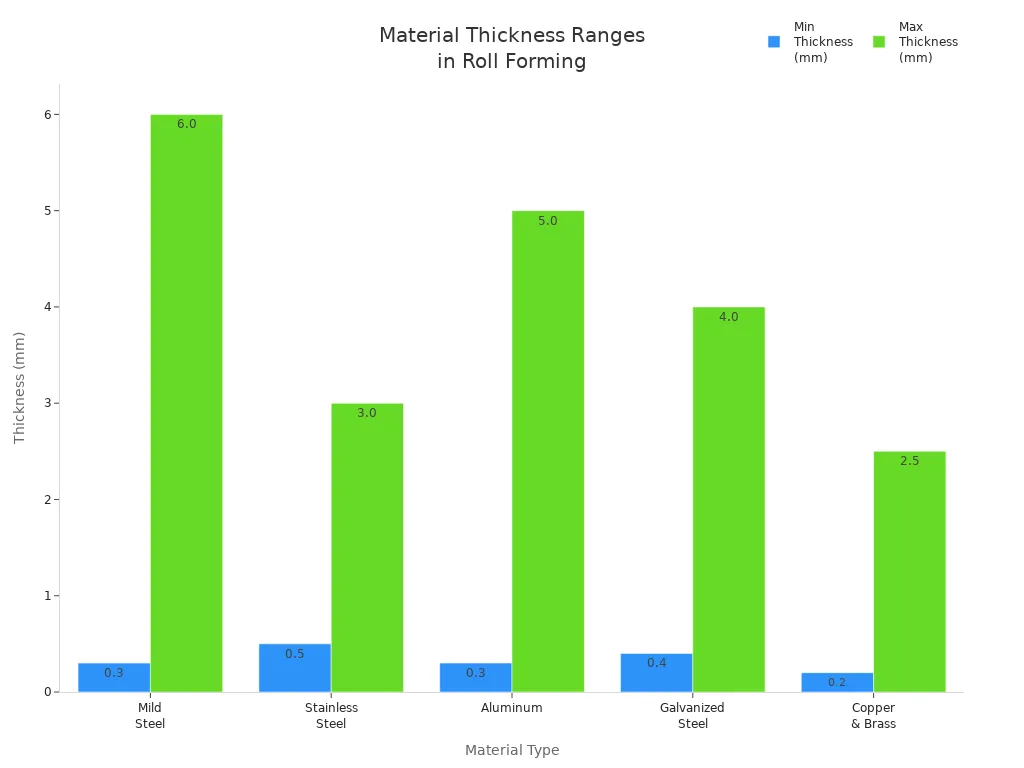
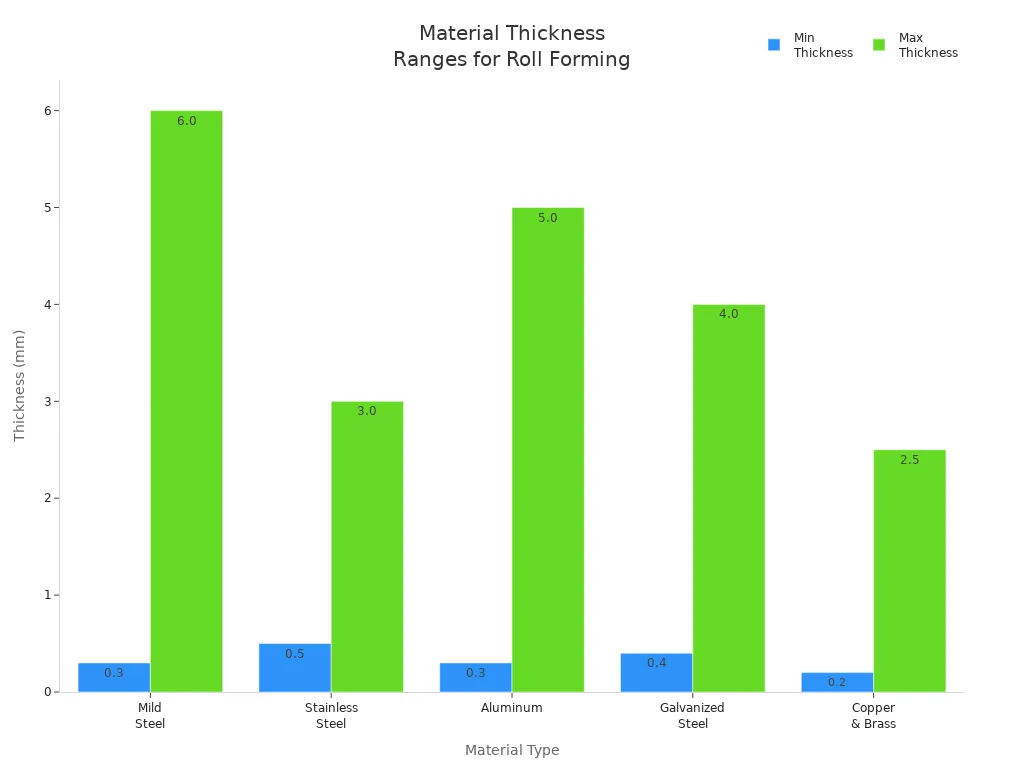
Når du bruker rulleforming vil du se materialtykkelser fra 0,2 mm til 10 mm. Tykkelsen avhenger av hva du lager. Hvert materiale har den beste tykkelsen for rullforming. Du kan sjekke tabellen nedenfor for noen vanlige eksempler:
Materialtype |
Anbefalt tykkelsesområde (mm) |
Beste Søknader |
Mildt stål |
0,3 – 6,0 |
Konstruksjonsdeler, takplater |
Rustfritt stål |
0,5 – 3,0 |
Biler, fly, medisinske verktøy |
Aluminium |
0,3 – 5,0 |
Lette strukturer, VVS, innkapslinger |
Galvanisert stål |
0,4 – 4,0 |
Rustsikre rammer, bygningsdeler |
Kobber og messing |
0,2 – 2,5 |
Elektriske deler, trim for dekorasjon |
Å velge riktig materialtykkelse er svært viktig for oppsett av rulleformingsmaskin. Du må matche størrelsen på rulleakselen, hvor kompleks formen er og skjærekraften til materialet ditt. BMS Machinery hjelper deg med å velge den beste løsningen for alle tykkelser på rulleforming. På denne måten får du de beste formingsresultatene hver gang.
Viktige takeaways
Velg riktig materialtykkelse for rullforming. Dette hjelper deg å få bedre resultater og gjør at maskinen varer lenger. Endre innstillingene for rulleformingsmaskinen når materialtykkelsen endres. Dette stopper feil og holder produktet