less at the edges. DP980 at 2 mm cracked 20% more than thicker sheets. You get better parts and fewer mistakes when you match thickness to your needs.
Production Speed
Material thickness changes how fast your roll forming machine works. Thin materials move fast because they need less force. Thick materials slow down the machine because they need more steps and power. You must balance speed and making good parts. If you go too fast with thick materials, you can break your machine and lose accuracy. Always set your speed for the thickness you use to keep things safe and working well.
Recommended Thickness for Different Materials
Steel Thickness Guidelines
When you work with steel in roll forming, you need to choose the right material thickness for your project. Steel is strong and can be used for many things. You will see different thicknesses for different jobs. The table below shows common thickness ranges and where you might use them:
Thickness Range | Common Applications |
1.5mm – 12mm | Structural channels and beams |
1.5mm – 6mm | Heavy gauge purlins |
2.5mm – 4mm | Guardrails and highway barriers |
1.5mm – 6mm | Steel frames |
1.5mm – 3.5mm | Storage racks and industrial supports |
2mm – 6mm | Agricultural equipment components |
3mm – 12mm | Trailer and chassis parts |
If you want to make strong parts like beams or guardrails, you should use thicker steel. For lighter parts, you can use thinner steel. Always check the roll forming material thickness before you start. This helps you get the best results and keeps your machine safe.
Tip: Thicker steel needs more power and stronger machines. Make sure your roll forming machine matches the material thickness you plan to use.
Aluminum Thickness Guidelines
Aluminum is lighter than steel. You often use it for parts that need to be light but still strong. In roll forming, you usually see aluminum with a material thickness from 0.3mm to 5mm. Thin aluminum works well for HVAC ducts, enclosures, and panels. Thicker aluminum is good for frames and supports.
Use 0.3mm to 1mm for light covers and panels.
Use 1mm to 3mm for structural parts and frames.
Use up to 5mm for heavy-duty applications.
Aluminum bends easily, so you must set your roll forming machine carefully. Always check the material thickness to avoid cracks or bends that are too sharp.
Other Materials
You can also use other metals in roll forming, like copper, brass, and stainless steel. Each material has its own best thickness. For copper and brass, you often use 0.2mm to 2.5mm. These metals are soft and used for trim, decoration, or electrical parts. Stainless steel is harder and works best with 0.5mm to 3mm thickness. You see it in medical tools, car parts, and food equipment.
Note: Always match your roll forming machine to the material thickness and type. This helps you get smooth shapes and high-quality products.
Choosing the right material thickness for each metal helps you get the best results in roll forming. You will make strong, accurate, and safe parts every time.
Adjust Roll Forming Machines for Material Thickness
When you work with roll forming, you must adjust roll forming machines for each material thickness. These adjustments help you get the best shape, avoid machine damage, and keep your products high quality. You will need to change roller clearance, pressure, tooling, and calibration settings. Let’s look at each step.
Roller Clearance and Pressure
You must set the right gap between rollers for every material thickness. If you do not, you can crush thin sheets or leave thick sheets loose. Here is how you can adjust roller clearance and pressure:
Measure your material thickness. If the thickness changes more than ±0.2 mm, adjust the roller gap.
Set the roller gap to the material thickness plus about 0.05 mm. This small space helps the sheet move smoothly.
For thicker materials, increase the gap a little and slow down the forming speed. This keeps the sheet from getting stuck or damaged.
For thinner materials, make the gap a bit smaller and increase the strip tension. This stops the sheet from wrinkling or slipping.
If your machine has automatic settings, enter the material thickness on the touch screen. The machine will adjust the gap for you.
Tip: Always check the roller pressure. Too much pressure can thin the metal or cause cracks. Too little pressure can make the profile lose its shape.
Tooling and Die Adjustments
You must also adjust the tooling and dies when you change material thickness. These parts shape the metal as it moves through the roll forming machine. Here are some steps you should follow:
Check for any changes in material thickness that go beyond normal limits. Even small changes can affect the final shape.
Look at the material’s properties. Harder or softer metals need different tooling settings for each bend.
Balance the need for good quality with the speed of production. Sometimes, you must slow down to get better results.
