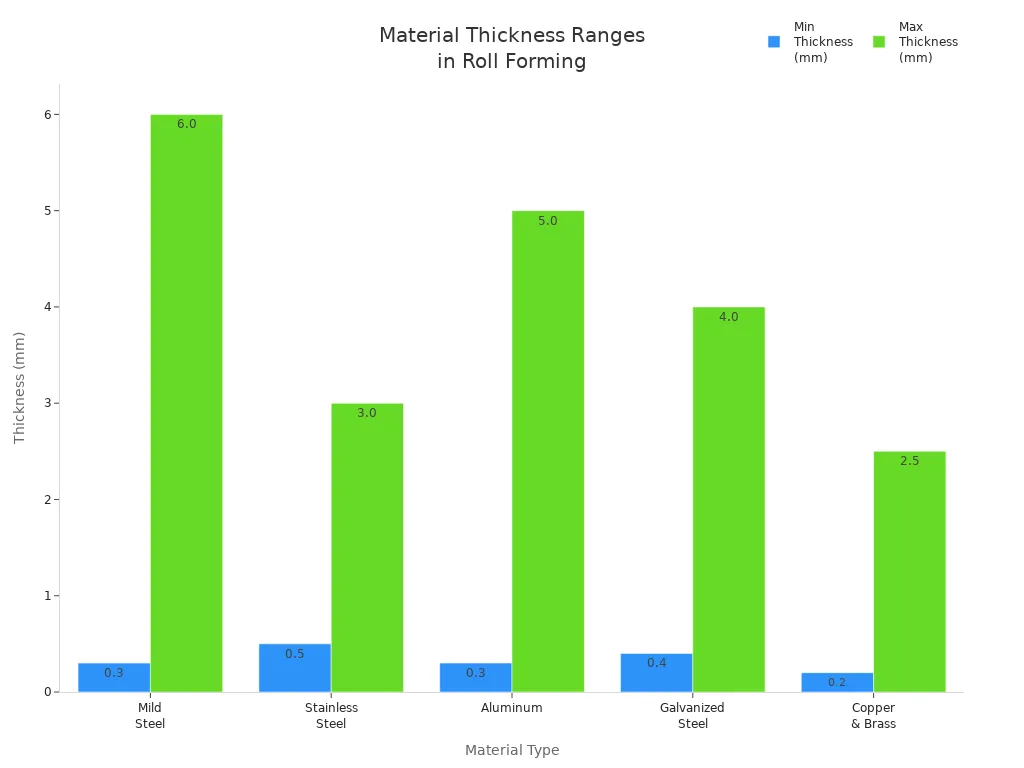
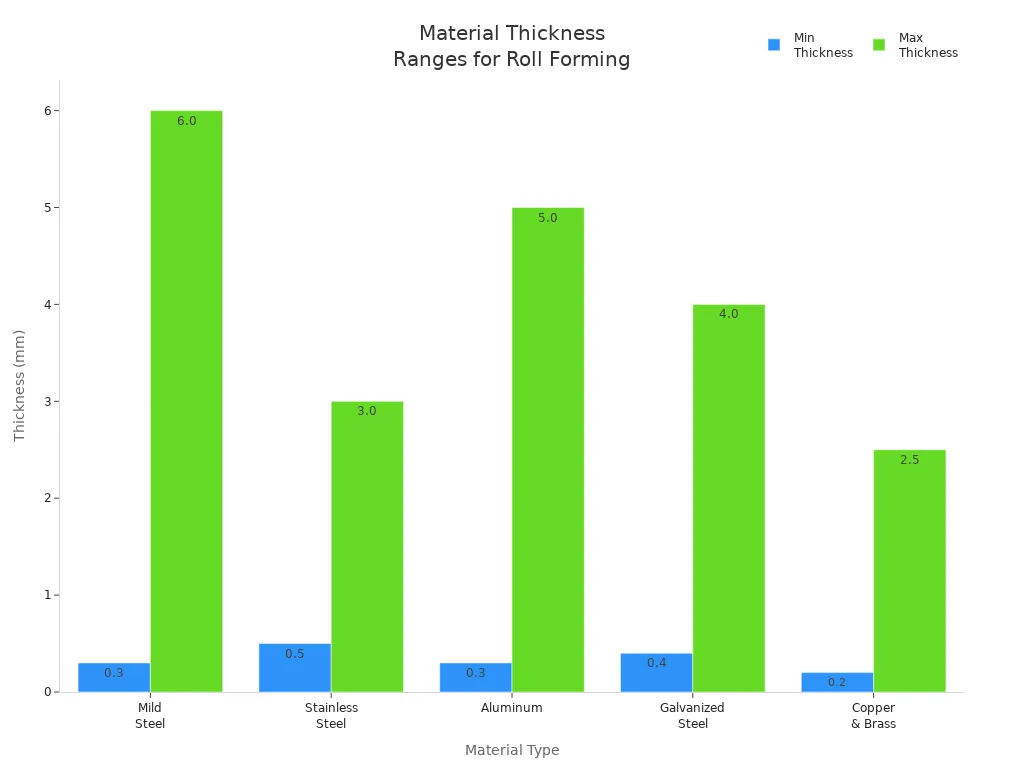
Beim Rollformen sind Materialstärken von 0,2 mm bis 10 mm möglich. Die Dicke hängt davon ab, was Sie herstellen. Jedes Material hat die beste Dicke zum Rollformen. In der folgenden Tabelle finden Sie einige gängige Beispiele:
Materialtyp |
Empfohlener Dickenbereich (mm) |
Am besten Anwendungen |
Weichstahl |
0,3 – 6,0 |
Strukturteile, Dachbahnen |
Edelstahl |
0,5 – 3,0 |
Autos, Flugzeuge, medizinische Geräte |
Aluminium |
0,3 – 5,0 |
Leichte Strukturen, HVAC, Gehäuse |
Verzinkter Stahl |
0,4 – 4,0 |
Rostfreie Rahmen, Bauteile |
Kupfer und Messing |
0,2 – 2,5 |
Elektrische Teile, Zierleisten |
Die Wahl der richtigen Materialstärke ist für die Einrichtung der Rollformmaschine sehr wichtig. Sie müssen die Größe der Rollenwelle, die Komplexität der Form und die Schnittkraft an Ihr Material anpassen. BMS Machinery hilft Ihnen bei der Auswahl der besten Lösung für jede Rollformmaterialdicke. So erzielen Sie immer die besten Umformergebnisse.
