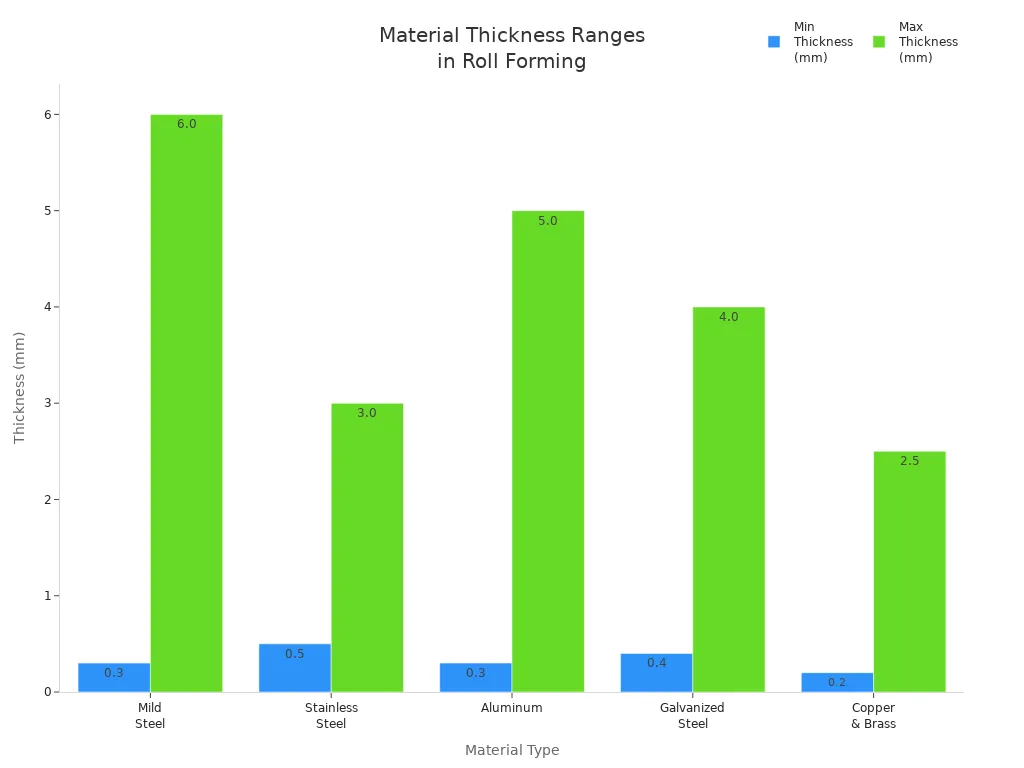
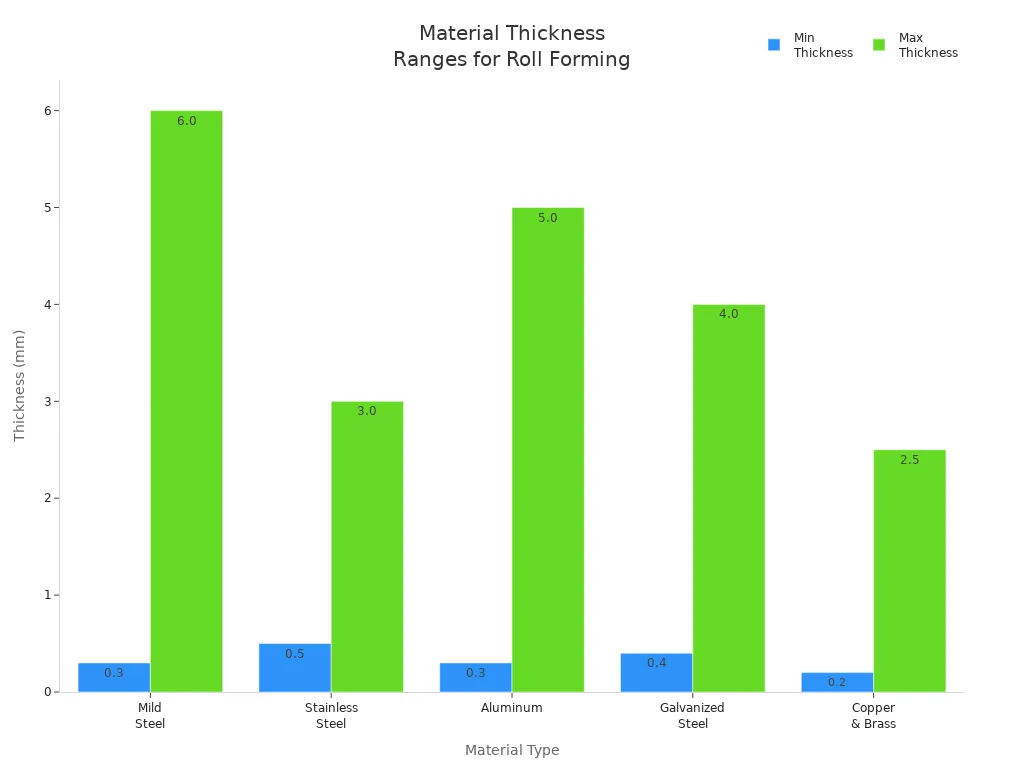
Wanneer u rolvormen gebruikt, ziet u materiaaldiktes van 0,2 mm tot 10 mm. De dikte is afhankelijk van wat je maakt. Elk materiaal heeft de beste dikte voor rolvormen. In de onderstaande tabel vindt u enkele veelvoorkomende voorbeelden:
Materiaaltype |
Aanbevolen diktebereik (mm) |
Best Toepassingen |
Zacht staal |
0,3 – 6,0 |
Structurele onderdelen, dakplaten |
Roestvrij staal |
0,5 – 3,0 |
Auto's, vliegtuigen, medische hulpmiddelen |
Aluminium |
0,3 – 5,0 |
Lichte constructies, HVAC, behuizingen |
Gegalvaniseerd staal |
0,4 – 4,0 |
Roestbestendige frames, bouwdelen |
Koper en messing |
0,2 – 2,5 |
Elektrische onderdelen, sierlijst voor decoratie |
Het kiezen van de juiste materiaaldikte is erg belangrijk bij het instellen van rolvormmachines. U moet de grootte van de rolas, de complexiteit van de vorm en de snijkracht afstemmen op uw materiaal. BMS Machinery helpt u bij het kiezen van de beste oplossing voor elke rolvormmateriaaldikte. Zo krijgt u elke keer de beste vormresultaten.
Belangrijkste afhaalrestaurants
Rolvormen materiaaldiktebereik
Standaarddiktes in de industrie
Materiaaldikte is erg belangrijk bij rolvormen. Elke machine werkt het beste met bepaalde diktes. Als u de juiste dikte kiest, zijn uw resultaten beter. Ook gaat uw machine langer mee. De industrie deelt machines in groepen in op dikte. U kunt de onderstaande tabel bekijken om deze groepen te zien:
Machinetype |
Dikte bereik |
Dunne maatmachines |
0,2 mm tot 0,5 mm |
Standaard dakbedekkings- en bekledingsmachines |
0,3 mm tot 0,8 mm |
Middelgrote machines |
0,8 mm tot 2,0 mm |
Structurele profielmachines |
1,5 mm tot 3,5 mm |
Zware structurele rolvormmachines |
3 mm tot 6 mm of meer |
Deze tabel helpt u bij het kiezen van de juiste machine voor uw klus. Dunne maatmachines zijn goed voor lichte onderdelen. Voor dik staal en sterke frames worden zware constructiemachines gebruikt.
Tip: Controleer altijd het diktebereik van uw materiaal voordat u begint. Dit helpt u machineproblemen en slechte productkwaliteit te voorkomen.
