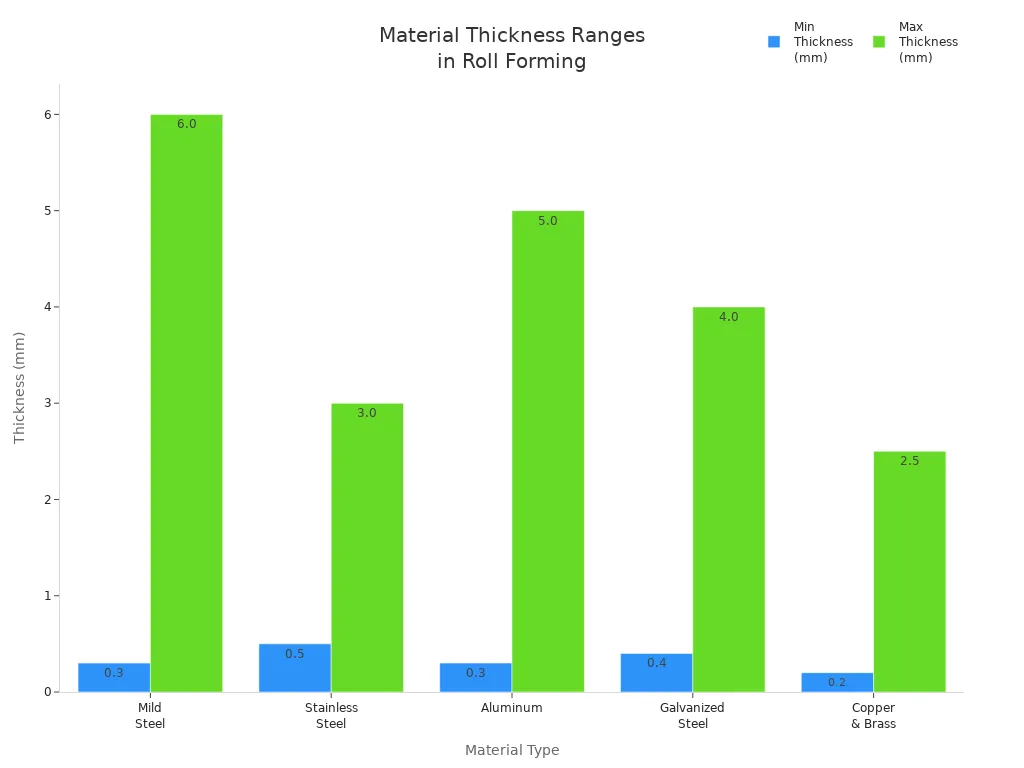
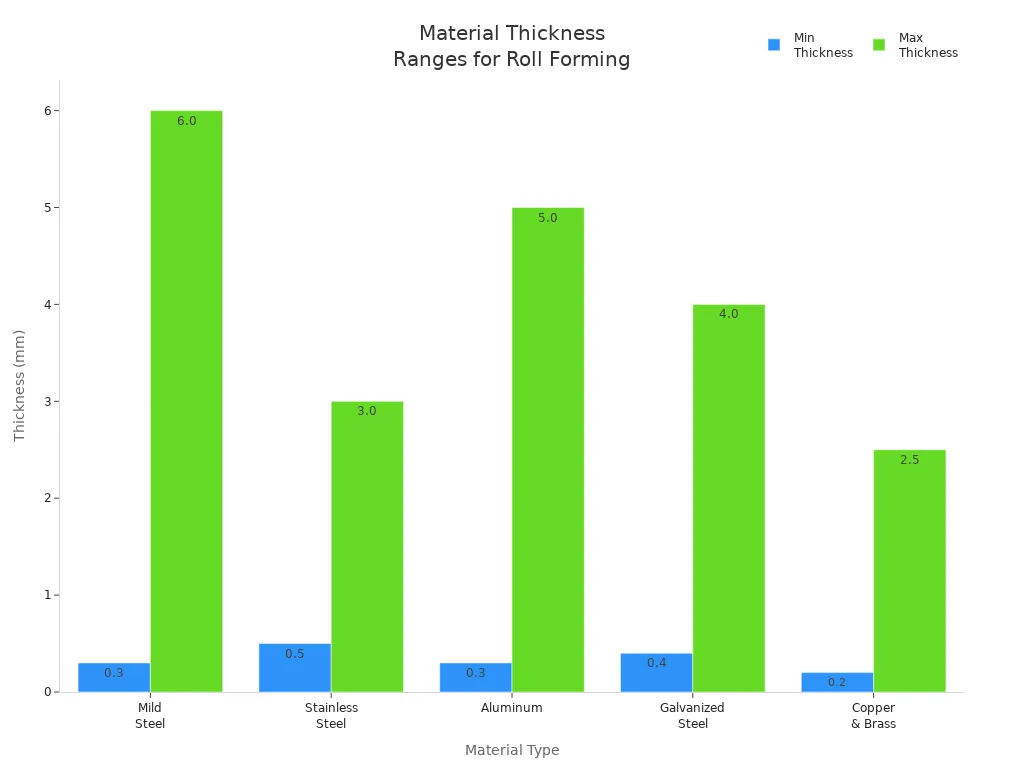
Saat Anda menggunakan roll forming, Anda akan melihat ketebalan material dari 0,2 mm hingga 10 mm. Ketebalannya tergantung pada apa yang Anda buat. Setiap material memiliki ketebalan terbaik untuk roll forming. Anda dapat memeriksa tabel di bawah untuk beberapa contoh umum:
Jenis Bahan |
Kisaran Ketebalan yang Direkomendasikan (mm) |
Terbaik Aplikasi |
Baja Ringan |
0,3 – 6,0 |
Bagian struktural, lembaran atap |
Baja Tahan Karat |
0,5 – 3,0 |
Mobil, pesawat, alat kesehatan |
Aluminium |
0,3 – 5,0 |
Struktur ringan, HVAC, penutup |
Baja Galvanis |
0,4 – 4,0 |
Rangka tahan karat, bagian bangunan |
Tembaga & Kuningan |
0,2 – 2,5 |
Bagian listrik, trim untuk dekorasi |
Memilih ketebalan material yang tepat sangat penting untuk pengaturan mesin roll forming. Anda harus mencocokkan ukuran poros gulungan, seberapa rumit bentuknya, dan gaya pemotongan dengan material Anda. Mesin BMS membantu Anda memilih solusi terbaik untuk setiap ketebalan material pembentuk gulungan. Dengan cara ini, Anda mendapatkan hasil pembentukan terbaik setiap saat.
Poin Penting
Kisaran Ketebalan Bahan Roll Forming
Standar Ketebalan di Industri