bra. Tykkere materialer trenger mer kraft og forsiktig arbeid. Kontroller alltid maskininnstillingene før du starter. Bruk BMS Machinery for maskiner du kan stole på. De jobber med mange tykkelser og gir eksperthjelp. Se produksjonshastigheten basert på materialtykkelsen. Dette holder ting raskt, men også god kvalitet.
Tykkelsesområde for rulleformingsmateriale
Standard tykkelser i industrien
Materialtykkelse er svært viktig ved rullforming. Hver maskin fungerer best med visse tykkelser. Hvis du velger riktig tykkelse, blir resultatene bedre. Maskinen din vil også vare lenger. Industrien setter maskiner inn i grupper etter tykkelse. Du kan se på tabellen nedenfor for å se disse gruppene:
Maskintype |
Tykkelsesområde |
Tynnmålermaskiner |
0,2 mm til 0,5 mm |
Standard tak- og kledningsmaskiner |
0,3 mm til 0,8 mm |
Medium gauge maskiner |
0,8 mm til 2,0 mm |
Strukturelle profilmaskiner |
1,5 mm til 3,5 mm |
Tunge strukturelle rulleformingsmaskiner |
3 mm til 6 mm eller mer |
Denne tabellen hjelper deg å velge riktig maskin for jobben din. Tynne maskiner er bra for lette deler. Tunge strukturelle maskiner brukes til tykt stål og sterke rammer.
Tips: Sjekk alltid tykkelsesområdet for materialet ditt før du starter. Dette hjelper deg med å stoppe maskinproblemer og dårlig produktkvalitet.
