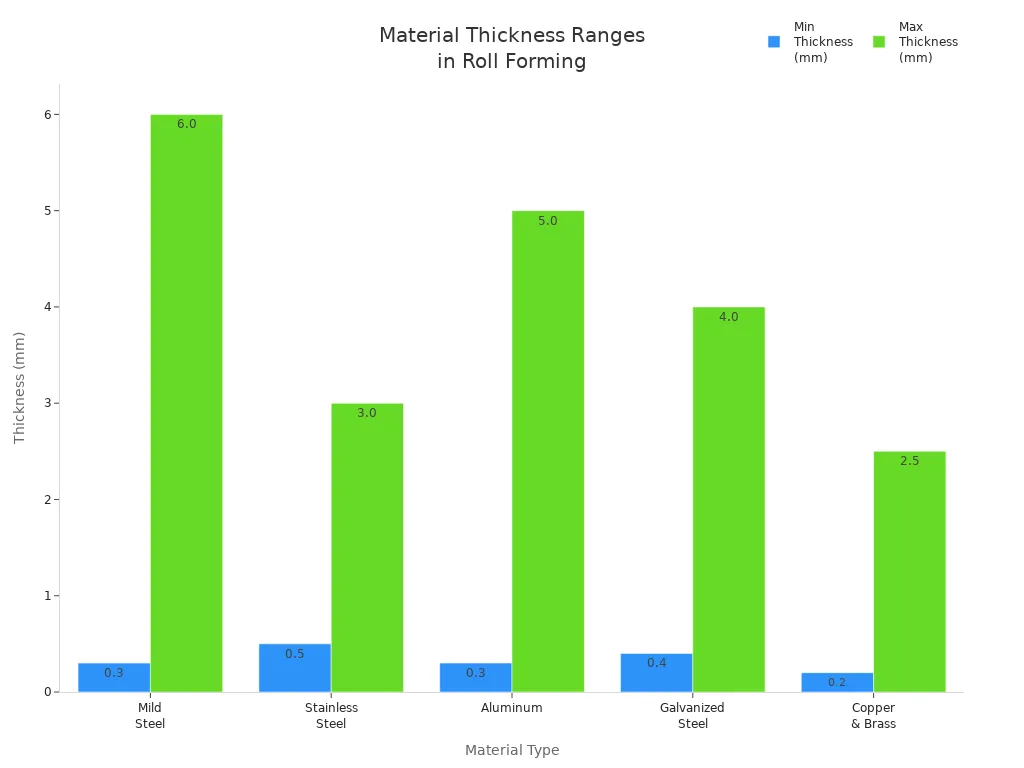
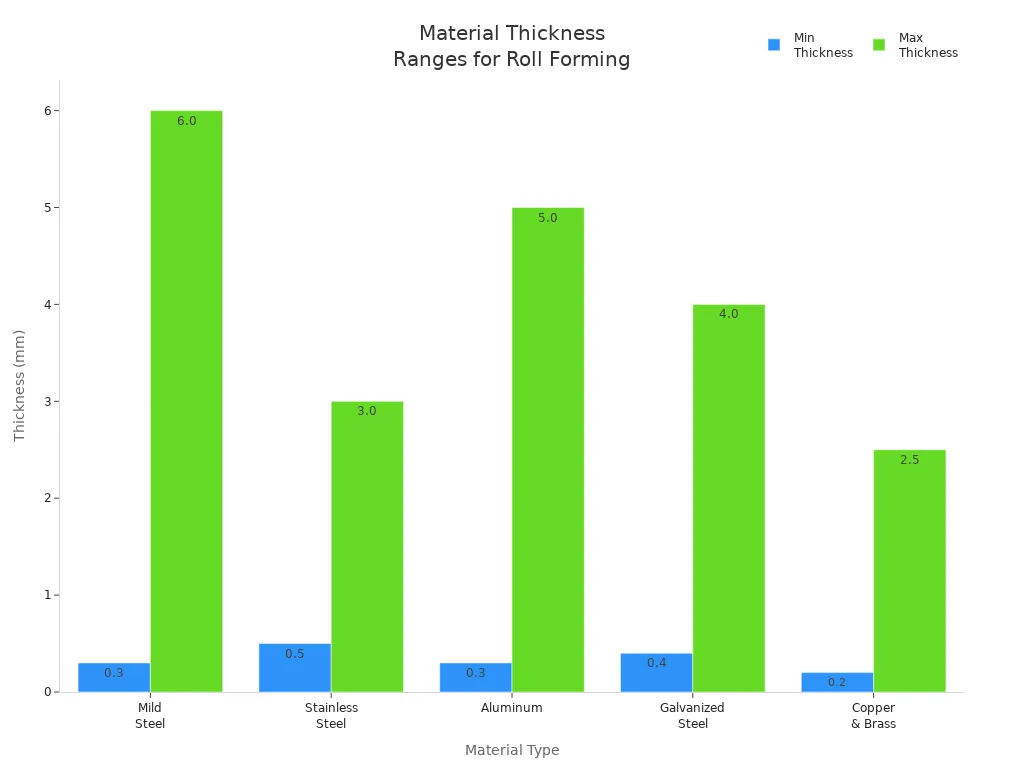
Kiedy używasz formowania rolkowego, zobaczysz grubość materiału od 0,2 mm do 10 mm. Grubość zależy od tego, co robisz. Każdy materiał ma najlepszą grubość do formowania rolkowego. W poniższej tabeli znajdziesz kilka typowych przykładów:
Rodzaj materiału |
Zalecany zakres grubości (mm) |
To, co najlepsze Aplikacje |
Łagodna stal |
0,3 – 6,0 |
Elementy konstrukcyjne, blachy dachowe |
Stal nierdzewna |
0,5 – 3,0 |
Samochody, samoloty, narzędzia medyczne |
Aluminium |
0,3 – 5,0 |
Konstrukcje lekkie, HVAC, obudowy |
Stal ocynkowana |
0,4 – 4,0 |
Ramy odporne na rdzę, części budowlane |
Miedź i mosiądz |
0,2 – 2,5 |
Części elektryczne, listwy do dekoracji |
Wybór odpowiedniej grubości materiału jest bardzo ważny przy konfiguracji maszyny do formowania rolkowego. Należy dopasować rozmiar wału rolki, złożoność kształtu i siłę cięcia do materiału. BMS Machinery pomaga wybrać najlepsze rozwiązanie dla dowolnej grubości materiału do formowania rolkowego. W ten sposób za każdym razem uzyskujesz najlepsze rezultaty formowania.
Kluczowe dania na wynos
Wybierz odpowiednią grubość materiału do formowania rolkowego. Dzięki temu uzyskasz lepsze rezultaty i wydłużysz żywotność urządzenia. Zmień ustawienia maszyny do formowania rolek, gdy zmieni się grubość materiału. Eliminuje to błędy i zapewnia dobry produkt. Grubsze materiały wymagają większej mocy i starannej pracy. Zawsze przed rozpoczęciem sprawdź ustawienia urządzenia. Używaj BMS Machinery do maszyn, którym możesz zaufać. Pracują z wieloma grubościami i służą fachową pomocą. Obserwuj prędkość produkcji w zależności od grubości materiału. Dzięki temu wszystko jest szybkie, ale także dobrej jakości.
Zakres grubości materiału do formowania rolkowego
Standardowe grubości w przemyśle
