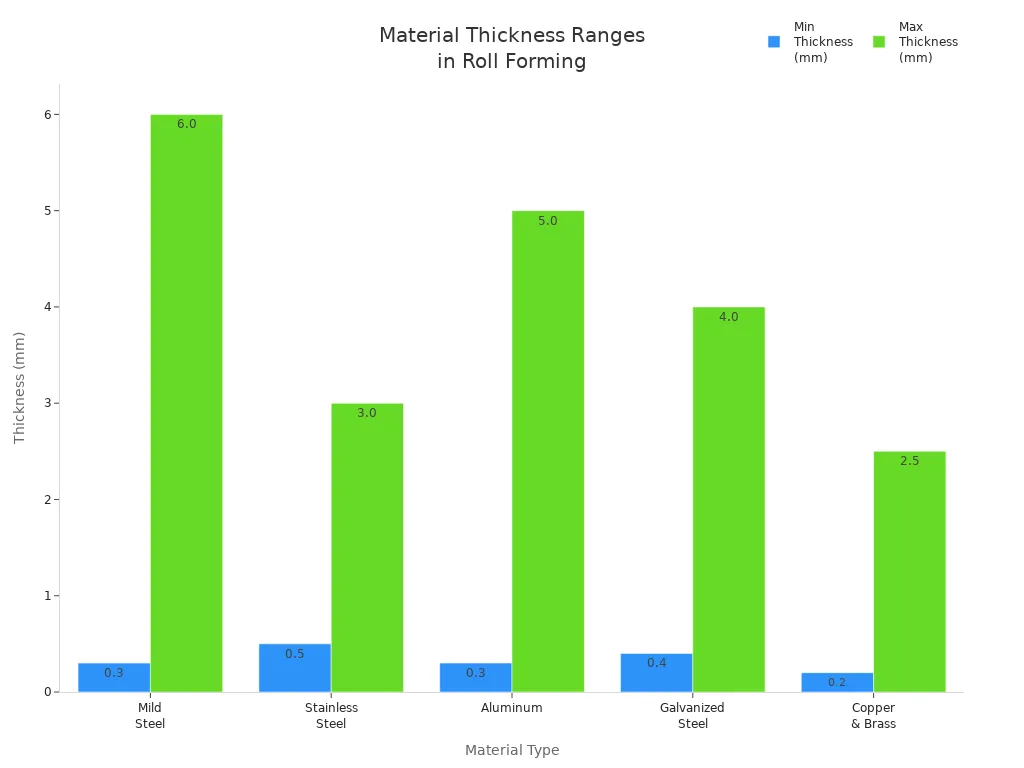
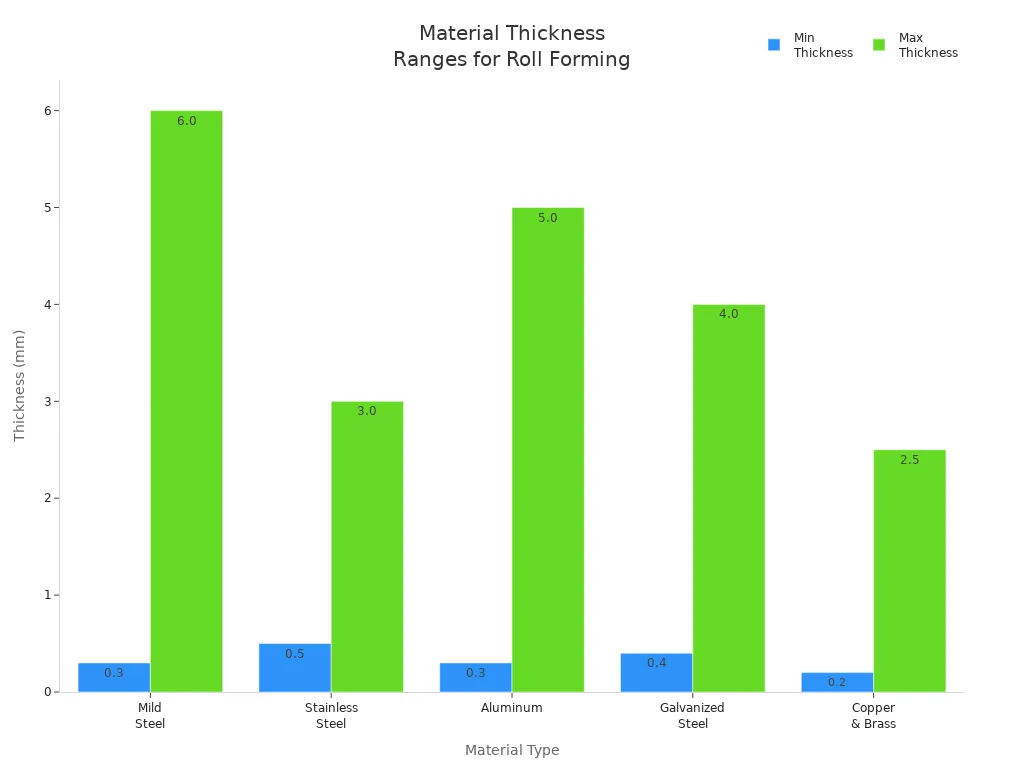
Når du bruger rulleformning, vil du se materialetykkelser fra 0,2 mm til 10 mm. Tykkelsen afhænger af, hvad du laver. Hvert materiale har den bedste tykkelse til rulleformning. Du kan tjekke tabellen nedenfor for nogle almindelige eksempler:
Materiale Type |
Anbefalet tykkelsesområde (mm) |
Bedst Ansøgninger |
Blødt stål |
0,3 – 6,0 |
Konstruktionsdele, tagplader |
Rustfrit stål |
0,5 – 3,0 |
Biler, fly, medicinske værktøjer |
Aluminium |
0,3 – 5,0 |
Lette strukturer, HVAC, indkapslinger |
Galvaniseret stål |
0,4 – 4,0 |
Rustsikre rammer, bygningsdele |
Kobber & Messing |
0,2 – 2,5 |
Elektriske dele, trim til dekoration |
Det er meget vigtigt at vælge den rigtige materialetykkelse for opsætning af rulleformningsmaskine. Du skal matche rulleskaftets størrelse, hvor kompleks formen er og skærekraften til dit materiale. BMS Machinery hjælper dig med at vælge den bedste løsning til enhver rulledannende materialetykkelse. På denne måde får du de bedste formningsresultater hver gang.
Nøgle takeaways
Vælg den korrekte materialetykkelse til rulleformning. Dette hjælper dig med at få bedre resultater og får maskinen til at holde længere. Skift indstillingerne for din rulleformningsmaskine, når materialetykkelsen ændres. Dette stopper fejl og holder produktet