Wichtige Erkenntnisse
Wählen Sie die richtige Materialstärke für das Rollformen. Dadurch erzielen Sie bessere Ergebnisse und die Maschine hält länger. Ändern Sie die Einstellungen Ihrer Rollformmaschine, wenn sich die Materialstärke ändert. Das verhindert Fehler und sorgt dafür, dass das Produkt gut bleibt. Dickere Materialien erfordern mehr Kraft und sorgfältiges Arbeiten. Überprüfen Sie immer die Maschineneinstellungen, bevor Sie beginnen. Nutzen Sie BMS Machinery für Maschinen, denen Sie vertrauen können. Sie arbeiten mit vielen Stärken und geben fachkundige Hilfe. Beobachten Sie die Produktionsgeschwindigkeit basierend auf der Materialstärke. Das sorgt für Schnelligkeit, aber auch für gute Qualität.
Dickenbereich des Rollformmaterials
Standardstärken in der Branche
Die Materialdicke ist beim Rollformen sehr wichtig. Jede Maschine funktioniert am besten mit bestimmten Stärken. Wenn Sie die richtige Dicke wählen, sind Ihre Ergebnisse besser. Außerdem hält Ihre Maschine länger. Die Industrie ordnet Maschinen nach Dicke in Gruppen ein. Sie können sich die folgende Tabelle ansehen, um diese Gruppen zu sehen:
Maschinentyp |
Dickenbereich |
Dünnschichtmaschinen |
0,2 mm bis 0,5 mm |
Standard-Dachdecker- und Verkleidungsmaschinen |
0,3 mm bis 0,8 mm |
Maschinen mittlerer Spurweite |
0,8 mm bis 2,0 mm |
Strukturprofilmaschinen |
1,5 mm bis 3,5 mm |
Schwere Strukturwalzmaschinen |
3 mm bis 6 mm oder mehr |
Diese Tabelle hilft Ihnen bei der Auswahl der richtigen Maschine für Ihre Aufgabe. Dünnwandige Maschinen eignen sich gut für leichte Teile. Für dicken Stahl und starke Rahmen werden schwere Strukturmaschinen eingesetzt.
Tipp: Überprüfen Sie immer den Dickenbereich für Ihr Material, bevor Sie beginnen. Dies hilft Ihnen, Maschinenprobleme und schlechte Produktqualität zu vermeiden.