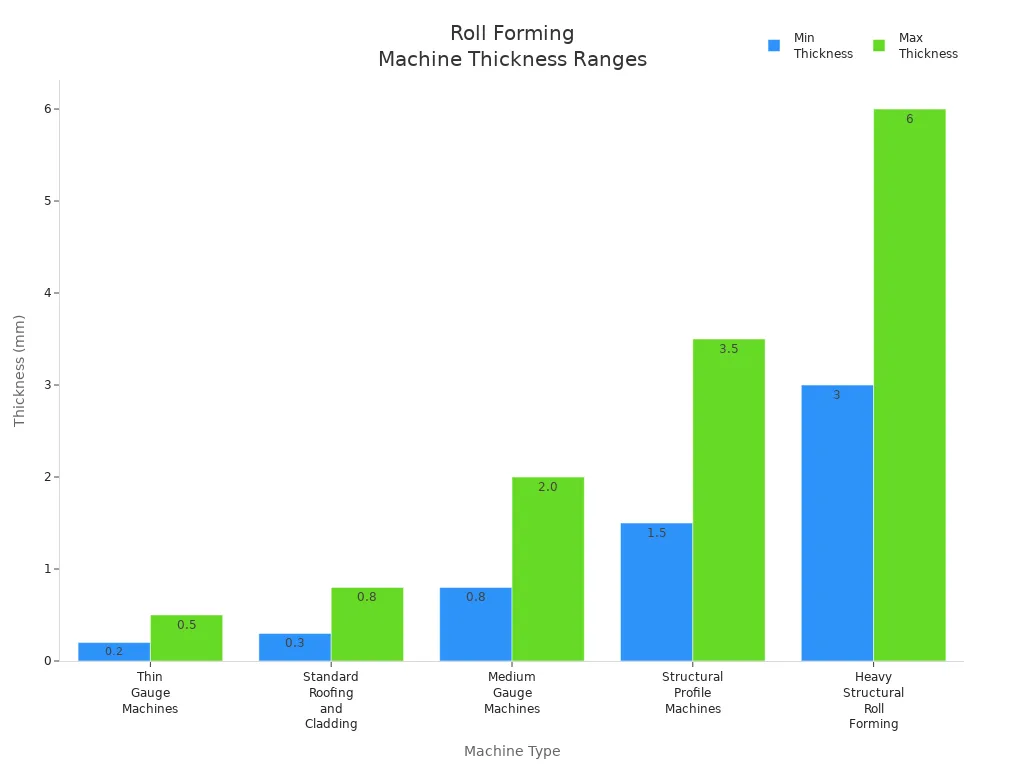
Grubość materiału jest bardzo ważna przy formowaniu rolek. Każda maszyna działa najlepiej przy określonych grubościach. Jeśli wybierzesz odpowiednią grubość, Twoje wyniki będą lepsze. Twoja maszyna będzie również działać dłużej. Przemysł dzieli maszyny na grupy według grubości. Możesz spojrzeć na poniższą tabelę, aby zobaczyć te grupy:
Typ maszyny |
Zakres grubości |
Maszyny cienkościenne |
0,2 mm do 0,5 mm |
Standardowe maszyny dekarskie i elewacyjne |
0,3 mm do 0,8 mm |
Maszyny średniej wielkości |
0,8 mm do 2,0 mm |
Maszyny do profili konstrukcyjnych |
1,5 mm do 3,5 mm |
Maszyny do formowania ciężkich rolek strukturalnych |
3 mm do 6 mm lub więcej |
Ta tabela pomoże Ci wybrać odpowiednią maszynę do swojego zadania. Maszyny cienkościenne nadają się do lekkich części. Ciężkie maszyny konstrukcyjne są używane do grubej stali i mocnych ram.
Wskazówka: Przed rozpoczęciem zawsze sprawdź zakres grubości materiału. Pomaga to zapobiec problemom z maszyną i złej jakości produktu.
Poniższa tabela pokazuje najmniejszą i największą grubość dla każdego typu maszyny:
Formowanie rolkowe może wykorzystywać wiele grubości. W większości projektów stosuje się grubości od 0,2 mm do 6 mm. Działa to w przypadku budynków, samochodów i fabryk.
Możliwości maszyn BMS
Wybierając maszynę do formowania rolek, chcesz wiedzieć, jakiej grubości może użyć. BMS Machinery produkuje maszyny dla wielu grubości. Możesz zaufać BMS Machinery w przypadku cienkich blach lub grubych profili.
Oto krótka tabela grubości obsługiwanych przez BMS Machinery:
KATEGORIA PRODUKTU |
GRUBOŚĆ MATERIAŁU |
Maszyna do formowania rolek dwuwarstwowych dachów |
0,3-0,8 mm |
Maszyny do płatwi C/U/Z/M/L |
1-3 mm / do dużych obciążeń: 3-6 mm |
Maszyna do podłóg |
0,8-1,5 mm / ciężkie: 1,5-2,5 mm |
Maszyna do formowania rolek dachówek |