godt. Tykkere materialer kræver mere kraft og omhyggeligt arbejde. Kontroller altid maskinens indstillinger, før du starter. Brug BMS Machinery til maskiner, du kan stole på. De arbejder med mange tykkelser og giver eksperthjælp. Se produktionshastigheden baseret på materialetykkelsen. Dette holder tingene hurtigt, men også god kvalitet.
Tykkelsesområde for rulledannende materiale
Standardtykkelser i industrien
Materialetykkelse er meget vigtig ved valseformning. Hver maskine fungerer bedst med bestemte tykkelser. Hvis du vælger den rigtige tykkelse, er dine resultater bedre. Din maskine holder også længere. Industrien inddeler maskiner i grupper efter tykkelse. Du kan se i tabellen nedenfor for at se disse grupper:
Maskintype |
Tykkelsesområde |
Tyndmålermaskiner |
0,2 mm til 0,5 mm |
Standard tag- og beklædningsmaskiner |
0,3 mm til 0,8 mm |
Medium gauge maskiner |
0,8 mm til 2,0 mm |
Strukturelle profilmaskiner |
1,5 mm til 3,5 mm |
Tunge strukturelle rulleformningsmaskiner |
3 mm til 6 mm eller mere |
Denne tabel hjælper dig med at vælge den rigtige maskine til dit job. Tynde maskiner er gode til lette dele. Tunge strukturelle maskiner bruges til tykt stål og stærke rammer.
Tip: Kontroller altid tykkelsesområdet for dit materiale, før du starter. Dette hjælper dig med at stoppe maskinproblemer og dårlig produktkvalitet.