Ketebalan bahan sangat penting dalam pembentukan gulungan. Setiap mesin bekerja paling baik dengan ketebalan tertentu. Jika Anda memilih ketebalan yang tepat, hasilnya akan lebih baik. Mesin Anda juga akan bertahan lebih lama. Industri mengelompokkan mesin berdasarkan ketebalannya. Anda dapat melihat tabel di bawah untuk melihat grup-grup ini:
Tipe Mesin |
Kisaran Ketebalan |
Mesin Pengukur Tipis |
0,2 mm hingga 0,5 mm |
Mesin Atap dan Cladding Standar |
0,3 mm hingga 0,8 mm |
Mesin Pengukur Sedang |
0,8 mm hingga 2,0 mm |
Mesin Profil Struktural |
1,5 mm hingga 3,5 mm |
Mesin Roll Forming Struktural Berat |
3 mm hingga 6 mm atau lebih |
Tabel ini membantu Anda memilih mesin yang tepat untuk pekerjaan Anda. Mesin pengukur tipis bagus untuk komponen ringan. Mesin struktural berat digunakan untuk baja tebal dan rangka kuat.
Tip: Selalu periksa kisaran ketebalan bahan Anda sebelum memulai. Ini membantu Anda menghentikan masalah mesin dan kualitas produk yang buruk.
Bagan di bawah ini menunjukkan ketebalan terkecil dan terbesar untuk setiap jenis mesin:
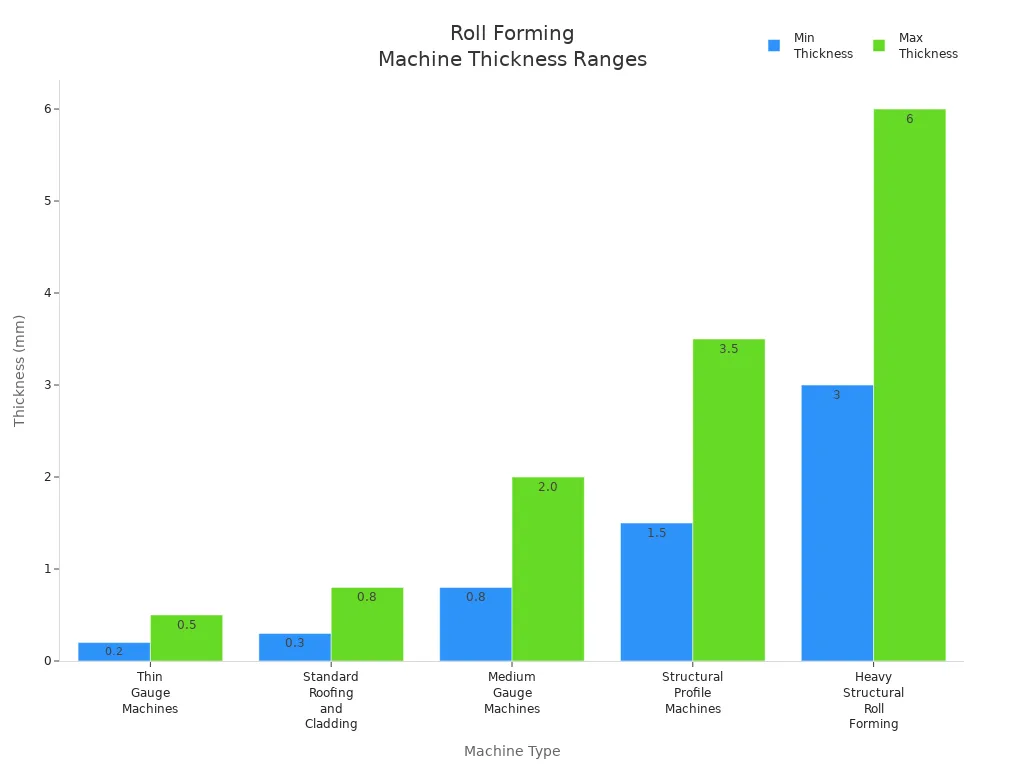
Roll forming bisa menggunakan banyak ketebalan. Sebagian besar proyek menggunakan ketebalan dari 0,2 mm hingga 6 mm. Ini berfungsi untuk bangunan, mobil, dan pabrik.