0,4-0,8 mm |
Maszyna do formowania rolek Unistrut |
1,5-2,5 mm |
Maszyna do paneli dachowych i ściennych |
0,2-0,8 mm |
Stud i gąsienica, maszyna do ścianek działowych z płyt kartonowo-gipsowych |
0,3-1,0 mm |
Krajalnica i składarka o dużej długości |
1,0 mm (maks.) |
Maszyna do gięcia |
1,2 mm (maks.) |
Gama ta jest odpowiednia do pokryć dachowych, paneli ściennych i lekkich konstrukcji. Możesz używać BMS Machinery do stali, aluminium i innych metali. Maszyny zachowują dokładność i dobrą jakość, nawet przy zmianie grubości.
BMS Machinery wykorzystuje nową technologię, aby uzyskać doskonałe wyniki. Otrzymujesz płynną pracę, mniej odpadów i mocne produkty. Jeśli potrzebujesz czegoś specjalnego, BMS Machinery może wyprodukować maszynę specjalnie dla Twojej grubości.
Uwaga: Zawsze możesz poprosić BMS Machinery o pomoc w wyborze właściwej maszyny. Ich eksperci pomogą Ci dopasować Twój projekt do najlepszego sprzętu.
Jeśli znasz standardowe grubości i możliwości BMS Machinery, możesz dokonać mądrych wyborów dla swojej fabryki. Pomaga to uzyskać najlepszą jakość i wydajność za każdym razem.
Wpływ grubości materiału na walcowanie
Obciążenie i wydajność maszyny
Ważne jest, aby wiedzieć jak grubość materiału wpływa na maszynę do formowania rolek . Grubsze materiały wymagają mocniejszych narzędzi i większej liczby etapów, aby je ukształtować. Cienkie materiały mogą ulec uszkodzeniu, jeśli nie będziesz się z nimi ostrożnie obchodzić. Moc zużywana przez maszynę zmienia się wraz z grubością. Ciężkie materiały wymagają większej mocy i mogą szybciej zużywać maszynę, jeśli nie zostaną odpowiednio ustawione. Cienkie materiały przemieszczają się przez maszynę szybciej, ale grube spowalniają. Należy także uważać na drgania i brak dopasowania części. Problemy te mogą sprawić, że Twoje produkty będą mniej dokładne i powodować błędy.