Nedenstående skema viser den mindste og største tykkelse for hver maskintype:
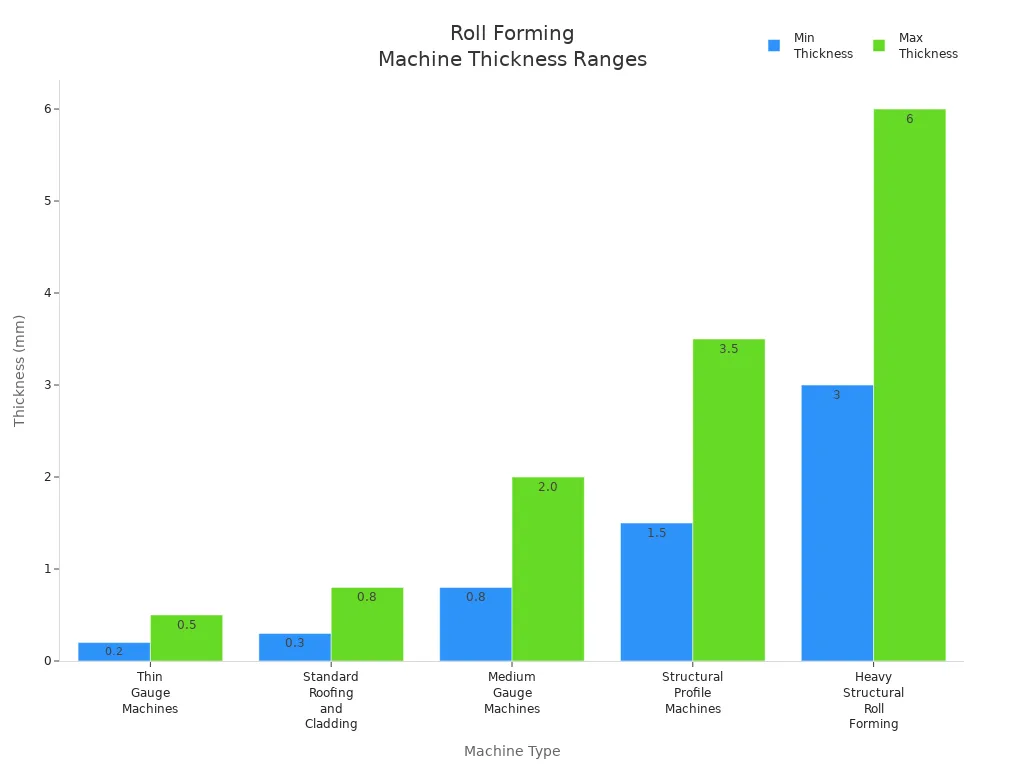
Rulleformning kan bruge mange tykkelser. De fleste projekter bruger tykkelser fra 0,2 mm til 6 mm. Dette fungerer til bygning, biler og fabrikker.
BMS maskinkapacitet
Når du vælger en rulleformningsmaskine, vil du gerne vide, hvilken tykkelse den kan bruge. BMS Machinery laver maskiner til mange tykkelser. Du kan stole på BMS Machinery til tynde plader eller tykke profiler.
Her er en hurtig tabel over tykkelserne BMS Machinery understøtter:
PRODUKTKATEGORI |
MATIRAL TYKKELSE |
Dobbeltlags tagrulleformningsmaskine |
0,3-0,8 mm |
C/U/Z/M/L purlin maskiner |
1-3 mm / heavy duty: 3-6 mm |
Floor Deck Machine |
0,8-1,5 mm / heavy duty: 1,5-2,5 mm |
Rulleformemaskine til tegltag |
0,4-0,8 mm |
Unistrut rulleformemaskine |
1,5-2,5 mm |
Tag og væg caldding panel maskine |
0,2-0,8 mm |
Stud og spor, gipsvægs skillevægsmaskine |
0,3-1,0 mm |
Lang Længde Slitter & Folder |
1,0 mm (maksimum) |
Bukkemaskine |
1,2 mm (maksimum) |
Denne serie er god til tagdækning, vægpaneler og lette strukturer. Du kan bruge BMS Machinery til stål, aluminium og andre metaller. Maskinerne holder sig præcise og holder god kvalitet, selvom du skifter tykkelse.
BMS Machinery bruger ny teknologi til fantastiske resultater. Du får glat arbejde, mindre spild og stærke produkter. Har du brug for noget særligt, kan BMS Machinery lave en maskine lige til din tykkelse.
Bemærk: Du kan altid bede BMS Machinery om hjælp til at vælge den rigtige maskine. Deres eksperter hjælper dig med at matche dit projekt til det bedste udstyr.