Kemampuan Mesin BMS
Saat Anda memilih mesin roll forming, Anda ingin tahu ketebalan apa yang bisa digunakan. BMS Machinery membuat mesin dengan berbagai ketebalan. Anda dapat mempercayai Mesin BMS untuk lembaran tipis atau profil tebal.
Berikut adalah tabel singkat ketebalan yang didukung Mesin BMS:
KATEGORI PRODUK |
KETEBALAN MATIRAL |
Mesin Roll Forming Atap Lapisan Ganda |
0,3-0,8 mm |
Mesin purlin C/U/Z/M/L |
1-3mm / tugas berat: 3-6mm |
Mesin Dek Lantai |
0,8-1,5 mm / tugas berat: 1,5-2,5 mm |
Mesin Roll Forming Atap Genteng |
0,4-0,8 mm |
Mesin Roll Forming Unistrut |
1,5-2,5 mm |
Mesin panel caldding atap dan dinding |
0,2-0,8 mm |
Stud dan track, mesin partisi drywall |
0,3-1,0 mm |
Slitter & Folder Panjang |
1.0mm (maksimum) |
Mesin Bending |
1.2mm (maksimum) |
Kisaran ini cocok untuk atap, panel dinding, dan struktur ringan. Anda dapat menggunakan Mesin BMS untuk baja, aluminium, dan logam lainnya. Mesin tetap akurat dan menjaga kualitas baik, meskipun Anda mengubah ketebalan.
Mesin BMS menggunakan teknologi baru untuk hasil yang luar biasa. Anda mendapatkan pekerjaan yang lancar, lebih sedikit limbah, dan produk yang kuat. Jika Anda membutuhkan sesuatu yang istimewa, BMS Machinery dapat membuatkan mesin khusus untuk ketebalan Anda.
Catatan: Anda selalu dapat meminta bantuan Mesin BMS untuk memilih mesin yang tepat. Pakar mereka akan membantu Anda mencocokkan proyek Anda dengan peralatan terbaik.
Jika Anda mengetahui ketebalan standar dan apa yang dapat dilakukan Mesin BMS, Anda dapat membuat pilihan cerdas untuk pabrik Anda. Ini membantu Anda mendapatkan kualitas dan kinerja terbaik setiap saat.
Dampak Ketebalan Material pada Roll Forming
Beban dan Kinerja Alat Berat
Penting untuk mengetahui caranya ketebalan material mempengaruhi mesin roll forming Anda . Bahan yang lebih tebal membutuhkan alat yang lebih kuat dan lebih banyak langkah untuk membentuknya. Bahan tipis bisa rusak jika Anda tidak menanganinya dengan hati-hati. Daya yang digunakan mesin Anda berubah seiring dengan ketebalannya. Material yang berat membutuhkan lebih banyak tenaga dan dapat membuat mesin Anda lebih cepat aus jika Anda tidak menyetelnya dengan benar. Bahan tipis bergerak lebih cepat melalui mesin, tetapi bahan tebal memperlambat proses. Anda juga perlu memperhatikan guncangan dan bagian-bagian yang tidak sejajar. Masalah-masalah ini dapat membuat produk Anda menjadi kurang akurat dan menyebabkan kesalahan.