Aspekt |
Wyjaśnienie |
Regulacja oprzyrządowania |
Grubsze materiały wymagają mocniejszych narzędzi i większej liczby stopni, podczas gdy cienkie materiały wymagają delikatnego obchodzenia się. |
Wymagania dotyczące zasilania maszyny |
Cięższe materiały zużywają więcej energii i mogą spowodować zużycie maszyny, jeśli nie są odpowiednio ustawione. |
Szybkość produkcji |
Cienkie materiały poruszają się szybciej, ponieważ wymagają mniejszej siły, ale grube materiały spowalniają. |
Zużycie maszyny |
Kształtowanie grubych materiałów powoduje szybsze zużycie maszyny, dlatego potrzebne są mocne części i regularne kontrole. |
Wibracje i wyrównanie |
Większa siła wywierana przez grube materiały może spowodować drgania maszyny i zepsucie jej kształtu. |
Wskazówka: zawsze sprawdź ustawienia urządzenia . przed rozpoczęciem Pomaga to wyeliminować problemy wynikające z grubości materiału.
Dokładność i jakość profilu
Grubość materiału jest ważna dla uzyskania kształtów o odpowiedniej wielkości. Grube materiały zmieniają sposób, w jaki metal zgina się i rozciąga. Możesz zobaczyć niewłaściwy rozmiar, faliste krawędzie lub krzywizny w dłuższym kierunku. Stopień rozciągnięcia arkusza zależy od jego grubości, wytrzymałości i kształtu. Jeśli wybierzesz niewłaściwą grubość, części mogą nie pasować lub nie działać prawidłowo. Trzeba zwracać uwagę, żeby uzyskać jak najlepsze kształty.
Możesz tworzyć lepsze części, wybierając odpowiednią grubość. Badania pokazują, że grube arkusze powodują mniej błędów. Na przykład arkusz DP600 o grubości 3 mm jest wygięty mniej niż arkusz o grubości 2 mm. Grube materiały również mniej pękają na krawędziach. DP980 przy 2 mm pękał o 20% bardziej niż grubsze blachy. Dopasowując grubość do swoich potrzeb, otrzymujesz lepsze części i mniej błędów.
Szybkość produkcji
Grubość materiału zmienia szybkość działania maszyny do formowania rolek. Cienkie materiały poruszają się szybko, ponieważ wymagają mniejszej siły. Grube materiały spowalniają maszynę, ponieważ wymagają większej liczby kroków i mocy. Musisz zrównoważyć prędkość i wytwarzanie dobrych części. Jeśli będziesz jechał zbyt szybko z grubymi materiałami, możesz uszkodzić maszynę i stracić dokładność. Zawsze dostosowuj prędkość do grubości, której używasz, aby wszystko było bezpieczne i dobrze działało.
Zalecana grubość dla różnych materiałów
Wytyczne dotyczące grubości stali
Pracując ze stalą w procesie formowania rolkowego, musisz wybrać odpowiednią grubość materiału dla swojego projektu. Stal jest mocna i można jej używać do wielu rzeczy. Zobaczysz różne grubości dla różnych zadań. Poniższa tabela pokazuje typowe zakresy grubości i miejsca, w których można je zastosować:
Zakres grubości |
Typowe zastosowania |
1,5 mm – 12 mm |
Kanały i belki konstrukcyjne |
1,5 mm – 6 mm |
Płatwie o dużej grubości |
2,5 mm – 4 mm |
Poręcze i bariery drogowe |
1,5 mm – 6 mm |
Ramy stalowe |
1,5 mm – 3,5 mm |
Regały magazynowe i podpory przemysłowe |
2mm – 6mm |
Elementy sprzętu rolniczego |
3 mm – 12 mm |
Części do przyczep i podwozi |
Jeśli chcesz wykonać mocne części, takie jak belki lub poręcze, powinieneś użyć grubszej stali. W przypadku lżejszych części można użyć cieńszej stali. Zawsze przed rozpoczęciem sprawdź grubość materiału formującego rolkę. Pomaga to uzyskać najlepsze rezultaty i zapewnia bezpieczeństwo urządzenia.
Wskazówka: grubsza stal wymaga większej mocy i mocniejszych maszyn. Upewnij się, że Twoje maszyna do formowania rolek odpowiada grubości materiału, którego planujesz użyć.
Wytyczne dotyczące grubości aluminium
Aluminium jest lżejsze od stali. Często używasz go do części, które muszą być lekkie, ale nadal mocne. Podczas formowania rolkowego zwykle widzisz aluminium o grubości materiału od 0,3 mm do 5 mm. Cienki aluminium dobrze sprawdza się w przypadku kanałów, obudów i paneli HVAC. Grubsze aluminium jest dobre na ramy i wsporniki.