In onderstaande tabel zijn per machinetype de kleinste en grootste dikte weergegeven:
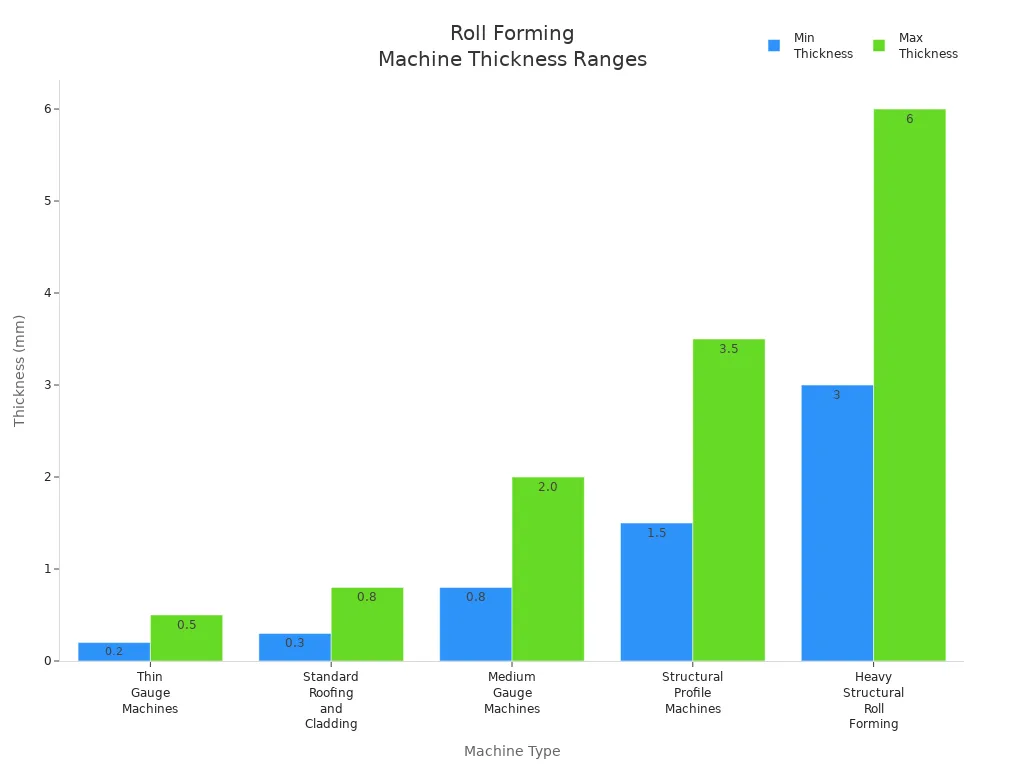
Rolvormen kan vele diktes gebruiken. De meeste projecten gebruiken diktes van 0,2 mm tot 6 mm. Dit werkt voor gebouwen, auto's en fabrieken.
Mogelijkheden van BMS-machines
Wanneer u een rolvormmachine kiest, wilt u weten welke dikte deze kan gebruiken. BMS Machinery maakt machines voor vele diktes. Voor dunne platen of dikke profielen kunt u op BMS Machinery vertrouwen.
Hier is een korte tabel met de diktes die BMS Machinery ondersteunt:
PRODUCTCATEGORIE |
MATIRAL DIKTE |
Dubbellaags dakrolvormmachine |
0,3-0,8 mm |
C/U/Z/M/L gordingmachines |
1-3 mm / zwaar uitgevoerd: 3-6 mm |
Vloerdekmachine |
0,8-1,5 mm / zwaar uitgevoerd: 1,5-2,5 mm |
Tegeldakrolvormmachine |
0,4-0,8 mm |
Unistrut rolvormmachine |
1,5-2,5 mm |
Machine voor dak- en wandpanelen |
0,2-0,8 mm |
Stud en track, gipsplaatpartitiemachine |
0,3-1,0 mm |
Lange lengte snijmachine en map |
1,0 mm (maximum) |
Buigmachine |
1,2 mm (maximum) |
Dit assortiment is goed voor dakbedekking, wandpanelen en lichte constructies. U kunt BMS Machinery gebruiken voor staal, aluminium en andere metalen. De machines blijven nauwkeurig en behouden een goede kwaliteit, ook als u van dikte verandert.
BMS Machinery gebruikt nieuwe technologie voor geweldige resultaten. Je krijgt vlot werk, minder afval en sterke producten. Als u iets speciaals nodig heeft, kan BMS Machinery een machine maken speciaal voor uw dikte.
Let op: U kunt BMS Machinery altijd om hulp vragen bij het kiezen van de juiste machine. Hun experts helpen u bij het matchen van uw project met de beste apparatuur.
Als u weet wat de standaarddiktes zijn en wat BMS Machinery kan, kunt u slimme keuzes maken voor uw fabriek. Hierdoor krijgt u elke keer de beste kwaliteit en prestaties.
Impact van materiaaldikte op rolvormen
Machinebelasting en prestaties
Het is belangrijk om te weten hoe materiaaldikte heeft invloed op uw rolvormmachine . Dikkere materialen hebben sterker gereedschap nodig en meer stappen om ze vorm te geven. Dunne materialen kunnen beschadigd raken als je er niet zorgvuldig mee omgaat. Het vermogen dat uw machine gebruikt, verandert met de dikte. Zware materialen hebben meer kracht nodig en kunnen uw machine sneller verslijten als u deze niet goed afstelt. Dunne materialen bewegen sneller door de machine, maar dikke materialen vertragen de werking. Je moet ook oppassen voor trillen en onderdelen die niet in de rij staan. Deze problemen kunnen ervoor zorgen dat uw producten minder nauwkeurig zijn en fouten veroorzaken.