Aspek |
Penjelasan |
Penyesuaian Perkakas |
Bahan yang lebih tebal membutuhkan alat yang lebih kuat dan langkah yang lebih banyak, sedangkan bahan yang tipis memerlukan penanganan yang hati-hati. |
Persyaratan Daya Mesin |
Bahan yang lebih berat memerlukan lebih banyak tenaga dan dapat membuat mesin menjadi aus jika tidak disetel dengan benar. |
Kecepatan Produksi |
Bahan tipis bergerak lebih cepat karena memerlukan lebih sedikit tenaga, namun bahan tebal memperlambatnya. |
Keausan Mesin |
Membentuk bahan yang tebal membuat mesin lebih cepat aus, sehingga memerlukan suku cadang yang kuat dan pemeriksaan rutin. |
Getaran dan Keselarasan |
Tenaga yang lebih besar dari bahan yang tebal dapat membuat mesin berguncang dan mengacaukan bentuknya. |
Tip: Selalu periksa pengaturan mesin Anda sebelum Anda mulai. Ini membantu Anda menghentikan masalah dari ketebalan material.
Akurasi dan Kualitas Profil
Ketebalan bahan penting untuk membuat bentuk dengan ukuran yang tepat. Bahan tebal mengubah cara logam menekuk dan meregang. Anda mungkin melihat ukuran yang salah, tepi bergelombang, atau lengkungan pada arah yang panjang. Seberapa besar regangan lembaran tergantung pada ketebalan, kekuatan, dan bentuk. Jika Anda memilih ketebalan yang salah, komponen Anda mungkin tidak pas atau berfungsi dengan baik. Anda perlu memperhatikan untuk mendapatkan bentuk terbaik.
Anda dapat membuat bagian yang lebih baik dengan memilih ketebalan yang tepat. Penelitian menunjukkan bahwa lembaran tebal memiliki lebih sedikit kesalahan. Misalnya, lembaran DP600 3 mm tertekuk kurang dari lembaran 2 mm. Bahan yang tebal juga tidak mudah retak pada bagian tepinya. DP980 dengan ketebalan 2 mm retak 20% lebih banyak dibandingkan lembaran yang lebih tebal. Anda mendapatkan suku cadang yang lebih baik dan kesalahan yang lebih sedikit jika Anda menyesuaikan ketebalan dengan kebutuhan Anda.
Kecepatan Produksi
Ketebalan material mengubah seberapa cepat mesin roll forming Anda bekerja. Bahan tipis bergerak cepat karena memerlukan lebih sedikit tenaga. Bahan tebal memperlambat mesin karena membutuhkan lebih banyak langkah dan tenaga. Anda harus menyeimbangkan kecepatan dan membuat bagian yang bagus. Jika Anda melakukannya terlalu cepat dengan material yang tebal, Anda dapat merusak mesin dan kehilangan akurasi. Selalu atur kecepatan Anda untuk ketebalan yang Anda gunakan agar semuanya tetap aman dan berfungsi dengan baik.
Ketebalan yang Direkomendasikan untuk Bahan Berbeda
Pedoman Ketebalan Baja
Saat Anda bekerja dengan baja dalam bentuk gulungan, Anda harus memilih ketebalan material yang tepat untuk proyek Anda. Baja itu kuat dan bisa digunakan untuk banyak hal. Anda akan melihat ketebalan berbeda untuk pekerjaan berbeda. Tabel di bawah menunjukkan rentang ketebalan yang umum dan di mana Anda dapat menggunakannya:
Kisaran Ketebalan |
Aplikasi Umum |
1.5mm – 12mm |
Saluran dan balok struktural |
1,5 mm – 6 mm |
Purlin pengukur berat |
2.5mm – 4mm |
Pagar pembatas dan pembatas jalan raya |
1,5 mm – 6 mm |
Rangka baja |
1,5 mm – 3,5 mm |
Rak penyimpanan dan penyangga industri |
2mm – 6mm |
Komponen peralatan pertanian |
3mm – 12mm |
Bagian trailer dan sasis |
Jika ingin membuat bagian yang kuat seperti balok atau pagar pembatas, sebaiknya menggunakan baja yang lebih tebal. Untuk bagian yang lebih ringan, Anda bisa menggunakan baja yang lebih tipis. Selalu periksa ketebalan bahan pembentuk gulungan sebelum Anda mulai. Ini membantu Anda mendapatkan hasil terbaik dan menjaga mesin Anda tetap aman.
Tip: Baja yang lebih tebal membutuhkan lebih banyak tenaga dan mesin yang lebih kuat. Pastikan Anda mesin roll forming sesuai dengan ketebalan material yang ingin Anda gunakan.
Pedoman Ketebalan Aluminium
Aluminium lebih ringan dari baja. Anda sering menggunakannya untuk bagian-bagian yang perlu ringan namun tetap kuat. Dalam roll forming biasanya Anda melihat aluminium dengan ketebalan bahan 0,3 mm hingga 5 mm. Aluminium tipis cocok untuk saluran, penutup, dan panel HVAC. Aluminium yang lebih tebal cocok untuk rangka dan penyangga.
Gunakan 0,3 mm hingga 1 mm untuk penutup dan panel ringan.
Gunakan 1mm hingga 3mm untuk bagian struktural dan rangka.