W przypadku lekkich osłon i paneli użyj grubości od 0,3 mm do 1 mm.
Do części konstrukcyjnych i ram należy stosować grubość od 1 mm do 3 mm.
Do zastosowań o dużych obciążeniach należy stosować grubość do 5 mm.
Aluminium łatwo się wygina, dlatego należy ostrożnie ustawić maszynę do formowania rolek. Zawsze sprawdzaj grubość materiału, aby uniknąć pęknięć lub zbyt ostrych zagięć.
Inne materiały
Do formowania rolek można również używać innych metali, takich jak miedź, mosiądz i stal nierdzewna. Każdy materiał ma swoją najlepszą grubość. W przypadku miedzi i mosiądzu często stosuje się grubość od 0,2 mm do 2,5 mm. Metale te są miękkie i używane do wykończeń, dekoracji lub części elektrycznych. Stal nierdzewna jest twardsza i najlepiej sprawdza się przy grubości od 0,5 mm do 3 mm. Można to zobaczyć w narzędziach medycznych, częściach samochodowych i sprzęcie spożywczym.
Uwaga: Zawsze dopasowuj maszynę do formowania rolek do grubości i rodzaju materiału. Dzięki temu uzyskasz gładkie kształty i wysoką jakość produktów.
Wybór odpowiedniej grubości materiału dla każdego metalu pomaga uzyskać najlepsze wyniki formowanie rolkowe . Za każdym razem wykonasz mocne, dokładne i bezpieczne części.
Dostosuj maszyny do formowania rolek pod kątem grubości materiału
Podczas pracy z formowaniem rolkowym należy dostosować maszyny do formowania rolkowego dla każdej grubości materiału. Te regulacje pomagają uzyskać najlepszy kształt, uniknąć uszkodzenia maszyny i utrzymać wysoką jakość produktów. Konieczna będzie zmiana prześwitu rolek, ciśnienia, oprzyrządowania i ustawień kalibracji. Przyjrzyjmy się każdemu krokowi.
Luz i ciśnienie rolek
Dla każdej grubości materiału należy ustawić odpowiedni odstęp pomiędzy rolkami. Jeśli tego nie zrobisz, możesz zmiażdżyć cienkie arkusze lub pozostawić grube arkusze luzem. Oto sposób regulacji luzu i docisku rolek:
Zmierz grubość materiału. Jeżeli grubość zmienia się o więcej niż ±0,2 mm, należy wyregulować odstęp rolek.
Ustawić odstęp rolek na grubość materiału plus około 0,05 mm. Ta niewielka przestrzeń pomaga w płynnym przesuwaniu się arkusza.
W przypadku grubszych materiałów zwiększ nieco odstęp i zmniejsz prędkość formowania. Dzięki temu arkusz nie zakleszczy się ani nie ulegnie uszkodzeniu.
W przypadku cieńszych materiałów zmniejsz nieco szczelinę i zwiększ naprężenie paska. Dzięki temu prześcieradło nie będzie się marszczyć ani ślizgać.
Jeśli Twoja maszyna posiada ustawienia automatyczne, wprowadź grubość materiału na ekranie dotykowym. Maszyna dostosuje szczelinę za Ciebie.
Wskazówka: Zawsze sprawdzaj docisk rolek. Zbyt duży nacisk może rozrzedzić metal lub spowodować pęknięcia. Zbyt mały docisk może spowodować utratę kształtu profilu.
Regulacja oprzyrządowania i matrycy
Przy zmianie grubości materiału należy także dostosować oprzyrządowanie i matryce. Części te kształtują metal przechodzący przez maszynę do formowania rolek. Oto kilka kroków, które powinieneś wykonać:
Sprawdź, czy nie występują zmiany w grubości materiału wykraczające poza normalne limity. Nawet niewielkie zmiany mogą mieć wpływ na ostateczny kształt.
Spójrz na właściwości materiału. Twardsze i bardziej miękkie metale wymagają różnych ustawień narzędzi dla każdego zagięcia.
Zrównoważ potrzebę dobrej jakości z szybkością produkcji. Czasem trzeba zwolnić, żeby uzyskać lepsze rezultaty.
Możesz skorzystać z tej tabeli, aby pomóc w dostosowaniu:
Aspekt modyfikacji |
Opis |
Kalibrowanie |
Ustaw odstępy pionowe i poziome. Upewnij się, że każde przejście pokrywa się z następnym. |
Pionowy prześwit oprzyrządowania |
Dostosuj górne oprzyrządowanie do najgrubszego materiału. Użyj szczelinomierza, aby sprawdzić lekki opór. |
Wyrównanie między przejściami |
Sprawdź, czy każde przejście oprzyrządowania jest wyrównane. Aby uzyskać najlepsze rezultaty, odstępy nie powinny być większe niż 0,010 cala. |
Zmiany grubości materiału mogą się kumulować i powodować, że przekrój poprzeczny będzie miał niewłaściwy rozmiar.