Die folgende Tabelle zeigt die kleinste und größte Dicke für jeden Maschinentyp:
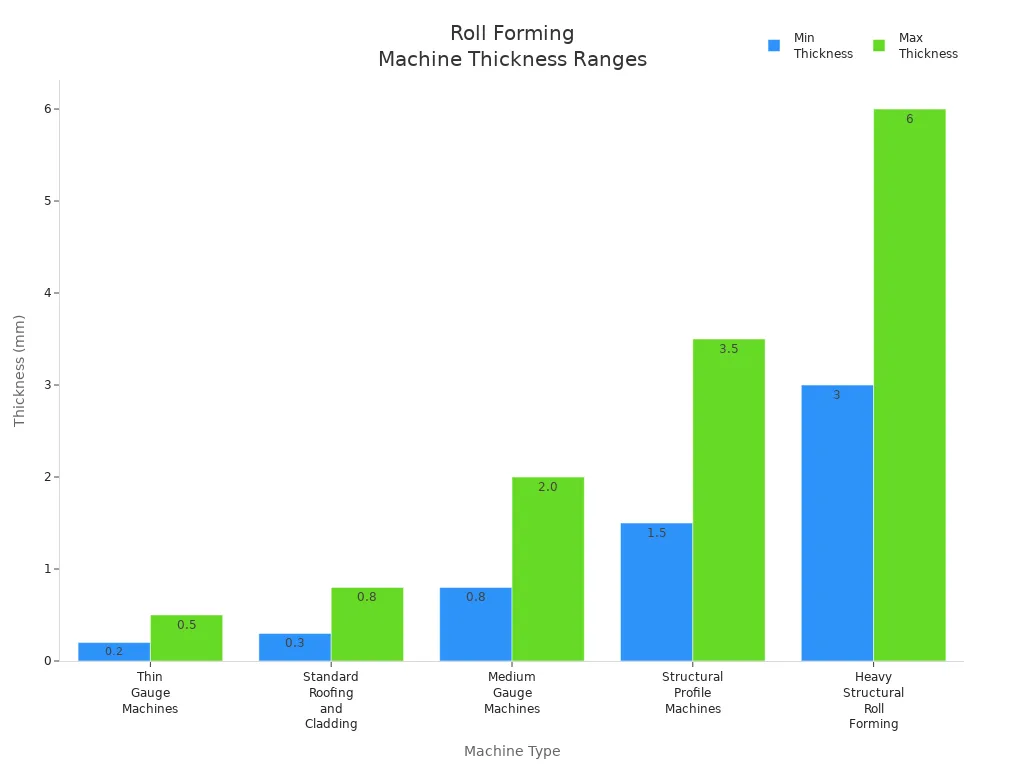
Beim Rollformen können viele Dicken verwendet werden. Die meisten Projekte verwenden Dicken von 0,2 mm bis 6 mm. Dies funktioniert für Gebäude, Autos und Fabriken.
BMS-Maschinenfunktionen
Wenn Sie sich für eine Rollformmaschine entscheiden, möchten Sie wissen, welche Dicke sie verarbeiten kann. BMS Machinery stellt Maschinen für viele Dicken her. Bei dünnen Blechen oder dicken Profilen können Sie sich auf BMS Machinery verlassen.
Hier ist eine kurze Tabelle der von BMS Machinery unterstützten Dicken:
PRODUKTKATEGORIE |
Materialstärke |
Doppelschicht-Dachprofiliermaschine |
0,3–0,8 mm |
Pfettenmaschinen C/U/Z/M/L |
1-3 mm / Schwerlast: 3-6 mm |
Bodendeckmaschine |
0,8-1,5 mm / Schwerlast: 1,5-2,5 mm |
Rollformmaschine für Ziegeldächer |
0,4–0,8 mm |
Unistrut-Rollformmaschine |
1,5–2,5 mm |
Dach- und Wandverkleidungsmaschine |
0,2–0,8 mm |
Bolzen- und Schienen-Trennwandmaschine für Trockenbau |
0,3–1,0 mm |
Längsschneider und Falter |
1,0 mm (maximal) |
Biegemaschine |
1,2 mm (maximal) |
Dieses Sortiment eignet sich gut für Dächer, Wandpaneele und leichte Strukturen. Sie können BMS-Maschinen für Stahl, Aluminium und andere Metalle verwenden. Die Maschinen bleiben präzise und behalten eine gute Qualität, auch wenn Sie die Dicke ändern.
BMS Machinery nutzt neue Technologie für großartige Ergebnisse. Sie erhalten reibungslose Arbeit, weniger Abfall und starke Produkte. Wenn Sie etwas Besonderes benötigen, kann BMS Machinery eine Maschine speziell für Ihre Dicke herstellen.
Hinweis: Sie können BMS Machinery jederzeit um Hilfe bei der Auswahl der richtigen Maschine bitten. Ihre Experten helfen Ihnen dabei, Ihr Projekt mit der besten Ausrüstung abzustimmen.
Wenn Sie die Standardstärken kennen und wissen, was BMS Machinery leisten kann, können Sie kluge Entscheidungen für Ihre Fabrik treffen. Dies hilft Ihnen, jederzeit die beste Qualität und Leistung zu erzielen.
Einfluss der Materialdicke auf das Rollformen
Maschinenlast und Leistung
Es ist wichtig zu wissen, wie Die Materialstärke beeinflusst Ihre Rollformmaschine . Dickere Materialien erfordern stärkere Werkzeuge und mehr Schritte, um sie zu formen. Dünne Materialien können bei unsachgemäßer Handhabung beschädigt werden. Die Leistung Ihrer Maschine ändert sich mit der Dicke. Schwere Materialien benötigen mehr Leistung und können Ihre Maschine schneller verschleißen, wenn Sie sie nicht richtig einstellen. Dünne Materialien bewegen sich schneller durch die Maschine, dicke Materialien dagegen langsamer. Sie müssen auch darauf achten, dass es wackelt und die Teile nicht richtig ausgerichtet sind. Diese Probleme können dazu führen, dass Ihre Produkte weniger genau sind und Fehler verursachen.