Gunakan hingga 5mm untuk aplikasi tugas berat.
Aluminium mudah ditekuk, jadi Anda harus mengatur mesin roll forming dengan hati-hati. Selalu periksa ketebalan bahan untuk menghindari retak atau bengkokan yang terlalu tajam.
Bahan Lainnya
Anda juga bisa menggunakan logam lain dalam bentuk gulungan, seperti tembaga, kuningan, dan baja tahan karat. Setiap bahan mempunyai ketebalan terbaiknya masing-masing. Untuk tembaga dan kuningan sering menggunakan 0,2 mm hingga 2,5 mm. Logam ini lunak dan digunakan untuk trim, dekorasi, atau bagian listrik. Baja tahan karat lebih keras dan berfungsi paling baik dengan ketebalan 0,5 mm hingga 3 mm. Anda melihatnya di peralatan medis, suku cadang mobil, dan peralatan makanan.
Catatan: Selalu sesuaikan mesin roll forming Anda dengan ketebalan dan jenis bahan. Ini membantu Anda mendapatkan bentuk yang halus dan produk berkualitas tinggi.
Memilih ketebalan material yang tepat untuk setiap logam membantu Anda mendapatkan hasil terbaik pembentukan gulungan . Anda akan membuat suku cadang yang kuat, akurat, dan aman setiap saat.
Sesuaikan Mesin Roll Forming untuk Ketebalan Bahan
Saat Anda bekerja dengan roll forming, Anda harus menyesuaikan mesin roll forming untuk setiap ketebalan material. Penyesuaian ini membantu Anda mendapatkan bentuk terbaik, menghindari kerusakan mesin, dan menjaga produk Anda tetap berkualitas tinggi. Anda perlu mengubah pengaturan jarak bebas roller, tekanan, perkakas, dan kalibrasi. Mari kita lihat setiap langkahnya.
Jarak Bebas dan Tekanan Roller
Anda harus mengatur jarak yang tepat antar roller untuk setiap ketebalan material. Jika tidak, Anda dapat menghancurkan lembaran tipis atau membiarkan lembaran tebal terlepas. Berikut ini cara menyesuaikan jarak bebas dan tekanan roller:
Ukur ketebalan bahan Anda. Jika ketebalan berubah lebih dari ±0,2 mm, sesuaikan celah roller.
Atur celah roller ke ketebalan material ditambah sekitar 0,05 mm. Ruang kecil ini membantu sprei bergerak dengan lancar.
Untuk bahan yang lebih tebal, tambah jaraknya sedikit dan perlambat kecepatan pembentukannya. Ini mencegah lembaran tersangkut atau rusak.
Untuk material yang lebih tipis, buat celahnya sedikit lebih kecil dan tingkatkan ketegangan strip. Ini mencegah lembaran kusut atau tergelincir.
Jika mesin Anda memiliki pengaturan otomatis, masukkan ketebalan material pada layar sentuh. Mesin akan menyesuaikan celahnya untuk Anda.
Tip: Selalu periksa tekanan roller. Terlalu banyak tekanan dapat menipiskan logam atau menyebabkan keretakan. Tekanan yang terlalu sedikit dapat menyebabkan profil kehilangan bentuknya.
Penyesuaian Perkakas dan Die
Anda juga harus menyesuaikan perkakas dan cetakan saat Anda mengubah ketebalan material. Bagian-bagian ini membentuk logam saat bergerak melalui mesin roll forming. Berikut beberapa langkah yang harus Anda ikuti:
Periksa apakah ada perubahan ketebalan material yang melampaui batas normal. Perubahan kecil sekalipun dapat mempengaruhi bentuk akhir.
Lihatlah sifat-sifat materialnya. Logam yang lebih keras atau lebih lunak memerlukan pengaturan perkakas yang berbeda untuk setiap tikungan.
Seimbangkan kebutuhan akan kualitas yang baik dengan kecepatan produksi. Terkadang, Anda harus memperlambat untuk mendapatkan hasil yang lebih baik.
Anda dapat menggunakan tabel ini untuk memandu penyesuaian Anda:
Aspek Modifikasi |
Keterangan |
Kalibrasi |
Atur jarak bebas vertikal dan horizontal. Pastikan setiap lintasan sejajar dengan lintasan berikutnya. |
Izin Perkakas Vertikal |
Sesuaikan perkakas atas untuk bahan yang paling tebal. Gunakan alat pengukur untuk memeriksa adanya sedikit hambatan. |
Penyelarasan Pass-to-Pass |
Periksa apakah setiap lintasan perkakas sejajar. Kesenjangan tidak boleh lebih dari 0,010 inci untuk hasil terbaik. |
Perubahan ketebalan material dapat menumpuk dan membuat ukuran penampang menjadi salah.
Anda harus menjaga spesifikasi material Anda tetap sama untuk menghindari perubahan tambahan dan perkakas.