Musisz zachować takie same specyfikacje materiałów, aby uniknąć dodatkowych złomów i zmian narzędzi.
Formowanie rolkowe wykorzystuje stałe kąty, dlatego należy dokładnie dostosować każdą nową grubość.
Procedury kalibracji
Kalibracja zapewnia prawidłowe działanie maszyny do formowania rolek. Przy każdej zmianie grubości materiału należy sprawdzić i ustawić maszynę. Oto przewodnik krok po kroku:
Ustaw odstęp pomiędzy górną i dolną rolką na 1,0 do 1,05 grubości materiału. Jeśli szczelina jest zbyt wąska, metal będzie cieńszy. Jeśli będzie zbyt luźny, profil nie będzie trzymał swojego kształtu.
Jeśli przejdziesz na twardszy materiał, np. stal o wysokiej wytrzymałości, zwiększ docisk i dokręć rolki boczne. Pomaga to utrzymać kształt.
Pomiędzy rolki włóż arkusz o znanej grubości. Wyreguluj górny wałek, aż osiągniesz odpowiednią szczelinę. Powtórz tę czynność dla różnych grubości, aby sprawdzić dokładność.
Za pomocą linijki lub przyrządu pomiarowego sprawdź, czy górna i dolna rolka są równoległe. W razie potrzeby wyreguluj mocowania lub podkładki regulacyjne.
Obróć rolki ręcznie, aby sprawdzić, czy nie ślizgają się. Jeśli rolki się ślizgają, wyreguluj napięcie lub użyj środka antypoślizgowego.
Uwaga: Podczas ustawiania maszyny należy zawsze wziąć pod uwagę rodzaj i grubość materiału. Niektóre metale wymagają większego nacisku lub dodatkowego smarowania.
Kalibrację należy sprawdzić podczas konfiguracji i regularnej konserwacji. Dzięki temu śledzenie paska jest dokładne i zapobiega zniekształceniom profilu. Dostosowując maszyny do formowania rolkowego dla każdej grubości materiału, uzyskujesz lepsze wyniki i dłuższą żywotność maszyny.
Typowe problemy związane z nieprawidłową grubością materiału
Wady i problemy z jakością
Jeśli użyjesz niewłaściwej grubości materiału, możesz napotkać wiele problemów. Problemy te mogą sprawić, że gotowe części będą wyglądać źle lub nie będą działać prawidłowo. Niektóre problemy występują, gdy materiał jest zbyt gruby lub zbyt cienki dla danej maszyny. Możesz zobaczyć pęknięcia, zmarszczki lub nieprawidłowe kształty. Poniższa tabela przedstawia niektóre typowe problemy, ich przyczyny i sposoby ich rozwiązania:
Problem |
Przyczyna |
Rozwiązanie |
Pękanie krawędzi |
Zbyt wysokie ciśnienie formowania w stosunku do grubości materiału |
Zmniejsz ciśnienie formowania, użyj większej liczby przejść formujących |
Problemy z powrotem do wiosny |
Cienkie materiały wyginające się poza tolerancją |
Wyreguluj luz rolek, dodaj dodatkowe rolki podporowe |
Powierzchniowe marszczenie |
Niewystarczające wsparcie dla cienkich materiałów |
Zwiększ kontakt rolek, dostosuj prędkość formowania |
Nadmierne zużycie rolek |
Gruby materiał powodujący zbyt duże tarcie |
Zwiększ smarowanie, użyj rolek ze stali hartowanej |
Nieprawidłowe wymiary profilu |
Materiał za gruby lub za cienki dla ustawień maszyny |
Wyregulować luz rolek, ponownie skalibrować przejścia formujące |
Powinieneś zawsze sprawdź grubość materiału . przed rozpoczęciem Pomaga to zapobiegać problemom i zapewnia dobry stan części.
Zużycie i uszkodzenie maszyny
Użycie niewłaściwej grubości materiału może uszkodzić maszynę do formowania rolek. Jeśli używasz grubego materiału, maszyna potrzebuje większej siły, aby go ukształtować. Może to spowodować szybsze zużycie rolek i innych części. Jeśli używasz cienkiego materiału, rolki mogą nie trzymać go dobrze. Może to spowodować poślizg arkusza lub wygięcie końcówek.
Zbyt duża siła formowania jest dużym problemem w maszynach do formowania rolkowego. Jeśli siła jest większa niż ta, do której została stworzona maszyna, coś może pójść nie tak. Maszyna może ulec uszkodzeniu, a części mogą zostać źle wyjęte. Możesz także mieć więcej błędów i odpadów.