Tabellen nedenfor viser den minste og største tykkelsen for hver maskintype:
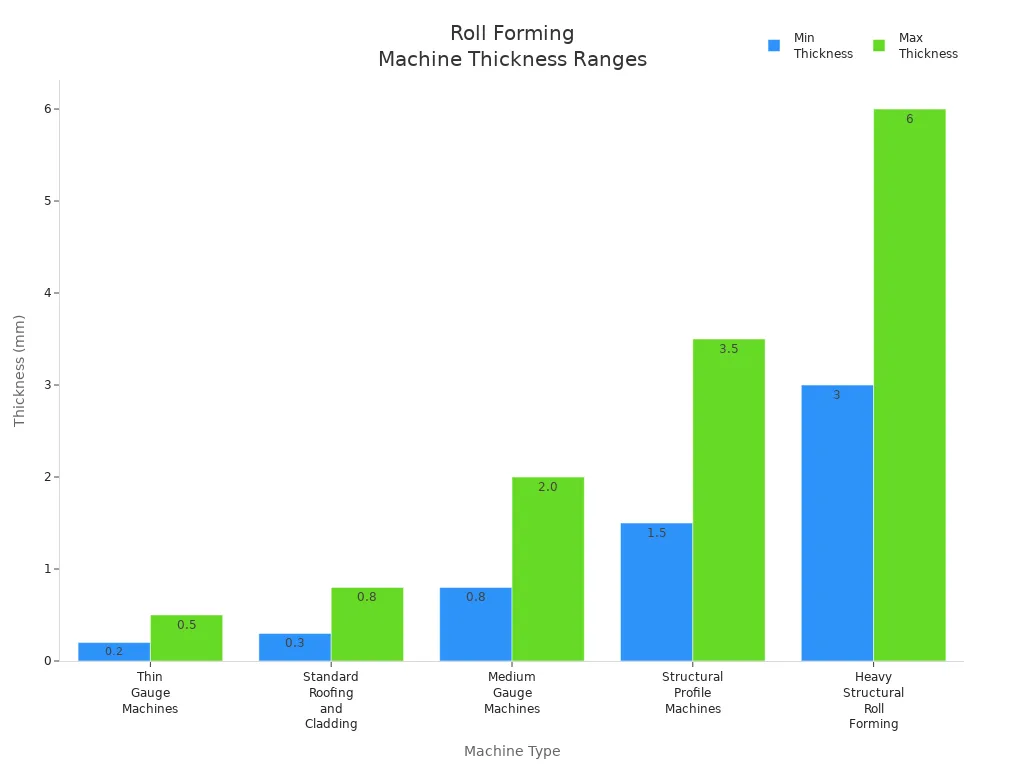
Rullforming kan bruke mange tykkelser. De fleste prosjekter bruker tykkelser fra 0,2 mm til 6 mm. Dette fungerer for bygg, biler og fabrikker.
BMS maskineri evner
Når du velger en rulleformingsmaskin, vil du vite hvilken tykkelse den kan bruke. BMS Machinery lager maskiner for mange tykkelser. Du kan stole på BMS Machinery for tynne plater eller tykke profiler.
Her er en rask tabell over tykkelsene BMS Machinery støtter:
PRODUKTKATEGORI |
MATIRALTYKKELSE |
Rolleformingsmaskin for dobbeltlagstak |
0,3-0,8 mm |
C/U/Z/M/L purlin-maskiner |
1-3 mm / kraftig: 3-6 mm |
Floor Deck Machine |
0,8-1,5 mm / heavy duty: 1,5-2,5 mm |
Tile Roof Roll Forming Machine |
0,4-0,8 mm |
Unistrut rulleformingsmaskin |
1,5-2,5 mm |
Tak- og veggplatemaskin |
0,2-0,8 mm |
Pigg og spor, gipsskilleveggmaskin |
0,3-1,0 mm |
Lang lengde Slitter & Folder |
1,0 mm (maksimum) |
Bøyemaskin |
1,2 mm (maksimum) |
Denne serien er bra for tak, veggpaneler og lette strukturer. Du kan bruke BMS Machinery for stål, aluminium og andre metaller. Maskinene holder seg nøyaktige og holder god kvalitet, selv om du bytter tykkelse.