Aspekt |
Erläuterung |
Werkzeuganpassungen |
Dickere Materialien erfordern stärkere Werkzeuge und mehr Schritte, während dünne Materialien eine schonende Handhabung erfordern. |
Anforderungen an die Maschinenleistung |
Schwerere Materialien verbrauchen mehr Energie und können die Maschine verschleißen, wenn sie nicht richtig eingestellt werden. |
Produktionsgeschwindigkeit |
Dünne Materialien bewegen sich schneller, weil sie weniger Kraft benötigen, dicke Materialien hingegen verlangsamen die Geschwindigkeit. |
Maschinenverschleiß |
Das Formen dicker Materialien verschleißt die Maschine schneller, daher sind stabile Teile und regelmäßige Kontrollen erforderlich. |
Vibration und Ausrichtung |
Mehr Kraft durch dicke Materialien kann dazu führen, dass die Maschine wackelt und die Form durcheinander bringt. |
Tipp: Immer Überprüfen Sie Ihre Maschineneinstellungen, bevor Sie beginnen. Dies hilft Ihnen, Probleme aufgrund der Materialdicke zu vermeiden.
Profilgenauigkeit und Qualität
Die Materialstärke ist wichtig, um den Formen die richtige Größe zu verleihen. Dicke Materialien verändern die Art und Weise, wie sich das Metall biegt und dehnt. Möglicherweise sehen Sie die falsche Größe, wellige Kanten oder Kurven in Längsrichtung. Wie stark sich die Folie dehnt, hängt von Dicke, Festigkeit und Form ab. Wenn Sie die falsche Dicke wählen, passen Ihre Teile möglicherweise nicht oder funktionieren nicht richtig. Sie müssen darauf achten, die besten Formen zu erhalten.
Sie können bessere Teile herstellen, indem Sie die richtige Dicke auswählen. Studien zeigen, dass bei dicken Blechen weniger Fehler passieren. Beispielsweise wurde ein 3-mm-DP600-Blech weniger gebogen als ein 2-mm-Blech. Dicke Materialien reißen auch an den Kanten weniger. Bei DP980 traten bei 2 mm 20 % mehr Risse auf als bei dickeren Blechen. Sie erhalten bessere Teile und weniger Fehler, wenn Sie die Dicke an Ihre Bedürfnisse anpassen.
Produktionsgeschwindigkeit
Die Materialstärke verändert die Arbeitsgeschwindigkeit Ihrer Profiliermaschine. Dünne Materialien bewegen sich schnell, weil sie weniger Kraft benötigen. Dicke Materialien verlangsamen die Maschine, da sie mehr Schritte und Kraft benötigen. Sie müssen Geschwindigkeit und die Herstellung guter Teile in Einklang bringen. Wenn Sie mit dicken Materialien zu schnell arbeiten, kann Ihre Maschine kaputt gehen und die Genauigkeit verlieren. Stellen Sie Ihre Geschwindigkeit immer auf die Dicke ein, die Sie verwenden, damit alles sicher und gut funktioniert.
Empfohlene Dicke für verschiedene Materialien
Richtlinien zur Stahldicke
Wenn Sie Stahl beim Rollformen verarbeiten, müssen Sie die richtige Materialstärke für Ihr Projekt wählen. Stahl ist stark und kann für viele Dinge verwendet werden. Sie werden unterschiedliche Stärken für verschiedene Aufgaben sehen. Die folgende Tabelle zeigt gängige Dickenbereiche und wo Sie sie verwenden können:
Dickenbereich |
Allgemeine Anwendungen |
1,5 mm – 12 mm |
Strukturelle Kanäle und Balken |
1,5 mm – 6 mm |
Schwere Pfetten |
2,5 mm – 4 mm |
Leitplanken und Autobahnabsperrungen |
1,5 mm – 6 mm |
Stahlrahmen |
1,5 mm – 3,5 mm |
Lagerregale und Industriestützen |
2mm – 6mm |
Komponenten für landwirtschaftliche Geräte |
3mm – 12mm |
Anhänger- und Fahrgestellteile |
Wenn Sie starke Teile wie Balken oder Leitplanken herstellen möchten, sollten Sie dickeren Stahl verwenden. Für leichtere Teile können Sie dünneren Stahl verwenden. Überprüfen Sie immer die Dicke des Rollformmaterials, bevor Sie beginnen. Dies hilft Ihnen, die besten Ergebnisse zu erzielen und schützt Ihre Maschine.
Tipp: Dickerer Stahl erfordert mehr Leistung und stärkere Maschinen. Stellen Sie sicher, dass Sie Die Rollformmaschine muss der Materialstärke entsprechen, die Sie verwenden möchten.
Richtlinien zur Aluminiumdicke
Aluminium ist leichter als Stahl. Sie verwenden es häufig für Teile, die leicht, aber dennoch stabil sein müssen. Beim Rollformen kommt Aluminium in der Regel mit einer Materialstärke von 0,3 mm bis 5 mm zum Einsatz. Dünnes Aluminium eignet sich gut für HLK-Kanäle, Gehäuse und Paneele. Dickeres Aluminium eignet sich gut für Rahmen und Stützen.
Für Lichtabdeckungen und Paneele verwenden Sie 0,3 mm bis 1 mm.
Verwenden Sie 1 mm bis 3 mm für Strukturteile und Rahmen.