Aspect |
Uitleg |
Gereedschapsaanpassingen |
Dikkere materialen hebben sterker gereedschap en meer stappen nodig, terwijl dunne materialen voorzichtig moeten worden gehanteerd. |
Vereisten voor machinevermogen |
Zwaardere materialen verbruiken meer kracht en kunnen de machine verslijten als ze niet goed zijn afgesteld. |
Snelheid van productie |
Dunne materialen gaan sneller omdat ze minder kracht nodig hebben, maar dikke materialen vertragen de werking. |
Machineslijtage |
Door dikke materialen te vormen, verslijt de machine sneller, dus je hebt sterke onderdelen en regelmatige controles nodig. |
Trillingen en uitlijning |
Meer kracht van dikke materialen kan de machine doen trillen en de vorm verpesten. |
Tip: Altijd controleer uw machine-instellingen voordat u begint. Dit helpt u problemen met de materiaaldikte te voorkomen.
Profielnauwkeurigheid en kwaliteit
Materiaaldikte is belangrijk om vormen op de juiste maat te krijgen. Dikke materialen veranderen de manier waarop het metaal buigt en uitrekt. Mogelijk ziet u de verkeerde maat, golvende randen of rondingen in de lange richting. Hoeveel de plaat uitrekt, hangt af van de dikte, sterkte en vorm. Als u de verkeerde dikte kiest, passen uw onderdelen mogelijk niet of werken ze niet goed. Je moet opletten om de beste vormen te krijgen.
Je kunt betere onderdelen maken door de juiste dikte te kiezen. Uit onderzoek blijkt dat dikke platen minder fouten bevatten. Een DP600-plaat van 3 mm buigt bijvoorbeeld minder dan een plaat van 2 mm. Dikke materialen barsten ook minder aan de randen. DP980 bij 2 mm scheurde 20% meer dan dikkere platen. U krijgt betere onderdelen en minder fouten als u de dikte aanpast aan uw behoeften.
Productiesnelheid
De materiaaldikte verandert hoe snel uw rolvormmachine werkt. Dunne materialen bewegen snel omdat ze minder kracht nodig hebben. Dikke materialen vertragen de machine omdat ze meer stappen en kracht nodig hebben. Je moet een evenwicht vinden tussen snelheid en het maken van goede onderdelen. Als u te snel gaat met dikke materialen, kunt u uw machine kapot maken en de nauwkeurigheid verliezen. Stel uw snelheid altijd in op de dikte die u gebruikt, zodat alles veilig blijft en goed blijft werken.
Aanbevolen dikte voor verschillende materialen
Richtlijnen voor staaldikte
Wanneer u met staal werkt bij het rolvormen, moet u de juiste materiaaldikte voor uw project kiezen. Staal is sterk en kan voor veel dingen gebruikt worden. Voor verschillende klussen zie je verschillende diktes. De onderstaande tabel toont de gebruikelijke diktebereiken en waar u deze kunt gebruiken:
Dikte bereik |
Veel voorkomende toepassingen |
1,5 mm – 12 mm |
Structurele kanalen en balken |
1,5 mm – 6 mm |
Zware gordingen |
2,5 mm – 4 mm |
Vangrails en snelwegversperringen |
1,5 mm – 6 mm |
Stalen kozijnen |
1,5 mm – 3,5 mm |
Opslagrekken en industriële steunen |
2 mm – 6 mm |
Onderdelen van landbouwmachines |
3 mm – 12 mm |
Aanhangwagen- en chassisonderdelen |
Als je sterke onderdelen zoals balken of leuningen wilt maken, moet je dikker staal gebruiken. Voor lichtere onderdelen kunt u dunner staal gebruiken. Controleer altijd de dikte van het rolvormmateriaal voordat u begint. Hierdoor krijgt u de beste resultaten en blijft uw machine veilig.
Tip: Dikker staal heeft meer kracht en sterkere machines nodig. Zorg ervoor dat uw rolvormmachine komt overeen met de materiaaldikte die u wilt gebruiken.