Hvis du kender standardtykkelserne og hvad BMS Machinery kan, kan du træffe smarte valg til din fabrik. Dette hjælper dig med at få den bedste kvalitet og ydeevne hver gang.
Indvirkning af materialetykkelse på rulleformning
Maskinbelastning og ydeevne
Det er vigtigt at vide hvordan materialetykkelsen påvirker din rulleformningsmaskine . Tykkere materialer har brug for stærkere værktøjer og flere trin til at forme dem. Tynde materialer kan blive beskadiget, hvis du ikke håndterer dem forsigtigt. Den strøm, din maskine bruger, ændres med tykkelsen. Tunge materialer har brug for mere strøm og kan slide din maskine hurtigere, hvis du ikke indstiller den rigtigt. Tynde materialer bevæger sig hurtigere gennem maskinen, men tykke sænker tingene. Du skal også være opmærksom på rystelser og dele, der ikke er på linje. Disse problemer kan gøre dine produkter mindre nøjagtige og forårsage fejl.
Aspekt |
Forklaring |
Værktøjsjusteringer |
Tykkere materialer har brug for stærkere værktøjer og flere trin, mens tynde materialer kræver skånsom håndtering. |
Krav til maskinkraft |
Tungere materialer bruger mere strøm og kan slide maskinen op, hvis den ikke er indstillet rigtigt. |
Produktionshastighed |
Tynde materialer går hurtigere, fordi de har brug for mindre kraft, men tykke materialer bremser tingene. |
Maskinslid |
At forme tykke materialer slider maskinen hurtigere, så du har brug for stærke dele og regelmæssige kontroller. |
Vibration og justering |
Mere kraft fra tykke materialer kan få maskinen til at ryste og ødelægge formen. |
Tip: Altid tjek dine maskinindstillinger, før du starter. Dette hjælper dig med at stoppe problemer fra materialetykkelse.
Profilnøjagtighed og kvalitet
Materialetykkelse er vigtig for at få former til den rigtige størrelse. Tykke materialer ændrer, hvordan metallet bøjes og strækkes. Du kan muligvis se den forkerte størrelse, bølgede kanter eller kurver i den lange retning. Hvor meget pladen strækker sig afhænger af tykkelse, styrke og form. Hvis du vælger den forkerte tykkelse, kan dine dele muligvis ikke passe eller fungere rigtigt. Du skal være opmærksom for at få de bedste former.
Du kan lave bedre dele ved at vælge den rigtige tykkelse. Undersøgelser viser, at tykke plader har færre fejl. For eksempel en 3 mm DP600-plade bøjet mindre end en 2 mm-plade. Tykke materialer revner også mindre i kanterne. DP980 ved 2 mm revnede 20 % mere end tykkere plader. Du får bedre dele og færre fejl, når du tilpasser tykkelsen til dine behov.
Produktionshastighed
Materialetykkelsen ændrer, hvor hurtigt din rulleformningsmaskine arbejder. Tynde materialer bevæger sig hurtigt, fordi de har brug for mindre kraft. Tykke materialer bremser maskinen, fordi de har brug for flere trin og kraft. Du skal balancere hastighed og lave gode dele. Hvis du kører for hurtigt med tykke materialer, kan du knække din maskine og miste nøjagtigheden. Indstil altid din hastighed til den tykkelse, du bruger for at holde tingene sikre og fungere godt.
Anbefalet tykkelse for forskellige materialer
Retningslinjer for ståltykkelse
Når du arbejder med stål i valseformning, skal du vælge den rigtige materialetykkelse til dit projekt. Stål er stærkt og kan bruges til mange ting. Du vil se forskellige tykkelser til forskellige job. Tabellen nedenfor viser almindelige tykkelsesintervaller, og hvor du kan bruge dem:
Tykkelsesområde |
Almindelige applikationer |
1,5 mm – 12 mm |
Strukturelle kanaler og bjælker |
1,5 mm – 6 mm |
Kraftige riller |
2,5 mm – 4 mm |
Autoværn og motorvejsafspærringer |
1,5 mm – 6 mm |
Stålrammer |
1,5 mm – 3,5 mm |
Opbevaringsreoler og industristøtter |
2 mm – 6 mm |
Komponenter til landbrugsudstyr |
3 mm – 12 mm |
Trailer og chassis dele |
Hvis du vil lave stærke dele som bjælker eller autoværn, bør du bruge tykkere stål. Til lettere dele kan du bruge tyndere stål. Kontroller altid tykkelsen af det rulledannende materiale, før du starter. Dette hjælper dig med at få de bedste resultater og holder din maskine sikker.