Für schwere Anwendungen bis zu 5 mm verwenden.
Aluminium lässt sich leicht biegen, daher müssen Sie Ihre Rollformmaschine sorgfältig einstellen. Überprüfen Sie immer die Materialstärke, um Risse oder zu scharfe Biegungen zu vermeiden.
Andere Materialien
Sie können beim Rollformen auch andere Metalle wie Kupfer, Messing und Edelstahl verwenden. Jedes Material hat seine eigene optimale Dicke. Für Kupfer und Messing verwenden Sie häufig 0,2 mm bis 2,5 mm. Diese Metalle sind weich und werden für Verkleidungen, Dekorationen oder elektrische Teile verwendet. Edelstahl ist härter und eignet sich am besten für eine Dicke von 0,5 mm bis 3 mm. Sie sehen es in medizinischen Werkzeugen, Autoteilen und Lebensmittelgeräten.
Hinweis: Passen Sie Ihre Rollformmaschine immer an die Materialstärke und -art an. Dadurch erhalten Sie glatte Formen und hochwertige Produkte.
Die Wahl der richtigen Materialstärke für jedes Metall trägt dazu bei, die besten Ergebnisse zu erzielen Rollformen . Sie werden jedes Mal starke, präzise und sichere Teile herstellen.
Passen Sie Rollformmaschinen an die Materialstärke an
Wenn Sie mit Rollformen arbeiten, müssen Sie Rollformmaschinen für jede Materialstärke anpassen. Diese Anpassungen helfen Ihnen, die beste Form zu erhalten, Maschinenschäden zu vermeiden und die hohe Qualität Ihrer Produkte aufrechtzuerhalten. Sie müssen die Rollenspiel-, Druck-, Werkzeug- und Kalibrierungseinstellungen ändern. Schauen wir uns jeden Schritt an.
Rollenspiel und -druck
Für jede Materialstärke muss der richtige Walzenabstand eingestellt werden. Wenn Sie dies nicht tun, können Sie dünne Bleche zerdrücken oder dicke Bleche lose liegen lassen. So können Sie Rollenspiel und -druck einstellen:
Messen Sie Ihre Materialstärke. Wenn sich die Dicke um mehr als ±0,2 mm ändert, stellen Sie den Walzenspalt ein.
Stellen Sie den Walzenspalt auf die Materialstärke plus ca. 0,05 mm ein. Dieser kleine Raum trägt dazu bei, dass sich das Blatt reibungslos bewegen kann.
Bei dickeren Materialien den Spalt etwas vergrößern und die Umformgeschwindigkeit verlangsamen. Dadurch wird verhindert, dass das Blatt hängen bleibt oder beschädigt wird.
Bei dünneren Materialien den Spalt etwas verkleinern und die Bandspannung erhöhen. Dadurch wird verhindert, dass das Laken Falten wirft oder verrutscht.
Wenn Ihre Maschine über automatische Einstellungen verfügt, geben Sie die Materialstärke am Touchscreen ein. Die Maschine passt den Spalt für Sie an.
Tipp: Überprüfen Sie immer den Rollendruck. Zu viel Druck kann das Metall dünner machen oder Risse verursachen. Zu geringer Druck kann dazu führen, dass das Profil seine Form verliert.
Werkzeug- und Gesenkeinstellungen
Wenn Sie die Materialstärke ändern, müssen Sie auch die Werkzeuge und Matrizen anpassen. Diese Teile formen das Metall, während es durch die Rollformmaschine läuft. Hier sind einige Schritte, die Sie befolgen sollten:
Überprüfen Sie, ob sich die Materialstärke über die normalen Grenzen hinaus verändert. Schon kleine Änderungen können die endgültige Form beeinflussen.
Schauen Sie sich die Eigenschaften des Materials an. Härtere oder weichere Metalle erfordern für jede Biegung unterschiedliche Werkzeugeinstellungen.
Bringen Sie den Bedarf an guter Qualität mit der Produktionsgeschwindigkeit in Einklang. Manchmal müssen Sie langsamer fahren, um bessere Ergebnisse zu erzielen.
Sie können diese Tabelle als Leitfaden für Ihre Anpassungen verwenden:
Modifikationsaspekt |
Beschreibung |
Kalibrierung |
Stellen Sie sowohl vertikale als auch horizontale Abstände ein. Stellen Sie sicher, dass jeder Durchgang mit dem nächsten übereinstimmt. |
Vertikaler Werkzeugabstand |
Stellen Sie das obere Werkzeug auf das dickste Material ein. Prüfen Sie mit einer Fühlerlehre, ob ein leichter Widerstand vorhanden ist. |
Pass-zu-Pass-Ausrichtung |
Überprüfen Sie, ob jeder Werkzeugdurchlauf ausgerichtet ist. Um optimale Ergebnisse zu erzielen, sollten die Abstände nicht mehr als 0,010 Zoll betragen. |
Änderungen in der Materialstärke können sich summieren und zu einer falschen Querschnittsgröße führen.
Sie müssen Ihre Materialspezifikationen beibehalten, um zusätzlichen Ausschuss und Werkzeugwechsel zu vermeiden.