BMS Machinery bruker ny teknologi for flotte resultater. Du får jevnt arbeid, mindre avfall og sterke produkter. Trenger du noe spesielt kan BMS Machinery lage en maskin akkurat for din tykkelse.
Merk: Du kan alltid be BMS Machinery om hjelp til å velge riktig maskin. Ekspertene deres vil hjelpe deg å matche prosjektet ditt til det beste utstyret.
Hvis du kjenner standardtykkelsene og hva BMS Machinery kan gjøre, kan du ta smarte valg for din fabrikk. Dette hjelper deg å få den beste kvaliteten og ytelsen hver gang.
Innvirkning av materialtykkelse på rulleforming
Maskinbelastning og ytelse
Det er viktig å vite hvordan materialtykkelsen påvirker rulleformingsmaskinen din . Tykkere materialer trenger sterkere verktøy og flere trinn for å forme dem. Tynne materialer kan bli skadet hvis du ikke håndterer dem forsiktig. Strømmen maskinen din bruker endres med tykkelsen. Tunge materialer trenger mer kraft og kan slite ut maskinen raskere hvis du ikke stiller den riktig. Tynne materialer beveger seg raskere gjennom maskinen, men tykke bremser farten. Du må også se etter risting og deler som ikke stemmer. Disse problemene kan gjøre produktene dine mindre nøyaktige og forårsake feil.
Aspekt |
Forklaring |
Verktøyjusteringer |
Tykkere materialer trenger sterkere verktøy og flere trinn, mens tynne materialer trenger skånsom håndtering. |
Krav til maskinkraft |
Tyngre materialer bruker mer kraft og kan slite ut maskinen hvis den ikke er riktig innstilt. |
Produksjonshastighet |
Tynne materialer går raskere fordi de trenger mindre kraft, men tykke materialer bremser ting. |
Maskinslitasje |
Å forme tykke materialer sliter ut maskinen raskere, så du trenger sterke deler og regelmessige kontroller. |
Vibrasjon og justering |
Mer kraft fra tykke materialer kan få maskinen til å riste og rote til formen. |
Tips: Alltid sjekk maskininnstillingene dine før du starter. Dette hjelper deg med å stoppe problemer fra materialtykkelse.
Profilnøyaktighet og kvalitet
Materialtykkelse er viktig for å få former i riktig størrelse. Tykke materialer endrer hvordan metallet bøyer og strekker seg. Du kan se feil størrelse, bølgete kanter eller kurver i lang retning. Hvor mye arket strekker avhenger av tykkelse, styrke og form. Hvis du velger feil tykkelse, kan det hende at delene dine ikke passer eller fungerer som de skal. Du må være oppmerksom for å få de beste formene.
Du kan lage bedre deler ved å velge riktig tykkelse. Studier viser at tykke ark har færre feil. For eksempel, et 3 mm DP600-ark bøyd mindre enn et 2 mm-ark. Tykke materialer sprekker også mindre i kantene. DP980 ved 2 mm sprakk 20 % mer enn tykkere plater. Du får bedre deler og færre feil når du tilpasser tykkelsen til dine behov.
Produksjonshastighet
Materialtykkelsen endrer hvor raskt rulleformingsmaskinen din fungerer. Tynne materialer beveger seg raskt fordi de trenger mindre kraft. Tykke materialer bremser maskinen fordi de trenger flere trinn og kraft. Du må balansere hastighet og lage gode deler. Hvis du går for fort med tykke materialer, kan du ødelegge maskinen og miste nøyaktigheten. Still alltid inn hastigheten for tykkelsen du bruker for å holde ting trygt og fungere godt.