You can use this table to guide your adjustments:
Modification Aspect | Description |
Calibration | Set both vertical and horizontal clearances. Make sure each pass lines up with the next. |
Vertical Tooling Clearance | Adjust the upper tooling for the thickest material. Use a feeler gauge to check for a slight drag. |
Pass-to-Pass Alignment | Check that each tooling pass lines up. Gaps should not be more than 0.010 inches for best results. |
Changes in material thickness can stack up and make the cross-section the wrong size.
You need to keep your material specs the same to avoid extra scrap and tooling changes.
Roll forming uses fixed angles, so you must adjust carefully for each new thickness.
Calibration Procedures
Calibration keeps your roll forming machine working right. You must check and set the machine every time you change material thickness. Here is a step-by-step guide:
Set the gap between the upper and lower rollers to 1.0 to 1.05 times the material thickness. If the gap is too tight, you will thin the metal. If it is too loose, the profile will not hold its shape.
If you switch to a harder material, like high-strength steel, increase the down-pressure and tighten the side rolls. This helps hold the shape.
Insert a sheet of known thickness between the rollers. Adjust the upper roller until you reach the right gap. Repeat this with different thicknesses to check accuracy.
Use a straightedge or measuring tool to check that the upper and lower rollers are parallel. Adjust mounts or shims if needed.
Turn the rollers by hand to check for slippage. If the rollers slip, adjust the tension or use an anti-slip compound.
Note: Always consider the type and thickness of your material when you set up the machine. Some metals need more pressure or extra lubrication.
You should check calibration during setup and regular maintenance. This keeps strip tracking accurate and stops profile distortion. When you adjust roll forming machines for each material thickness, you get better results and longer machine life.
Common Issues with Incorrect Material Thickness
Defects and Quality Problems
If you use the wrong material thickness, you can get many problems. These problems can make your finished parts look bad or not work right. Some problems happen when the material is too thick or too thin for your machine. You might see cracks, wrinkles, or shapes that are not correct. The table below shows some common problems, why they happen, and how to fix them:
Problem | Cause | Solution |
Edge Cracking | Forming pressure too high for material thickness | Reduce forming pressure, use more forming passes |
Spring-Back Issues | Thin materials bending beyond tolerance | Adjust roller clearance, add extra support rollers |
Surface Wrinkling | Insufficient support for thin materials | Increase roller contact, adjust forming speed |
Excessive Roller Wear | Thick material generating too much friction | Increase lubrication, use hardened steel rollers |
Incorrect Profile Dimensions | Material too thick or too thin for machine settings | Adjust roller clearance, recalibrate forming passes |
You should always check the material thickness before you start. This helps you stop problems and keeps your parts good.
Machine Wear and Damage
Using the wrong material thickness can hurt your roll forming machine. If you use thick material, the machine needs more force to shape it. This can make the rollers and other parts wear out faster. If you use thin material, the rollers might not hold it well. This can make the sheet slip or the ends flare out.
Too much forming force is a big problem in roll forming machines. If the force is higher than what the machine is made for, things can go wrong. The machine can get damaged, and the parts can come out wrong. You might also have more mistakes and waste.
You need to set the gap between the rollers for each material thickness. If you do not, you might see extra bends or flares in your parts. Setting the machine right keeps it safe and makes your parts better.
Troubleshooting Solutions
You can fix many problems by checking your roll forming setup. If you see mistakes or machine wear, try these steps:
Check if the rollers are lined up and watch the material thickness.
Change the roller pressure so it matches the material.
Make sure you use enough oil or grease for smooth work.
Look at your machine often to find problems early.
The table below gives you a quick guide for fixing problems:
Issue | Possible Causes | Solution |
Incorrect Material Thickness | Misaligned rollers, inconsistent material thickness | Check roller alignment, monitor material thickness, adjust roller pressure |
If you follow these steps, your roll forming machine will work better. Always match the material thickness to your machine settings. This helps you make good parts and keeps your machine safe.
Best Practices for Thin and Thick Materials
Handling Thin Materials
You need to use special care when you work with thin materials in roll forming. Thin sheets can wrinkle, tear, or slip if you do not set up your machine the right way. Here are some best practices you should follow:
Train your operators well. They must know how to run and maintain the machine.