Beim Rollformen werden feste Winkel verwendet, sodass Sie jede neue Dicke sorgfältig anpassen müssen.
Kalibrierungsverfahren
Die Kalibrierung sorgt dafür, dass Ihre Rollformmaschine ordnungsgemäß funktioniert. Sie müssen die Maschine jedes Mal überprüfen und einstellen, wenn Sie die Materialstärke ändern. Hier ist eine Schritt-für-Schritt-Anleitung:
Stellen Sie den Abstand zwischen Ober- und Unterwalze auf das 1,0- bis 1,05-fache der Materialstärke ein. Wenn der Spalt zu eng ist, wird das Metall dünner. Wenn es zu locker ist, behält das Profil seine Form nicht.
Wenn Sie auf ein härteres Material wie hochfesten Stahl umsteigen, erhöhen Sie den Andruck und ziehen Sie die Seitenrollen fester an. Dies hilft, die Form zu halten.
Legen Sie ein Blatt bekannter Dicke zwischen die Rollen. Passen Sie die obere Walze an, bis Sie den richtigen Spalt erreicht haben. Wiederholen Sie dies mit unterschiedlichen Dicken, um die Genauigkeit zu überprüfen.
Überprüfen Sie mit einem Lineal oder einem Messwerkzeug, ob die Ober- und Unterwalze parallel sind. Passen Sie bei Bedarf Halterungen oder Unterlegscheiben an.
Drehen Sie die Rollen von Hand, um den Schlupf zu prüfen. Wenn die Rollen durchrutschen, passen Sie die Spannung an oder verwenden Sie ein Anti-Rutsch-Mittel.
Hinweis: Berücksichtigen Sie beim Einrichten der Maschine immer die Art und Dicke Ihres Materials. Einige Metalle benötigen mehr Druck oder zusätzliche Schmierung.
Sie sollten die Kalibrierung während der Einrichtung und der regelmäßigen Wartung überprüfen. Dies sorgt für eine genaue Streifenverfolgung und verhindert Profilverzerrungen. Wenn Sie Rollformmaschinen für jede Materialstärke anpassen, erzielen Sie bessere Ergebnisse und eine längere Maschinenlebensdauer.
Häufige Probleme mit falscher Materialstärke
Mängel und Qualitätsprobleme
Wenn Sie die falsche Materialstärke verwenden, kann es zu vielen Problemen kommen. Diese Probleme können dazu führen, dass Ihre fertigen Teile schlecht aussehen oder nicht richtig funktionieren. Einige Probleme treten auf, wenn das Material zu dick oder zu dünn für Ihre Maschine ist. Möglicherweise sehen Sie Risse, Falten oder falsche Formen. Die folgende Tabelle zeigt einige häufige Probleme, warum sie auftreten und wie man sie behebt:
Problem |
Ursache |
Lösung |
Kantenrisse |
Umformdruck zu hoch für Materialstärke |
Umformdruck reduzieren, mehr Umformdurchgänge durchführen |
Spring-Back-Probleme |
Dünne Materialien verbiegen sich über die Toleranz hinaus |
Passen Sie den Rollenabstand an und fügen Sie zusätzliche Stützrollen hinzu |
Oberflächenfalten |
Unzureichende Unterstützung für dünne Materialien |
Rollenkontakt erhöhen, Umformgeschwindigkeit anpassen |
Übermäßiger Rollenverschleiß |
Dickes Material erzeugt zu viel Reibung |
Schmierung erhöhen, gehärtete Stahlrollen verwenden |
Falsche Profilabmessungen |
Material zu dick oder zu dünn für die Maschineneinstellungen |
Rollenspiel anpassen, Formdurchgänge neu kalibrieren |
Das solltest du immer Überprüfen Sie die Materialstärke, bevor Sie beginnen. Dies hilft Ihnen, Probleme zu vermeiden und Ihre Teile in gutem Zustand zu halten.
Maschinenverschleiß und -schäden
Die Verwendung einer falschen Materialstärke kann Ihrer Rollformmaschine schaden. Wenn Sie dickes Material verwenden, benötigt die Maschine mehr Kraft, um es zu formen. Dadurch können sich die Rollen und andere Teile schneller abnutzen. Wenn Sie dünnes Material verwenden, kann es sein, dass die Rollen es nicht gut halten. Dies kann dazu führen, dass das Blatt verrutscht oder die Enden austreten.
Zu hohe Umformkräfte sind bei Rollformmaschinen ein großes Problem. Wenn die Kraft höher ist, als für die Maschine ausgelegt ist, kann etwas schief gehen. Die Maschine kann beschädigt werden und die Teile können falsch herauskommen. Möglicherweise haben Sie auch mehr Fehler und Verschwendung.
Das musst du Stellen Sie den Abstand zwischen den Walzen für jede Materialstärke ein. Wenn Sie dies nicht tun, sehen Sie möglicherweise zusätzliche Biegungen oder Aufweitungen in Ihren Teilen. Wenn Sie die Maschine richtig einstellen, ist sie sicher und Ihre Teile werden besser.