Roll forming menggunakan sudut tetap, jadi Anda harus menyesuaikan dengan hati-hati untuk setiap ketebalan baru.
Prosedur Kalibrasi
Kalibrasi menjaga mesin roll forming Anda bekerja dengan benar. Anda harus memeriksa dan menyetel mesin setiap kali Anda mengubah ketebalan material. Berikut ini panduan langkah demi langkah:
Atur jarak antara rol atas dan bawah menjadi 1,0 hingga 1,05 kali ketebalan material. Jika celahnya terlalu rapat, Anda akan menipiskan logamnya. Jika terlalu longgar, profil tidak akan dapat mempertahankan bentuknya.
Jika Anda beralih ke material yang lebih keras, seperti baja berkekuatan tinggi, tingkatkan tekanan bawah dan kencangkan gulungan samping. Ini membantu mempertahankan bentuknya.
Masukkan selembar dengan ketebalan yang diketahui di antara rol. Sesuaikan roller atas hingga Anda mencapai celah yang tepat. Ulangi ini dengan ketebalan berbeda untuk memeriksa keakuratannya.
Gunakan penggaris atau alat ukur untuk memeriksa apakah rol atas dan bawah sejajar. Sesuaikan dudukan atau shim jika diperlukan.
Putar rol dengan tangan untuk memeriksa selip. Jika rol tergelincir, sesuaikan tegangannya atau gunakan senyawa anti selip.
Catatan: Selalu pertimbangkan jenis dan ketebalan bahan Anda saat menyiapkan mesin. Beberapa logam memerlukan lebih banyak tekanan atau pelumasan ekstra.
Anda harus memeriksa kalibrasi selama pengaturan dan perawatan rutin. Hal ini membuat pelacakan strip tetap akurat dan menghentikan distorsi profil. Saat Anda menyesuaikan mesin roll forming untuk setiap ketebalan material, Anda mendapatkan hasil yang lebih baik dan masa pakai mesin yang lebih lama.
Masalah Umum dengan Ketebalan Bahan yang Salah
Cacat dan Masalah Kualitas
Jika Anda menggunakan ketebalan bahan yang salah, Anda bisa mendapatkan banyak masalah. Masalah-masalah ini dapat membuat bagian akhir Anda terlihat buruk atau tidak berfungsi dengan baik. Beberapa masalah terjadi jika bahan terlalu tebal atau terlalu tipis untuk mesin Anda. Anda mungkin melihat retakan, kerutan, atau bentuk yang tidak tepat. Tabel di bawah menunjukkan beberapa masalah umum, penyebab terjadinya, dan cara memperbaikinya:
Masalah |
Menyebabkan |
Larutan |
Retak Tepi |
Tekanan pembentukan terlalu tinggi untuk ketebalan material |
Kurangi tekanan pembentukan, gunakan lebih banyak lintasan pembentukan |
Masalah Musim Semi Kembali |
Bahan tipis melengkung melebihi toleransi |
Sesuaikan jarak bebas rol, tambahkan rol pendukung tambahan |
Kerutan Permukaan |
Dukungan tidak memadai untuk material tipis |
Tingkatkan kontak rol, sesuaikan kecepatan pembentukan |
Keausan Roller Berlebihan |
Bahan tebal menghasilkan terlalu banyak gesekan |
Tingkatkan pelumasan, gunakan rol baja yang diperkeras |
Dimensi Profil Salah |
Bahan terlalu tebal atau terlalu tipis untuk pengaturan mesin |
Sesuaikan jarak bebas rol, kalibrasi ulang lintasan pembentuk |
Anda harus selalu periksa ketebalan bahan sebelum Anda mulai. Ini membantu Anda menghentikan masalah dan menjaga komponen Anda tetap baik.
Keausan dan Kerusakan Mesin
Penggunaan ketebalan bahan yang salah dapat merusak mesin roll forming Anda. Jika menggunakan bahan yang tebal, mesin membutuhkan tenaga lebih untuk membentuknya. Hal ini dapat membuat roller dan bagian lainnya lebih cepat aus. Jika Anda menggunakan bahan yang tipis, roller mungkin tidak dapat menahannya dengan baik. Hal ini dapat menyebabkan lembaran tergelincir atau ujungnya melebar.
Terlalu banyak gaya pembentukan merupakan masalah besar pada mesin roll forming. Jika gaya yang diberikan lebih tinggi dari kemampuan mesin dibuat, hal-hal bisa menjadi tidak beres. Mesin bisa rusak, dan bagian-bagiannya bisa salah. Anda mungkin juga memiliki lebih banyak kesalahan dan pemborosan.
Anda perlu melakukannya atur jarak antar rol untuk setiap ketebalan material. Jika tidak, Anda mungkin melihat lengkungan atau lipatan tambahan di bagian Anda. Menyetel mesin dengan benar akan menjaganya tetap aman dan membuat suku cadang Anda lebih baik.