Musisz ustawić odstęp między rolkami dla każdej grubości materiału. Jeśli tego nie zrobisz, możesz zobaczyć dodatkowe zagięcia lub rozbłyski w swoich częściach. Właściwe ustawienie maszyny zapewnia jej bezpieczeństwo i sprawia, że części są lepsze.
Rozwiązania problemów
Wiele problemów można rozwiązać, sprawdzając konfigurację formowania rolek. Jeśli widzisz błędy lub zużycie maszyny, wypróbuj poniższe kroki:
Sprawdź, czy rolki są ustawione w jednej linii i zwróć uwagę na grubość materiału.
Zmień docisk rolki, aby dopasować go do materiału.
Upewnij się, że używasz wystarczającej ilości oleju lub smaru, aby zapewnić płynną pracę.
Często patrz na swoją maszynę, aby wcześnie wykryć problemy.
Poniższa tabela zawiera krótki przewodnik dotyczący rozwiązywania problemów:
Wydanie |
Możliwe przyczyny |
Rozwiązanie |
Błędny Grubość materiału |
Nieprawidłowo ustawione rolki, nierówna grubość materiału |
Sprawdź ustawienie rolek, monitoruj grubość materiału, wyreguluj docisk rolek |
Jeśli wykonasz te kroki, Twoja maszyna do formowania rolek będzie działać lepiej. Zawsze dopasowuj grubość materiału do ustawień maszyny. Pomaga to w wytwarzaniu dobrych części i zapewnia bezpieczeństwo maszyny.
Najlepsze praktyki dotyczące cienkich i grubych materiałów
Postępowanie z cienkimi materiałami
Podczas pracy z cienkimi materiałami podczas formowania na rolkach należy zachować szczególną ostrożność. Cienkie arkusze mogą się marszczyć, rozdzierać lub ślizgać, jeśli urządzenie nie zostanie ustawione we właściwy sposób. Oto kilka najlepszych praktyk, którymi warto się kierować:
Dobrze szkol swoich operatorów . Muszą wiedzieć, jak obsługiwać i konserwować maszynę.
Często smaruj narzędzia. Zmniejsza to tarcie i zapewnia dłuższą trwałość narzędzi.
Wykorzystaj optymalizację procesów, aby zapewnić płynność produkcji i skrócić przestoje.
Zastosuj pomysły na odchudzoną produkcję. Pomaga to w zużyciu mniejszej ilości materiału i szybszym ustawianiu.
Inwestuj w zaawansowaną technologię. Nowe maszyny lepiej radzą sobie z cienkimi arkuszami i popełniają mniej błędów.
Jeśli zastosujesz się do tych kroków, zapobiegniesz defektom i zapewnisz dobre działanie linii do formowania rolek.
Obróbka grubych materiałów
Grube materiały wymagają mocnych maszyn i starannego planowania. Zanim zaczniesz formować grube arkusze na rolce, musisz pomyśleć o wielu rzeczach:
Sprawdź grubość materiału. Grubsze blachy wymagają większych maszyn i mocniejszych wałów.
Zwróć uwagę na rodzaj materiału. Bardziej miękkie metale mogą wymagać mniejszej liczby zagięć.
Pomyśl o granicy plastyczności . Mocniejsze metale wymagają innych ustawień maszyny.
Obserwuj wydłużenie. Jeśli metal rozciąga się bardziej, może być konieczne spowolnienie maszyny.
Policz liczbę zakrętów. Więcej zakrętów oznacza, że potrzebujesz więcej stacji.
Zmierzyć całkowity stopień zagięć. Ma to wpływ na wielkość maszyny i silnika.
Sprawdź wysokość i szerokość przekroju. Większe części wymagają większych wałów.
Zdecyduj, czy będziesz wycinać, czy dziurkować otwory przed czy po formowaniu. Niektóre kształty działają lepiej po cięciu lub wykrawaniu.
Musisz dopasować swoją maszynę do zadania. Dzięki temu Twoje produkty będą mocne, a maszyna bezpieczna.
Strategie optymalizacji maszyn BMS
BMS Machinery zapewnia narzędzia i wsparcie do obsługi materiału do formowania rolkowego o dowolnej grubości. Można ich używać zarówno do cienkich, jak i grubych materiałów. Oto kilka sposobów, w jakie BMS Machinery może Ci pomóc:
Otrzymujesz maszyny z automatyczną regulacją dla różnej grubości materiału.
Możesz poprosić o niestandardowe maszyny do specjalnych projektów.
Otrzymujesz szkolenia i wsparcie ekspertów.
Stosujesz zaawansowaną technologię, która ogranicza ilość odpadów i poprawia jakość.
Dzięki BMS Machinery możesz mieć pewność, że proces formowania rolek będzie płynny i wydajny. Za każdym razem wykonasz części wysokiej jakości.