Richtlijnen voor de dikte van aluminium
Aluminium is lichter dan staal. Je gebruikt het vaak voor onderdelen die licht maar toch sterk moeten zijn. Bij rolvormen zie je meestal aluminium met een materiaaldikte van 0,3 mm tot 5 mm. Dun aluminium werkt goed voor HVAC-kanalen, behuizingen en panelen. Dikker aluminium is goed voor frames en steunen.
Gebruik 0,3 mm tot 1 mm voor lichte afdekkingen en panelen.
Gebruik 1 mm tot 3 mm voor structurele onderdelen en frames.
Gebruik tot 5 mm voor zware toepassingen.
Aluminium buigt gemakkelijk, dus u moet uw rolvormmachine zorgvuldig instellen. Controleer altijd de materiaaldikte om scheuren of te scherpe bochten te voorkomen.
Andere materialen
Bij het rolvormen kunt u ook andere metalen gebruiken, zoals koper, messing en roestvrij staal. Elk materiaal heeft zijn eigen beste dikte. Voor koper en messing gebruik je vaak 0,2 mm tot 2,5 mm. Deze metalen zijn zacht en worden gebruikt voor sierlijsten, decoratie of elektrische onderdelen. Roestvrij staal is harder en werkt het beste met een dikte van 0,5 mm tot 3 mm. Je ziet het in medische hulpmiddelen, auto-onderdelen en voedselapparatuur.
Let op: Stem uw rolvormmachine altijd af op de materiaaldikte en het type. Hierdoor krijgt u vloeiende vormen en producten van hoge kwaliteit.
Door voor elk metaal de juiste materiaaldikte te kiezen, krijgt u de beste resultaten rolvorming . Je maakt elke keer sterke, nauwkeurige en veilige onderdelen.
Pas rolvormmachines aan op materiaaldikte
Wanneer u met rolvormmachines werkt, moet u rolvormmachines voor elke materiaaldikte aanpassen. Deze aanpassingen helpen u de beste vorm te krijgen, machineschade te voorkomen en uw producten van hoge kwaliteit te houden. U moet de instellingen voor de rolspeling, de druk, het gereedschap en de kalibratie wijzigen. Laten we elke stap bekijken.
Rolspeling en druk
Voor elke materiaaldikte moet u de juiste afstand tussen de rollen instellen. Als u dat niet doet, kunt u dunne vellen pletten of dikke vellen los laten. Zo kunt u de rolspeling en -druk aanpassen:
Meet uw materiaaldikte. Als de dikte meer dan ±0,2 mm verandert, pas dan de rolafstand aan.
Stel de rolopening in op de materiaaldikte plus ongeveer 0,05 mm. Deze kleine ruimte zorgt ervoor dat het vel soepel beweegt.
Voor dikkere materialen vergroot u de tussenruimte iets en vertraagt u de vormsnelheid. Dit voorkomt dat het blad vast komt te zitten of beschadigd raakt.
Bij dunnere materialen de spleet iets kleiner maken en de stripspanning verhogen. Dit voorkomt dat het laken kreukt of wegglijdt.
Als uw machine automatische instellingen heeft, voert u de materiaaldikte in op het touchscreen. De machine past de opening voor u aan.
Tip: Controleer altijd de roldruk. Te veel druk kan het metaal dunner maken of scheuren veroorzaken. Te weinig druk kan ervoor zorgen dat het profiel zijn vorm verliest.
Gereedschaps- en matrijsaanpassingen
U moet ook het gereedschap en de matrijzen aanpassen als u de materiaaldikte wijzigt. Deze onderdelen vormen het metaal terwijl het door de rolvormmachine beweegt. Hier zijn enkele stappen die u moet volgen:
Controleer op eventuele veranderingen in de materiaaldikte die de normale limieten overschrijden. Zelfs kleine veranderingen kunnen de uiteindelijke vorm beïnvloeden.
Kijk naar de eigenschappen van het materiaal. Hardere of zachtere metalen hebben voor elke bocht verschillende gereedschapsinstellingen nodig.
Breng de behoefte aan goede kwaliteit in evenwicht met de snelheid van de productie. Soms moet je langzamer werken om betere resultaten te krijgen.