Lösungen zur Fehlerbehebung
Sie können viele Probleme beheben, indem Sie Ihre Rollformeinrichtung überprüfen. Wenn Sie Fehler oder Maschinenverschleiß feststellen, versuchen Sie diese Schritte:
Überprüfen Sie, ob die Rollen ausgerichtet sind, und achten Sie auf die Materialstärke.
Passen Sie den Rollendruck an das Material an.
Stellen Sie sicher, dass Sie ausreichend Öl oder Fett verwenden, um ein reibungsloses Arbeiten zu gewährleisten.
Schauen Sie sich Ihre Maschine häufig an, um Probleme frühzeitig zu erkennen.
Die folgende Tabelle gibt Ihnen eine Kurzanleitung zur Behebung von Problemen:
Ausgabe |
Mögliche Ursachen |
Lösung |
Falsch Materialstärke |
Falsch ausgerichtete Rollen, ungleichmäßige Materialstärke |
Rollenausrichtung prüfen, Materialstärke überwachen, Rollendruck anpassen |
Wenn Sie diese Schritte befolgen, wird Ihre Rollformmaschine besser funktionieren. Passen Sie die Materialstärke immer an Ihre Maschineneinstellungen an. Dies hilft Ihnen, gute Teile herzustellen und schützt Ihre Maschine.
Best Practices für dünne und dicke Materialien
Umgang mit dünnen Materialien
Bei der Verarbeitung dünner Materialien beim Rollformen ist besondere Vorsicht geboten. Dünne Blätter können knittern, reißen oder verrutschen, wenn Sie Ihr Gerät nicht richtig aufstellen. Hier sind einige Best Practices, die Sie befolgen sollten:
Schulen Sie Ihre Bediener gut . Sie müssen wissen, wie die Maschine bedient und gewartet wird.
Schmieren Sie die Werkzeuge häufig. Dadurch wird die Reibung verringert und die Lebensdauer der Werkzeuge verlängert.
Nutzen Sie die Prozessoptimierung, um die Produktion reibungslos zu gestalten und Ausfallzeiten zu reduzieren.
Wenden Sie Lean-Manufacturing-Ideen an. Dies hilft Ihnen, weniger Material zu verbrauchen und schneller aufzubauen.
Investieren Sie in fortschrittliche Technologie. Neue Maschinen können dünne Bleche besser verarbeiten und machen weniger Fehler.
Wenn Sie diese Schritte befolgen, verhindern Sie Defekte und sorgen dafür, dass Ihre Profilierlinie reibungslos läuft.
Verarbeitung dicker Materialien
Dicke Materialien erfordern starke Maschinen und sorgfältige Planung. Bevor Sie mit dem Rollformen dicker Bleche beginnen, müssen Sie über viele Dinge nachdenken:
Überprüfen Sie die Materialstärke. Dickere Bleche erfordern größere Maschinen und stärkere Wellen.
Schauen Sie sich die Art des Materials an. Weichere Metalle erfordern möglicherweise weniger Biegungen.
Denken Sie an die Streckgrenze . Stärkere Metalle erfordern andere Maschineneinstellungen.
Beobachten Sie die Dehnung. Wenn sich das Metall stärker dehnt, müssen Sie möglicherweise die Maschine verlangsamen.
Zählen Sie die Anzahl der Biegungen. Mehr Kurven bedeuten, dass Sie mehr Stationen benötigen.
Messen Sie den Gesamtgrad der Biegungen. Dies wirkt sich auf die Größe der Maschine und des Motors aus.
Überprüfen Sie die Höhe und Breite des Abschnitts. Größere Teile erfordern größere Wellen.
Entscheiden Sie, ob Sie vor oder nach dem Formen Löcher schneiden oder stanzen möchten. Einige Formen lassen sich besser nachträglich schneiden oder stanzen.
Sie müssen Ihre Maschine an die Aufgabe anpassen. Dadurch bleiben Ihre Produkte stabil und Ihre Maschine sicher.
BMS-Maschinenoptimierungsstrategien
BMS Machinery bietet Ihnen Werkzeuge und Unterstützung für die Bearbeitung jeder Rollformmaterialdicke. Sie können ihre Maschinen sowohl für dünne als auch für dicke Materialien verwenden. Hier sind einige Möglichkeiten, wie BMS Machinery Ihnen hilft:
Sie erhalten Maschinen mit automatischer Anpassung an unterschiedliche Materialstärken.
Für spezielle Projekte können Sie Sondermaschinen anfordern.
Sie erhalten Schulungen und Unterstützung von Experten.
Sie nutzen fortschrittliche Technologie, die Abfall reduziert und die Qualität verbessert.
Mit BMS Machinery können Sie darauf vertrauen, dass Ihr Rollformprozess reibungslos und effizient verläuft. Sie werden jedes Mal hochwertige Teile herstellen.