Optymalizacja prędkości i odpadów według grubości
Równowaga szybkości i jakości
Chcesz zrobić jak najwięcej części, ale chcesz też, aby każda część wyglądała i działała dobrze. Kiedy używasz formowania rolkowego, musisz znaleźć najlepsza prędkość dla Twojej linii . Jeśli uruchomisz maszynę zbyt szybko, możesz zauważyć problemy, takie jak skręcone panele, faliste krawędzie lub nieproste cięcia. Problemy te mogą obniżyć jakość gotowego produktu.
Oto kilka rzeczy, o których należy pamiętać ustawiając prędkość formowania rolkowego:
Wysoka prędkość może pomóc w wykonaniu większej liczby części, ale może również spowodować więcej błędów.
Jeśli posuniesz się zbyt szybko, urządzenie może się trząść lub wibrować, co może spowodować uszkodzenie kształtu produktu.
Większość linii do formowania rolek pracuje z prędkością od 10 do 50 metrów na minutę.
Jeśli zauważysz defekty, takie jak łuk lub skręt, zwolnij żyłkę, aby poprawić dokładność.
Zawsze sprawdzaj wyjmowane części. Jeśli zauważysz problemy, dostosuj prędkość, aż uzyskasz najlepsze rezultaty.
Wskazówka: Właściwa prędkość zależy od grubości materiału i kształtu, jaki chcesz uzyskać. Grubsze materiały często wymagają niższych prędkości, aby zachować prawidłowy kształt.
Redukcja odpadów materiałowych
Możesz zaoszczędzić pieniądze i pomóc środowisku, zużywając mniej materiału w procesie formowania rolek. Marnotrawstwo często ma miejsce, gdy używasz niewłaściwych ustawień lub nie dopasowujesz swojej maszyny do grubości materiału formującego na rolce. Aby zmniejszyć ilość odpadów, możesz wykonać następujące kroki:
Przed rozpoczęciem zmierz grubość materiału. Pomaga to w prawidłowym ustawieniu rolek i nacisku.
Korzystaj z maszyn, które Ci na to pozwalają szybko zmienić ustawienia . Pomaga to przełączać się między zadaniami przy mniejszej ilości odpadów.
Trenuj swój zespół, aby wcześnie wykrywał błędy. Jeśli szybko wykryjesz problemy, możesz zatrzymać marnotrawstwo, zanim zacznie rosnąć.
Utrzymuj narzędzia ostre, a maszynę czystą. Tępe narzędzia i brudne rolki mogą powodować zły kształt i dodatkowe odpady.
Zaplanuj cięcia i zagięcia, aby wykorzystać jak najwięcej arkusza.
Kiedy zwracasz uwagę zarówno na prędkość, jak i odpady, otrzymujesz więcej dobrych części i wydajesz mniej na materiały. Pomagasz także swojej maszynie do formowania rolek wytrzymać dłużej i pracować lepiej.
BMS Machinery umożliwia zmianę odstępu między rolkami dla różnych grubości. Ich maszyny są mocne i pomagają w wytwarzaniu dobrych części. Jeśli potrzebujesz dodatkowej pomocy, spójrz na poniższą tabelę lub poproś BMS Machinery o poradę.
Aby uzyskać dodatkową pomoc, zapoznaj się z najlepszymi praktykami lub porozmawiaj z BMS Machinery, aby uzyskać odpowiedzi przygotowane specjalnie dla Ciebie.
Często zadawane pytania
Co się stanie, jeśli podczas formowania na rolkach zastosujesz niewłaściwą grubość materiału?
Mogą pojawić się pęknięcia, fale lub nieprawidłowe kształty. Maszyna może również szybciej się zużywać. Zawsze sprawdzaj grubość przed rozpoczęciem, aby uniknąć tych problemów.
Jak zmienić maszynę do formowania rolek na różne grubości?
Dostosuj odstęp rolek, aby dopasować go do materiału. Użyj elementów sterujących urządzenia lub ustawień ręcznych. Sprawdź ciśnienie i wyrównanie. Najpierw przetestuj na próbnym arkuszu.
Czy jedna maszyna do formowania rolek może pracować zarówno z cienkimi, jak i grubymi materiałami?
Niektóre maszyny mogą obsługiwać różne grubości. Trzeba spojrzeć na specyfikację maszyny. BMS Machinery posiada modele z możliwością regulacji ustawień dla różnych grubości.
Dlaczego grubość materiału zmienia szybkość produkcji?
Grubsze materiały wymagają większej siły i wolniej przechodzą przez maszynę. Cienkie materiały poruszają się szybciej. Aby uzyskać najlepsze rezultaty, należy znaleźć właściwą równowagę pomiędzy szybkością i jakością.



