Solusi Pemecahan Masalah
Anda dapat memperbaiki banyak masalah dengan memeriksa pengaturan roll forming Anda. Jika Anda melihat kesalahan atau kerusakan mesin, coba langkah berikut:
Periksa apakah rolnya sejajar dan perhatikan ketebalan materialnya.
Ubah tekanan roller agar sesuai dengan materialnya.
Pastikan Anda menggunakan oli atau gemuk yang cukup untuk kelancaran pekerjaan.
Periksa mesin Anda sesering mungkin untuk menemukan masalah sejak dini.
Tabel di bawah ini memberi Anda panduan cepat untuk memperbaiki masalah:
Masalah |
Kemungkinan Penyebabnya |
Larutan |
Salah Ketebalan Bahan |
Rol tidak sejajar, ketebalan material tidak konsisten |
Periksa keselarasan roller, pantau ketebalan material, sesuaikan tekanan roller |
Jika Anda mengikuti langkah-langkah ini, mesin roll forming Anda akan bekerja lebih baik. Selalu sesuaikan ketebalan bahan dengan pengaturan mesin Anda. Ini membantu Anda membuat suku cadang yang baik dan menjaga mesin Anda tetap aman.
Praktik Terbaik untuk Bahan Tipis dan Tebal
Menangani Bahan Tipis
Anda perlu berhati-hati saat mengerjakan bahan tipis dalam bentuk gulungan. Lembaran tipis dapat kusut, sobek, atau tergelincir jika Anda tidak memasang mesin dengan benar. Berikut beberapa praktik terbaik yang harus Anda ikuti:
Latih operator Anda dengan baik . Mereka harus tahu cara menjalankan dan merawat mesin.
Lumasi perkakas sesering mungkin. Hal ini mengurangi gesekan dan membantu alat bertahan lebih lama.
Gunakan pengoptimalan proses untuk membuat produksi lancar dan mengurangi waktu henti.
Terapkan ide-ide lean manufacturing. Ini membantu Anda menggunakan lebih sedikit material dan menyiapkan lebih cepat.
Berinvestasilah pada teknologi canggih. Mesin baru dapat menangani lembaran tipis dengan lebih baik dan membuat lebih sedikit kesalahan.
Jika Anda mengikuti langkah-langkah ini, Anda akan mencegah cacat dan menjaga garis pembentuk gulungan Anda tetap berjalan dengan baik.
Mengolah Bahan Tebal
Bahan yang tebal membutuhkan mesin yang kuat dan perencanaan yang matang. Anda harus memikirkan banyak hal sebelum mulai menggulung membentuk lembaran tebal:
Periksa ketebalan bahan. Lembaran yang lebih tebal membutuhkan mesin yang lebih besar dan poros yang lebih kuat.
Perhatikan jenis bahannya. Logam yang lebih lunak mungkin memerlukan lebih sedikit lengkungan.
Pikirkan tentang kekuatan luluh . Logam yang lebih kuat memerlukan pengaturan mesin yang berbeda.
Perhatikan perpanjangannya. Jika logam semakin meregang, Anda mungkin perlu memperlambat mesin.
Hitung jumlah tikungan. Lebih banyak tikungan berarti Anda memerlukan lebih banyak stasiun.
Ukur derajat total tikungan. Hal ini mempengaruhi ukuran mesin dan motor.
Periksa tinggi dan lebar bagian tersebut. Bagian yang lebih besar membutuhkan poros yang lebih besar.
Putuskan apakah Anda akan memotong atau membuat lubang sebelum atau sesudah pembentukan. Beberapa bentuk bekerja lebih baik dengan pasca pemotongan atau pasca pelubangan.
Anda harus mencocokkan mesin Anda dengan pekerjaan itu. Hal ini membuat produk Anda kuat dan mesin Anda aman.
Strategi Optimalisasi Mesin BMS
BMS Machinery memberi Anda alat dan dukungan untuk menangani ketebalan material pembentuk gulungan apa pun. Anda dapat menggunakan mesin mereka untuk bahan tipis dan tebal. Berikut beberapa cara BMS Machinery membantu Anda:
Anda mendapatkan mesin dengan penyesuaian otomatis untuk ketebalan material yang berbeda.
Anda dapat meminta mesin khusus untuk proyek khusus.
Anda menerima pelatihan dan dukungan dari para ahli.
Anda menggunakan teknologi canggih yang mengurangi limbah dan meningkatkan kualitas.
Dengan Mesin BMS, Anda dapat mempercayai proses pembentukan gulungan Anda akan lancar dan efisien. Anda akan membuat suku cadang berkualitas tinggi setiap saat.