U kunt deze tabel gebruiken als leidraad voor uw aanpassingen:
Wijzigingsaspect |
Beschrijving |
Kalibratie |
Stel zowel verticale als horizontale afstanden in. Zorg ervoor dat elke passage op één lijn ligt met de volgende. |
Verticale gereedschapsvrijheid |
Pas het bovenste gereedschap aan voor het dikste materiaal. Gebruik een voelermaat om te controleren of er sprake is van lichte weerstand. |
Pass-to-pass-uitlijning |
Controleer of elke gereedschapsgang op één lijn ligt. Voor de beste resultaten mogen de openingen niet groter zijn dan 0,010 inch. |
Veranderingen in de materiaaldikte kunnen zich opstapelen en ervoor zorgen dat de doorsnede de verkeerde maat krijgt.
U moet uw materiaalspecificaties hetzelfde houden om extra afval en gereedschapswisselingen te voorkomen.
Bij rolvormen worden vaste hoeken gebruikt, dus u moet deze zorgvuldig aanpassen voor elke nieuwe dikte.
Kalibratieprocedures
Kalibratie zorgt ervoor dat uw rolvormmachine goed blijft werken. Elke keer dat u de materiaaldikte wijzigt, moet u de machine controleren en instellen. Hier is een stapsgewijze handleiding:
Stel de opening tussen de bovenste en onderste rollen in op 1,0 tot 1,05 maal de materiaaldikte. Als de opening te klein is, verdunt u het metaal. Als het te los zit, zal het profiel zijn vorm niet behouden.
Als u overschakelt naar een harder materiaal, zoals hoogwaardig staal, verhoog dan de neerwaartse druk en draai de zijrollen strakker. Dit helpt de vorm vast te houden.
Plaats een vel met een bekende dikte tussen de rollen. Pas de bovenste rol aan totdat u de juiste opening bereikt. Herhaal dit met verschillende diktes om de nauwkeurigheid te controleren.
Gebruik een liniaal of meetinstrument om te controleren of de bovenste en onderste rollen evenwijdig zijn. Pas indien nodig de bevestigingen of vulstukken aan.
Draai de rollen met de hand om te controleren op slippen. Als de rollen slippen, pas dan de spanning aan of gebruik een antislipmiddel.
Let op: Houd bij het instellen van de machine altijd rekening met het type en de dikte van uw materiaal. Sommige metalen hebben meer druk of extra smering nodig.
U moet de kalibratie controleren tijdens de installatie en het reguliere onderhoud. Hierdoor blijft de striptracking nauwkeurig en wordt profielvervorming voorkomen. Wanneer u rolvormmachines aanpast voor elke materiaaldikte, krijgt u betere resultaten en een langere levensduur van de machine.
Veelvoorkomende problemen met onjuiste materiaaldikte
Defecten en kwaliteitsproblemen
Als u de verkeerde materiaaldikte gebruikt, kunt u veel problemen krijgen. Deze problemen kunnen ervoor zorgen dat uw voltooide onderdelen er slecht uitzien of niet goed werken. Sommige problemen doen zich voor wanneer het materiaal te dik of te dun is voor uw machine. Mogelijk ziet u scheuren, rimpels of vormen die niet correct zijn. In de onderstaande tabel ziet u enkele veelvoorkomende problemen, waarom ze optreden en hoe u ze kunt oplossen:
Probleem |
Oorzaak |
Oplossing |
Rand kraken |
Vormdruk te hoog voor materiaaldikte |
Verlaag de vormdruk, gebruik meer vormgangen |
Terugspringende problemen |
Dunne materialen die buiten de tolerantie buigen |
Pas de rolspeling aan, voeg extra steunrollen toe |
Oppervlakterimpeling |
Onvoldoende ondersteuning voor dunne materialen |
Verhoog het rolcontact, pas de vormsnelheid aan |
Overmatige rolslijtage |
Dik materiaal dat te veel wrijving veroorzaakt |
Verhoog de smering, gebruik gehard stalen rollen |
Onjuiste profielafmetingen |
Materiaal te dik of te dun voor machine-instellingen |
Pas de rolspeling aan, herkalibreer vormgangen |
Dat zou je altijd moeten doen controleer de materiaaldikte voordat u begint. Hierdoor voorkom je problemen en blijven je onderdelen goed.
Machineslijtage en schade
Het gebruik van de verkeerde materiaaldikte kan uw rolvormmachine beschadigen. Als je dik materiaal gebruikt, heeft de machine meer kracht nodig om het te vormen. Hierdoor kunnen de rollen en andere onderdelen sneller verslijten. Als u dun materiaal gebruikt, houden de rollen het mogelijk niet goed vast. Hierdoor kan het vel wegglijden of kunnen de uiteinden uitwaaieren.