Anbefalt tykkelse for forskjellige materialer
Retningslinjer for ståltykkelse
Når du arbeider med stål i valseforming, må du velge riktig materialtykkelse for prosjektet ditt. Stål er sterkt og kan brukes til mange ting. Du vil se forskjellige tykkelser for forskjellige jobber. Tabellen nedenfor viser vanlige tykkelsesområder og hvor du kan bruke dem:
Tykkelsesområde |
Vanlige applikasjoner |
1,5 mm – 12 mm |
Strukturelle kanaler og bjelker |
1,5 mm – 6 mm |
Kraftig måler |
2,5 mm – 4 mm |
Rekkverk og motorveisperrer |
1,5 mm – 6 mm |
Stålrammer |
1,5 mm – 3,5 mm |
Oppbevaringsstativer og industristøtter |
2 mm – 6 mm |
Komponenter til landbruksutstyr |
3 mm – 12 mm |
Tilhenger og chassis deler |
Hvis du vil lage sterke deler som bjelker eller rekkverk, bør du bruke tykkere stål. For lettere deler kan du bruke tynnere stål. Kontroller alltid tykkelsen på rulleformingsmaterialet før du starter. Dette hjelper deg å få de beste resultatene og holder maskinen din trygg.
Tips: Tykkere stål trenger mer kraft og sterkere maskiner. Sørg for at din rulleformingsmaskin matcher materialtykkelsen du planlegger å bruke.
Retningslinjer for tykkelse av aluminium
Aluminium er lettere enn stål. Du bruker den ofte til deler som må være lette, men fortsatt sterke. Ved valseforming ser man vanligvis aluminium med en materialtykkelse fra 0,3 mm til 5 mm. Tynt aluminium fungerer godt for HVAC-kanaler, kabinetter og paneler. Tykkere aluminium er bra for rammer og støtter.
Bruk 0,3 mm til 1 mm for lette deksler og paneler.
Bruk 1 mm til 3 mm for strukturelle deler og rammer.
Bruk opptil 5 mm for tunge applikasjoner.
Aluminium bøyes lett, så du må stille inn rullformingsmaskinen nøye. Sjekk alltid materialtykkelsen for å unngå sprekker eller bøyninger som er for skarpe.
Andre materialer
Du kan også bruke andre metaller i rulleforming, som kobber, messing og rustfritt stål. Hvert materiale har sin egen beste tykkelse. For kobber og messing bruker man ofte 0,2 mm til 2,5 mm. Disse metallene er myke og brukes til trim, dekorasjon eller elektriske deler. Rustfritt stål er hardere og fungerer best med 0,5 mm til 3 mm tykkelse. Du ser det i medisinske verktøy, bildeler og matutstyr.
Merk: Tilpass alltid rulleformingsmaskinen til materialtykkelsen og typen. Dette hjelper deg med å få jevne former og produkter av høy kvalitet.
Å velge riktig materialtykkelse for hvert metall hjelper deg med å få de beste resultatene rulle forming . Du vil lage sterke, nøyaktige og sikre deler hver gang.
Juster rulleformingsmaskiner for materialtykkelse
Når du jobber med valseforming, må du justere valseformingsmaskiner for hver materialtykkelse. Disse justeringene hjelper deg med å få den beste formen, unngå maskinskader og holde produktene av høy kvalitet. Du må endre innstillinger for rulleklaring, trykk, verktøy og kalibrering. La oss se på hvert trinn.
Rulleklaring og trykk
Du må stille inn riktig avstand mellom valsene for hver materialtykkelse. Hvis du ikke gjør det, kan du knuse tynne ark eller la tykke ark ligge løst. Slik kan du justere rulleklaring og trykk:
Mål materialtykkelsen din. Hvis tykkelsen endres mer enn ±0,2 mm, justerer du rullegapet.
Still inn valsespalten til materialtykkelsen pluss ca. 0,05 mm. Denne lille plassen hjelper arket å bevege seg jevnt.
For tykkere materialer øker avstanden litt og senker formingshastigheten. Dette forhindrer at arket blir sittende fast eller skadet.
For tynnere materialer, gjør gapet litt mindre og øk strimmelspenningen. Dette forhindrer at arket krøller eller glir.
Hvis maskinen din har automatiske innstillinger, skriv inn materialtykkelsen på berøringsskjermen. Maskinen vil justere gapet for deg.
Tips: Sjekk alltid rulletrykket. For mye trykk kan tynne ut metallet eller forårsake sprekker. For lite trykk kan få profilen til å miste formen.
Verktøy og dysejusteringer
Du må også justere verktøy og dyser når du endrer materialtykkelse. Disse delene former metallet når det beveger seg gjennom rulleformingsmaskinen. Her er noen trinn du bør følge:
Se etter endringer i materialtykkelse som går utover normale grenser. Selv små endringer kan påvirke den endelige formen.