Optimasi Kecepatan dan Limbah berdasarkan Ketebalan
Menyeimbangkan Kecepatan dan Kualitas
Anda ingin membuat bagian sebanyak mungkin, namun Anda juga ingin setiap bagian terlihat dan berfungsi dengan baik. Saat Anda menggunakan roll forming, Anda harus menemukannya kecepatan terbaik untuk saluran Anda . Jika Anda menjalankan mesin terlalu cepat, Anda mungkin melihat masalah seperti panel bengkok, tepi bergelombang, atau potongan tidak lurus. Masalah-masalah ini dapat menurunkan kualitas produk jadi Anda.
Berikut beberapa hal yang perlu diingat saat Anda mengatur kecepatan pembentukan gulungan:
Kecepatan tinggi dapat membantu Anda membuat lebih banyak bagian, namun juga dapat menyebabkan lebih banyak kesalahan.
Jika Anda melakukannya terlalu cepat, mesin Anda mungkin bergetar atau bergetar, sehingga dapat merusak bentuk produk Anda.
Kebanyakan jalur pembentuk gulungan bekerja dengan kecepatan antara 10 dan 50 meter per menit.
Jika Anda melihat cacat seperti busur atau puntiran, perlambat garis untuk meningkatkan akurasi.
Selalu periksa bagian Anda saat keluar. Jika Anda melihat masalah, sesuaikan kecepatan hingga Anda mendapatkan hasil terbaik.
Tip: Kecepatan yang tepat tergantung pada ketebalan bahan dan bentuk yang ingin Anda buat. Bahan yang lebih tebal seringkali membutuhkan kecepatan yang lebih lambat untuk menjaga bentuknya tetap benar.
Mengurangi Limbah Material
Anda dapat menghemat uang dan membantu lingkungan dengan menggunakan lebih sedikit material dalam proses pembentukan gulungan Anda. Pemborosan sering kali terjadi jika Anda menggunakan pengaturan yang salah atau tidak menyesuaikan mesin Anda dengan ketebalan bahan pembentuk gulungan. Anda dapat mengikuti langkah-langkah berikut untuk mengurangi limbah:
Ukur ketebalan bahan Anda sebelum memulai. Ini membantu Anda mengatur roller dan tekanan dengan benar.
Gunakan mesin yang memungkinkan Anda mengubah pengaturan dengan cepat . Ini membantu Anda beralih antar pekerjaan dengan lebih sedikit sisa.
Latih tim Anda untuk mengenali kesalahan sejak dini. Jika Anda menangkap masalah dengan cepat, Anda dapat menghentikan pemborosan sebelum masalah itu bertambah besar.
Jaga peralatan Anda tetap tajam dan mesin Anda tetap bersih. Perkakas yang tumpul dan rol yang kotor dapat menyebabkan bentuk yang buruk dan sisa potongan yang berlebih.
Rencanakan potongan dan lekukan Anda untuk menggunakan lembaran sebanyak mungkin.
Jika Anda memperhatikan kecepatan dan pemborosan, Anda mendapatkan lebih banyak suku cadang bagus dan menghabiskan lebih sedikit bahan baku. Anda juga membantu mesin roll forming Anda bertahan lebih lama dan bekerja lebih baik.
Mesin BMS memungkinkan Anda mengubah celah gulungan untuk ketebalan berbeda. Mesin mereka kuat dan membantu Anda membuat suku cadang yang bagus. Jika Anda ingin bantuan lebih lanjut, lihat tabel di bawah ini atau mintalah saran dari Mesin BMS.
Untuk bantuan lebih lanjut, lihat praktik terbaik atau hubungi BMS Machinery untuk mendapatkan jawaban yang dibuat khusus untuk Anda.
Pertanyaan Umum
Apa yang terjadi jika Anda menggunakan ketebalan material yang salah dalam roll forming?
Anda mungkin mendapatkan retakan, gelombang, atau bentuk yang tidak tepat. Mesin juga bisa lebih cepat aus. Selalu periksa ketebalannya sebelum memulai untuk menghindari masalah ini.
Bagaimana cara mengganti mesin roll forming untuk ketebalan yang berbeda?
Sesuaikan celah rol agar sesuai dengan bahan Anda. Gunakan kontrol mesin atau pengaturan manual. Periksa tekanan dan keselarasan. Uji dengan lembar sampel terlebih dahulu.
Bisakah satu mesin roll forming bekerja dengan bahan tipis dan tebal?
Beberapa mesin dapat menangani berbagai ketebalan. Anda perlu melihat spesifikasi mesin. Mesin BMS memiliki model dengan pengaturan yang dapat disesuaikan untuk ketebalan berbeda.
Mengapa ketebalan bahan berubah seberapa cepat Anda dapat memproduksinya?
Bahan yang lebih tebal membutuhkan lebih banyak tenaga dan bergerak lebih lambat melalui mesin. Bahan tipis bergerak lebih cepat. Anda harus menemukan keseimbangan yang tepat antara kecepatan dan kualitas untuk hasil terbaik.



