Geschwindigkeits- und Abfalloptimierung durch Dicke
Geschwindigkeit und Qualität in Einklang bringen
Sie möchten so viele Teile wie möglich herstellen, aber Sie möchten auch, dass jedes Teil richtig aussieht und funktioniert. Wenn Sie Rollformen verwenden, müssen Sie das finden Beste Geschwindigkeit für Ihre Linie . Wenn Sie Ihre Maschine zu schnell laufen lassen, kann es zu Problemen wie verdrehten Platten, welligen Kanten oder nicht geraden Schnitten kommen. Diese Probleme können die Qualität Ihres Endprodukts beeinträchtigen.
Hier sind einige Dinge, die Sie bei der Einstellung Ihrer Rollformgeschwindigkeit beachten sollten:
Mit hoher Geschwindigkeit können Sie zwar mehr Teile fertigen, aber auch mehr Fehler verursachen.
Wenn Sie zu schnell arbeiten, kann es sein, dass Ihre Maschine wackelt oder vibriert, was die Form Ihres Produkts beeinträchtigen kann.
Die meisten Rollformanlagen arbeiten mit Geschwindigkeiten zwischen 10 und 50 Metern pro Minute.
Wenn Sie Fehler wie Biegung oder Verdrehung bemerken, verlangsamen Sie die Geschwindigkeit der Schnur, um die Genauigkeit zu verbessern.
Überprüfen Sie immer Ihre Teile, sobald sie herauskommen. Wenn Sie Probleme feststellen, passen Sie die Geschwindigkeit an, bis Sie die besten Ergebnisse erzielen.
Tipp: Die richtige Geschwindigkeit hängt von der Materialstärke und der gewünschten Form ab. Dickere Materialien benötigen oft langsamere Geschwindigkeiten, um die richtige Form zu behalten.
Materialverschwendung reduzieren
Sie können Geld sparen und die Umwelt schonen, indem Sie bei Ihrem Rollformprozess weniger Material verwenden. Abfall entsteht häufig, wenn Sie die falschen Einstellungen verwenden oder Ihre Maschine nicht auf die Dicke des Profiliermaterials abstimmen. Sie können diese Schritte befolgen, um Abfall zu reduzieren:
Messen Sie Ihre Materialstärke, bevor Sie beginnen. Dies hilft Ihnen, die Rollen und den Druck richtig einzustellen.
Verwenden Sie Maschinen, die es Ihnen ermöglichen Einstellungen schnell ändern . Dadurch können Sie mit weniger Ausschuss zwischen Aufträgen wechseln.
Schulen Sie Ihr Team darin, Fehler frühzeitig zu erkennen. Wenn Sie Probleme schnell erkennen, können Sie die Verschwendung stoppen, bevor sie wächst.
Halten Sie Ihre Werkzeuge scharf und Ihre Maschine sauber. Stumpfe Werkzeuge und verschmutzte Walzen können zu schlechten Formen und zusätzlichem Ausschuss führen.
Planen Sie Ihre Schnitte und Biegungen so, dass möglichst viel vom Blech genutzt wird.
Wenn Sie sowohl auf Geschwindigkeit als auch auf Ausschuss achten, erhalten Sie mehr gute Teile und geben weniger für Material aus. Außerdem tragen Sie dazu bei, dass Ihre Rollformmaschine länger hält und besser funktioniert.
Mit BMS Machinery können Sie den Walzspalt für unterschiedliche Dicken ändern. Ihre Maschinen sind stark und helfen Ihnen, gute Teile herzustellen. Wenn Sie weitere Hilfe benötigen, schauen Sie sich die Tabelle unten an oder fragen Sie BMS Machinery um Rat.
Wenn Sie weitere Hilfe benötigen, sehen Sie sich Best Practices an oder sprechen Sie mit BMS Machinery, um Antworten zu erhalten, die speziell auf Sie zugeschnitten sind.
FAQ
Was passiert, wenn beim Rollformen die falsche Materialstärke verwendet wird?
Möglicherweise entstehen Risse, Wellen oder falsche Formen. Außerdem kann die Maschine schneller verschleißen. Überprüfen Sie immer die Dicke, bevor Sie beginnen, um diese Probleme zu vermeiden.
Wie rüstet man eine Rollformmaschine auf unterschiedliche Dicken um?
Passen Sie den Walzenspalt an Ihr Material an. Verwenden Sie die Bedienelemente oder manuellen Einstellungen der Maschine. Überprüfen Sie den Druck und die Ausrichtung. Testen Sie zunächst mit einem Musterblatt.
Kann eine Profiliermaschine sowohl mit dünnen als auch mit dicken Materialien arbeiten?
Einige Maschinen können unterschiedliche Dicken verarbeiten. Sie müssen sich die technischen Daten der Maschine ansehen. BMS Machinery verfügt über Modelle mit einstellbaren Einstellungen für unterschiedliche Dicken.
Warum verändert die Materialstärke die Geschwindigkeit, mit der Sie produzieren können?
Dickere Materialien benötigen mehr Kraft und durchlaufen die Maschine langsamer. Dünne Materialien bewegen sich schneller. Um die besten Ergebnisse zu erzielen, müssen Sie die richtige Balance zwischen Geschwindigkeit und Qualität finden.



