Se på materialets egenskaper. Hardere eller mykere metaller trenger forskjellige verktøyinnstillinger for hver bøy.
Balanser behovet for god kvalitet med produksjonshastigheten. Noen ganger må du bremse ned for å få bedre resultater.
Du kan bruke denne tabellen til å veilede justeringene dine:
Modifikasjonsaspekt |
Beskrivelse |
Kalibrering |
Still inn både vertikale og horisontale klaringer. Sørg for at hvert pass er på linje med det neste. |
Vertikal verktøyklaring |
Juster det øvre verktøyet for det tykkeste materialet. Bruk en følemåler for å se etter et lite drag. |
Pass-to-Pass-justering |
Kontroller at hver verktøypassering er på linje. Avstandene bør ikke være mer enn 0,010 tommer for best resultat. |
Endringer i materialtykkelse kan stable seg opp og gjøre tverrsnittet til feil størrelse.
Du må holde materialspesifikasjonene de samme for å unngå ekstra skrap og verktøyendringer.
Rullforming bruker faste vinkler, så du må justere nøye for hver ny tykkelse.
Kalibreringsprosedyrer
Kalibrering sørger for at rulleformingsmaskinen din fungerer riktig. Du må kontrollere og stille inn maskinen hver gang du endrer materialtykkelse. Her er en steg-for-steg guide:
Sett gapet mellom øvre og nedre valser til 1,0 til 1,05 ganger materialtykkelsen. Hvis gapet er for stramt, vil du tynne metallet. Hvis den er for løs, holder ikke profilen formen.
Hvis du bytter til et hardere materiale, som høyfast stål, øker du nedtrykket og stram siderullene. Dette hjelper med å holde formen.
Sett inn et ark med kjent tykkelse mellom rullene. Juster den øvre valsen til du kommer til riktig gap. Gjenta dette med forskjellige tykkelser for å sjekke nøyaktigheten.
Bruk en rettkant eller et måleverktøy for å kontrollere at øvre og nedre ruller er parallelle. Juster fester eller shims om nødvendig.
Vri rullene for hånd for å se etter glidning. Hvis rullene sklir, juster spenningen eller bruk en anti-skli blanding.
Merk: Vurder alltid typen og tykkelsen på materialet når du setter opp maskinen. Noen metaller trenger mer trykk eller ekstra smøring.
Du bør sjekke kalibreringen under oppsett og regelmessig vedlikehold. Dette holder stripesporingen nøyaktig og stopper profilforvrengning. Når du justerer rulleformingsmaskiner for hver materialtykkelse, får du bedre resultater og lengre levetid på maskinen.
Vanlige problemer med feil materialtykkelse
Defekter og kvalitetsproblemer
Bruker du feil materialtykkelse kan du få mange problemer. Disse problemene kan gjøre at de ferdige delene dine ser dårlige ut eller ikke fungerer som de skal. Noen problemer oppstår når materialet er for tykt eller for tynt for maskinen din. Du kan se sprekker, rynker eller former som ikke er riktige. Tabellen nedenfor viser noen vanlige problemer, hvorfor de oppstår og hvordan de løses:
Problem |
Forårsake |
Løsning |
Kant sprekker |
Formingstrykket er for høyt for materialtykkelse |
Reduser formingstrykket, bruk flere formingspasninger |
Spring-back-utgaver |
Tynne materialer bøyes utover toleranse |
Juster rulleklaring, legg til ekstra støtteruller |
Rynker på overflaten |
Utilstrekkelig støtte for tynne materialer |
Øk rullekontakten, juster formingshastigheten |
Overdreven rulleslitasje |
Tykt materiale som genererer for mye friksjon |
Øk smøringen, bruk herdede stålruller |
Feil profildimensjoner |
Materialet er for tykt eller for tynt for maskininnstillinger |
Juster rulleklaringen, kalibrer formingspassasjene på nytt |
Du bør alltid sjekk materialtykkelsen før du starter. Dette hjelper deg med å stoppe problemer og holder delene dine gode.