Lubricate the tooling often. This reduces friction and helps the tools last longer.
Use process optimization to make production smooth and reduce downtime.
Apply lean manufacturing ideas. This helps you use less material and set up faster.
Invest in advanced technology. New machines can handle thin sheets better and make fewer mistakes.
If you follow these steps, you will prevent defects and keep your roll forming line running well.
Processing Thick Materials
Thick materials need strong machines and careful planning. You must think about many things before you start roll forming thick sheets:
Check the material thickness. Thicker sheets need bigger machines and stronger shafts.
Look at the type of material. Softer metals may need fewer bends.
Think about the yield strength. Stronger metals need different machine settings.
Watch the elongation. If the metal stretches more, you may need to slow down the machine.
Count the number of bends. More bends mean you need more stations.
Measure the total degree of bends. This affects the size of the machine and the motor.
Check the height and width of the section. Bigger parts need bigger shafts.
Decide if you will cut or punch holes before or after forming. Some shapes work better with post-cutting or post-punching.
You must match your machine to the job. This keeps your products strong and your machine safe.
BMS Machinery Optimization Strategies
BMS Machinery gives you tools and support to handle any roll forming material thickness. You can use their machines for both thin and thick materials. Here are some ways BMS Machinery helps you:
You get machines with automatic adjustments for different material thickness.
You can ask for custom machines for special projects.
You receive training and support from experts.
You use advanced technology that reduces waste and improves quality.
With BMS Machinery, you can trust your roll forming process to be smooth and efficient. You will make high-quality parts every time.
Speed and Waste Optimization by Thickness
Balancing Speed and Quality
You want to make as many parts as possible, but you also want every part to look and work right. When you use roll forming, you must find the best speed for your line. If you run your machine too fast, you might see problems like twisted panels, wavy edges, or cuts that are not straight. These problems can lower the quality of your finished product.
Here are some things to remember when you set your roll forming speed:
High speed can help you make more parts, but it can also cause more mistakes.
If you go too fast, your machine may shake or vibrate, which can hurt the shape of your product.
Most roll forming lines work at speeds between 10 and 50 meters per minute.
If you see defects like bow or twist, slow down the line to improve accuracy.
Always check your parts as they come out. If you see problems, adjust the speed until you get the best results.
Tip: The right speed depends on your material thickness and the shape you want to make. Thicker materials often need slower speeds to keep the shape correct.
Reducing Material Waste
You can save money and help the environment by using less material in your roll forming process. Waste often happens when you use the wrong settings or do not match your machine to the roll forming material thickness. You can follow these steps to reduce waste:
Measure your material thickness before you start. This helps you set the rollers and pressure correctly.
Use machines that let you change settings quickly. This helps you switch between jobs with less scrap.
Train your team to spot mistakes early. If you catch problems fast, you can stop waste before it grows.
Keep your tools sharp and your machine clean. Dull tools and dirty rollers can cause bad shapes and extra scrap.
Plan your cuts and bends to use as much of the sheet as possible.
When you pay attention to both speed and waste, you get more good parts and spend less on materials. You also help your roll forming machine last longer and work better.
BMS Machinery lets you change the roll gap for different thicknesses. Their machines are strong and help you make good parts. If you want more help, look at the chart below or ask BMS Machinery for advice.
For more help, check out best practices or talk to BMS Machinery for answers made just for you.
FAQ
What happens if you use the wrong material thickness in roll forming?
You might get cracks, waves, or shapes that are not right. The machine can also wear out faster. Always check the thickness before starting to avoid these issues.
How do you change a roll forming machine for different thicknesses?
Adjust the roller gap to match your material. Use the machine’s controls or manual settings. Check the pressure and alignment. Test with a sample sheet first.
Can one roll forming machine work with both thin and thick materials?
Some machines can handle a range of thicknesses. You need to look at the machine’s specs. BMS Machinery has models with adjustable settings for different thicknesses.
Why does material thickness change how fast you can produce?
Thicker materials need more force and go slower through the machine. Thin materials move faster. You must find the right balance between speed and quality for the best results.



