Te veel vormkracht is een groot probleem bij rolvormmachines. Als de kracht groter is dan waarvoor de machine is gemaakt, kan er iets misgaan. De machine kan beschadigd raken en de onderdelen kunnen er verkeerd uit komen. Mogelijk heb je ook meer fouten en verspilling.
Dat moet stel de opening tussen de rollen in voor elke materiaaldikte. Als u dat niet doet, ziet u mogelijk extra buigingen of uitlopers in uw onderdelen. Door de machine goed in te stellen, blijft deze veilig en worden uw onderdelen beter.
Oplossingen voor probleemoplossing
U kunt veel problemen oplossen door uw rolvorminstellingen te controleren. Als u fouten of machineslijtage constateert, probeert u deze stappen:
Controleer of de rollen uitgelijnd zijn en let op de materiaaldikte.
Verander de roldruk zodat deze overeenkomt met het materiaal.
Zorg ervoor dat u voldoende olie of vet gebruikt om soepel te kunnen werken.
Kijk regelmatig naar uw machine om problemen vroegtijdig op te sporen.
De onderstaande tabel geeft u een korte handleiding voor het oplossen van problemen:
Probleem |
Mogelijke oorzaken |
Oplossing |
Onjuist Materiaal dikte |
Verkeerd uitgelijnde rollen, inconsistente materiaaldikte |
Controleer de uitlijning van de rollen, controleer de materiaaldikte, pas de roldruk aan |
Als u deze stappen volgt, zal uw rolvormmachine beter werken. Stem de materiaaldikte altijd af op uw machine-instellingen. Dit helpt u goede onderdelen te maken en houdt uw machine veilig.
Beste praktijken voor dunne en dikke materialen
Omgaan met dunne materialen
U moet extra voorzichtig zijn als u met dunne materialen werkt bij het rolvormen. Dunne vellen kunnen kreuken, scheuren of wegglijden als u uw machine niet op de juiste manier instelt. Hier zijn enkele best practices die u moet volgen:
Train uw operators goed . Ze moeten weten hoe ze de machine moeten bedienen en onderhouden.
Smeer het gereedschap vaak. Dit vermindert wrijving en zorgt ervoor dat het gereedschap langer meegaat.
Gebruik procesoptimalisatie om de productie soepel te laten verlopen en stilstand te verminderen.
Pas lean manufacturing-ideeën toe. Hierdoor verbruik je minder materiaal en kun je sneller opzetten.
Investeer in geavanceerde technologie. Nieuwe machines kunnen dunne platen beter verwerken en maken minder fouten.
Als u deze stappen volgt, voorkomt u defecten en zorgt u ervoor dat uw rolvormlijn goed blijft draaien.
Verwerking van dikke materialen
Dikke materialen hebben sterke machines en een zorgvuldige planning nodig. U moet aan veel dingen denken voordat u dikke platen gaat walsen:
Controleer de materiaaldikte. Dikkere platen hebben grotere machines en sterkere assen nodig.
Kijk naar het soort materiaal. Zachtere metalen hebben mogelijk minder buigingen nodig.
Denk aan de vloeigrens . Sterkere metalen vereisen verschillende machine-instellingen.
Let op de verlenging. Als het metaal meer uitrekt, moet u de machine mogelijk vertragen.
Tel het aantal bochten. Meer bochten betekent dat je meer stations nodig hebt.
Meet de totale mate van bochten. Dit heeft invloed op de grootte van de machine en de motor.
Controleer de hoogte en breedte van de sectie. Grotere onderdelen hebben grotere assen nodig.
Bepaal of u gaten gaat snijden of ponsen voor of na het vormen. Sommige vormen werken beter met nasnijden of naponsen.
U moet uw machine afstemmen op de taak. Hierdoor blijven uw producten sterk en uw machine veilig.
Strategieën voor optimalisatie van BMS-machines
BMS Machinery biedt u de tools en ondersteuning om elke dikte van rolvormmateriaal aan te kunnen. Je kunt hun machines gebruiken voor zowel dunne als dikke materialen. Hier zijn enkele manieren waarop BMS Machinery u kan helpen:
Je krijgt machines met automatische aanpassingen voor verschillende materiaaldiktes.
Voor speciale projecten kunt u machines op maat aanvragen.
Je krijgt training en ondersteuning van experts.
Je maakt gebruik van geavanceerde technologie die verspilling vermindert en de kwaliteit verbetert.