Maskinslitasje og skade
Bruk av feil materialtykkelse kan skade rulleformingsmaskinen. Hvis du bruker tykt materiale, trenger maskinen mer kraft for å forme det. Dette kan gjøre at rullene og andre deler slites raskere. Hvis du bruker tynt materiale, kan det hende at rullene ikke holder det godt. Dette kan få arket til å skli eller endene til å blusse ut.
For mye formingskraft er et stort problem i rulleformingsmaskiner. Hvis kraften er høyere enn det maskinen er laget for, kan det gå galt. Maskinen kan bli skadet, og delene kan komme feil ut. Du kan også ha flere feil og sløsing.
Du må still avstanden mellom rullene for hver materialtykkelse. Hvis du ikke gjør det, kan du se ekstra bøyninger eller utbrudd i delene dine. Å stille inn maskinen riktig holder den trygg og gjør delene dine bedre.
Løsninger for feilsøking
Du kan fikse mange problemer ved å sjekke rullformingsoppsettet. Hvis du ser feil eller maskinslitasje, prøv disse trinnene:
Sjekk om rullene er på linje og se på materialtykkelsen.
Endre rulletrykket slik at det passer med materialet.
Pass på at du bruker nok olje eller fett for jevnt arbeid.
Se på maskinen din ofte for å finne problemer tidlig.
Tabellen nedenfor gir deg en hurtigveiledning for å løse problemer:
Utgave |
Mulige årsaker |
Løsning |
Uriktig Materialtykkelse |
Feiljusterte ruller, inkonsekvent materialtykkelse |
Sjekk rullejusteringen, overvåk materialtykkelsen, juster rulletrykket |
Hvis du følger disse trinnene, vil rulleformingsmaskinen din fungere bedre. Tilpass alltid materialtykkelsen til maskininnstillingene dine. Dette hjelper deg med å lage gode deler og holder maskinen din trygg.
Beste praksis for tynne og tykke materialer
Håndtering av tynne materialer
Du må være spesielt forsiktig når du arbeider med tynne materialer i rulleforming. Tynne ark kan rynkes, rives eller gli hvis du ikke konfigurerer maskinen på riktig måte. Her er noen beste fremgangsmåter du bør følge:
Tren operatørene dine godt . De må vite hvordan de skal kjøre og vedlikeholde maskinen.
Smør verktøyet ofte. Dette reduserer friksjonen og hjelper verktøyene til å vare lenger.
Bruk prosessoptimalisering for å gjøre produksjonen jevn og redusere nedetid.
Bruk ideer til slank produksjon. Dette hjelper deg med å bruke mindre materiale og sette opp raskere.
Invester i avansert teknologi. Nye maskiner kan håndtere tynne plater bedre og gjøre færre feil.
Hvis du følger disse trinnene, vil du forhindre defekter og holde rulleformingslinjen i gang.
Behandling av tykke materialer
Tykke materialer trenger sterke maskiner og nøye planlegging. Du må tenke på mange ting før du begynner å rulle tykke ark:
Sjekk materialtykkelsen. Tykkere ark trenger større maskiner og sterkere skaft.
Se på type materiale. Mykere metaller kan trenge færre bøyninger.
Tenk på flytestyrken . Sterkere metaller trenger forskjellige maskininnstillinger.
Se forlengelsen. Hvis metallet strekker seg mer, må du kanskje bremse maskinen.
Tell antall bøyninger. Flere svinger betyr at du trenger flere stasjoner.
Mål den totale graden av bøyninger. Dette påvirker størrelsen på maskinen og motoren.
Sjekk høyden og bredden på seksjonen. Større deler trenger større skaft.
Bestem om du vil kutte eller slå hull før eller etter formingen. Noen former fungerer bedre med etterskjæring eller etterstansing.
Du må matche maskinen din til jobben. Dette holder produktene dine sterke og maskinen din trygg.
BMS-maskinoptimaliseringsstrategier
BMS Machinery gir deg verktøy og støtte for å håndtere enhver tykkelse på rulledannende materiale. Du kan bruke maskinene deres til både tynne og tykke materialer. Her er noen måter BMS Machinery kan hjelpe deg på:
Du får maskiner med automatisk justering for ulik materialtykkelse.