Met BMS Machinery kunt u erop vertrouwen dat uw rolvormproces soepel en efficiënt verloopt. Je maakt keer op keer onderdelen van hoge kwaliteit.
Snelheids- en afvaloptimalisatie door dikte
Evenwicht tussen snelheid en kwaliteit
Je wilt zoveel mogelijk onderdelen maken, maar je wilt ook dat elk onderdeel er goed uitziet en goed werkt. Wanneer u rolvormen gebruikt, moet u de beste snelheid voor uw lijn . Als u uw machine te snel laat draaien, kunt u problemen tegenkomen zoals gedraaide panelen, golvende randen of sneden die niet recht zijn. Deze problemen kunnen de kwaliteit van uw eindproduct verlagen.
Hier zijn enkele dingen waarmee u rekening moet houden wanneer u de rolvormsnelheid instelt:
Hoge snelheid kan je helpen meer onderdelen te maken, maar het kan ook meer fouten veroorzaken.
Als u te snel gaat, kan uw machine trillen of trillen, wat de vorm van uw product kan schaden.
De meeste rolvormlijnen werken met snelheden tussen de 10 en 50 meter per minuut.
Als u defecten zoals buiging of draaiing ziet, vertraag dan de lijn om de nauwkeurigheid te verbeteren.
Controleer altijd uw onderdelen zodra ze eruit komen. Als u problemen ziet, past u de snelheid aan totdat u de beste resultaten krijgt.
Tip: De juiste snelheid is afhankelijk van je materiaaldikte en de vorm die je wilt maken. Dikkere materialen hebben vaak lagere snelheden nodig om de vorm correct te houden.
Vermindering van materiaalverspilling
U kunt geld besparen en het milieu helpen door minder materiaal te gebruiken bij uw rolvormproces. Er ontstaat vaak verspilling als u de verkeerde instellingen gebruikt of uw machine niet afstemt op de dikte van het rolvormmateriaal. U kunt deze stappen volgen om afval te verminderen:
Meet uw materiaaldikte voordat u begint. Dit helpt u bij het correct instellen van de rollen en druk.
Gebruik machines waarmee u dat kunt doen snel instellingen wijzigen . Hierdoor kunt u schakelen tussen taken met minder afval.
Train uw team om fouten vroegtijdig te ontdekken. Als u problemen snel opmerkt, kunt u verspilling tegengaan voordat deze groeit.
Houd uw gereedschap scherp en uw machine schoon. Bot gereedschap en vuile rollen kunnen slechte vormen en extra afval veroorzaken.
Plan uw sneden en buigingen om zoveel mogelijk van de plaat te gebruiken.
Wanneer je aandacht besteedt aan zowel snelheid als verspilling, krijg je meer goede onderdelen en geef je minder uit aan materialen. U zorgt er ook voor dat uw rolvormmachine langer meegaat en beter werkt.
Met BMS Machinery kunt u de rolopening voor verschillende diktes wijzigen. Hun machines zijn sterk en helpen je goede onderdelen te maken. Wilt u meer hulp, bekijk dan onderstaande tabel of vraag BMS Machinery om advies.
Voor meer hulp kunt u de best practices bekijken of met BMS Machinery praten voor antwoorden die speciaal voor u zijn gemaakt.
Veelgestelde vragen
Wat gebeurt er als u bij het rolvormen de verkeerde materiaaldikte gebruikt?
Het kan zijn dat u barsten, golven of vormen krijgt die niet kloppen. Ook kan de machine sneller verslijten. Controleer altijd de dikte voordat u begint om deze problemen te voorkomen.
Hoe verander je een rolvormmachine voor verschillende diktes?
Pas de rolafstand aan zodat deze bij uw materiaal past. Gebruik de bedieningselementen van de machine of handmatige instellingen. Controleer de druk en uitlijning. Test eerst met een voorbeeldblad.
Kan één rolvormmachine zowel met dunne als dikke materialen werken?
Sommige machines kunnen verschillende diktes aan. Je moet naar de specificaties van de machine kijken. BMS Machinery heeft modellen met instelbare instellingen voor verschillende diktes.
Waarom verandert de materiaaldikte hoe snel je kunt produceren?
Dikkere materialen hebben meer kracht nodig en gaan langzamer door de machine. Dunne materialen bewegen sneller. Voor het beste resultaat moet je de juiste balans vinden tussen snelheid en kwaliteit.



