Du kan be om tilpassede maskiner for spesielle prosjekter.
Du får opplæring og støtte fra eksperter.
Du bruker avansert teknologi som reduserer avfall og forbedrer kvaliteten.
Med BMS Machinery kan du stole på at rulleformingsprosessen din er jevn og effektiv. Du vil lage deler av høy kvalitet hver gang.
Optimalisering av hastighet og avfall etter tykkelse
Balanserer hastighet og kvalitet
Du ønsker å lage så mange deler som mulig, men du vil også at hver del skal se ut og fungere riktig. Når du bruker rulleforming, må du finne beste hastighet for linjen din . Hvis du kjører maskinen for fort, kan du se problemer som vridde paneler, bølgete kanter eller kutt som ikke er rette. Disse problemene kan senke kvaliteten på det ferdige produktet.
Her er noen ting du bør huske når du stiller inn rulleformingshastigheten:
Høy hastighet kan hjelpe deg med å lage flere deler, men det kan også føre til flere feil.
Hvis du kjører for fort, kan maskinen riste eller vibrere, noe som kan skade formen på produktet.
De fleste rulleformingslinjer jobber med hastigheter mellom 10 og 50 meter per minutt.
Hvis du ser defekter som bue eller vridning, reduserer du linjen for å forbedre nøyaktigheten.
Sjekk alltid delene dine når de kommer ut. Hvis du ser problemer, juster hastigheten til du får best resultat.
Tips: Riktig hastighet avhenger av materialtykkelsen din og formen du vil lage. Tykkere materialer trenger ofte lavere hastigheter for å holde formen riktig.
Redusere materialavfall
Du kan spare penger og hjelpe miljøet ved å bruke mindre materiale i rulleformingsprosessen. Sløsing oppstår ofte når du bruker feil innstillinger eller ikke tilpasser maskinen din til tykkelsen på rulleformingen. Du kan følge disse trinnene for å redusere avfall:
Mål materialtykkelsen før du starter. Dette hjelper deg med å stille inn rullene og trykket riktig.
Bruk maskiner som lar deg endre innstillinger raskt . Dette hjelper deg med å bytte mellom jobber med mindre skrot.
Tren laget ditt til å oppdage feil tidlig. Hvis du oppdager problemer raskt, kan du stoppe avfallet før det vokser.
Hold verktøyene skarpe og maskinen ren. Kjedelig verktøy og skitne ruller kan forårsake dårlige former og ekstra skrap.
Planlegg kutt og bøyninger for å bruke så mye av arket som mulig.
Når du tar hensyn til både fart og sløsing, får du flere gode deler og bruker mindre på materialer. Du hjelper også rulleformingsmaskinen til å vare lenger og fungere bedre.
BMS Machinery lar deg endre rullegapet for forskjellige tykkelser. Maskinene deres er sterke og hjelper deg med å lage gode deler. Hvis du vil ha mer hjelp, se på diagrammet nedenfor eller spør BMS Machinery om råd.
For mer hjelp, sjekk ut beste praksis eller snakk med BMS Machinery for svar laget for deg.
FAQ
Hva skjer hvis du bruker feil materialtykkelse ved rullforming?
Du kan få sprekker, bølger eller former som ikke er riktige. Maskinen kan også slites raskere. Sjekk alltid tykkelsen før du begynner for å unngå disse problemene.
Hvordan endrer du en rulleformingsmaskin for forskjellige tykkelser?
Juster rullegapet for å matche materialet ditt. Bruk maskinens kontroller eller manuelle innstillinger. Sjekk trykket og justeringen. Test med et prøveark først.
Kan én rulleformingsmaskin arbeide med både tynne og tykke materialer?
Noen maskiner kan håndtere en rekke tykkelser. Du må se på maskinens spesifikasjoner. BMS Machinery har modeller med justerbare innstillinger for ulike tykkelser.
Hvorfor endres materialtykkelsen hvor raskt du kan produsere?
Tykkere materialer trenger mer kraft og går saktere gjennom maskinen. Tynne materialer beveger seg raskere. Du må finne den rette balansen mellom hastighet og kvalitet for best resultat.



