Tip: Tykkere stål kræver mere kraft og stærkere maskiner. Sørg for, at din rulleformningsmaskine matcher den materialetykkelse, du planlægger at bruge.
Retningslinjer for tykkelse af aluminium
Aluminium er lettere end stål. Du bruger den ofte til dele, der skal være lette, men stadig stærke. Ved valseformning ser man normalt aluminium med en materialetykkelse fra 0,3 mm til 5 mm. Tyndt aluminium fungerer godt til HVAC-kanaler, kabinetter og paneler. Tykkere aluminium er godt til rammer og understøtninger.
Brug 0,3 mm til 1 mm til lette dæksler og paneler.
Brug 1 mm til 3 mm til strukturelle dele og rammer.
Brug op til 5 mm til tunge opgaver.
Aluminium bøjes let, så du skal indstille din rulleformningsmaskine omhyggeligt. Kontroller altid materialetykkelsen for at undgå revner eller bøjninger, der er for skarpe.
Andre materialer
Du kan også bruge andre metaller til rulleformning, såsom kobber, messing og rustfrit stål. Hvert materiale har sin egen bedste tykkelse. Til kobber og messing bruger man ofte 0,2 mm til 2,5 mm. Disse metaller er bløde og bruges til trimning, dekoration eller elektriske dele. Rustfrit stål er hårdere og fungerer bedst med 0,5 mm til 3 mm tykkelse. Du ser det i medicinske værktøjer, bildele og fødevareudstyr.
Bemærk: Tilpas altid din rulleformningsmaskine til materialets tykkelse og type. Dette hjælper dig med at få glatte former og produkter af høj kvalitet.
At vælge den rigtige materialetykkelse for hvert metal hjælper dig med at få de bedste resultater rulleformning . Du vil lave stærke, nøjagtige og sikre dele hver gang.
Juster rulleformningsmaskiner til materialetykkelse
Når du arbejder med valseformning, skal du tilpasse valseformemaskiner til hver materialetykkelse. Disse justeringer hjælper dig med at få den bedste form, undgå maskinskader og holde dine produkter af høj kvalitet. Du bliver nødt til at ændre indstillingerne for rulleafstand, tryk, værktøj og kalibrering. Lad os se på hvert trin.
Rullefrihed og tryk
Du skal indstille det rigtige mellemrum mellem valserne for hver materialetykkelse. Hvis du ikke gør det, kan du knuse tynde plader eller lade tykke plader stå løst. Her er, hvordan du kan justere rulleafstand og tryk:
Mål din materialetykkelse. Hvis tykkelsen ændres mere end ±0,2 mm, justeres rullespalten.
Indstil rullespalten til materialetykkelsen plus ca. 0,05 mm. Denne lille plads hjælper arket med at bevæge sig jævnt.
For tykkere materialer skal du øge mellemrummet lidt og sænke formningshastigheden. Dette forhindrer, at arket sidder fast eller beskadiges.
For tyndere materialer skal du gøre mellemrummet en smule mindre og øge strimmelspændingen. Dette forhindrer arket i at krølle eller glide.
Hvis din maskine har automatiske indstillinger, skal du indtaste materialetykkelsen på berøringsskærmen. Maskinen vil justere mellemrummet for dig.
Tip: Kontroller altid rulletrykket. For meget tryk kan fortynde metallet eller forårsage revner. For lidt tryk kan få profilen til at miste sin form.
Værktøjs- og matricejusteringer
Du skal også justere værktøj og matricer, når du ændrer materialetykkelse. Disse dele former metallet, når det bevæger sig gennem rulleformningsmaskinen. Her er nogle trin, du bør følge:
Tjek for ændringer i materialetykkelse, der går ud over normale grænser. Selv små ændringer kan påvirke den endelige form.
Se på materialets egenskaber. Hårdere eller blødere metaller har brug for forskellige værktøjsindstillinger for hver bøjning.
Balancer behovet for god kvalitet med produktionshastigheden. Nogle gange skal du sætte farten ned for at få bedre resultater.
Du kan bruge denne tabel til at guide dine justeringer:
Ændringsaspekt |
Beskrivelse |
Kalibrering |
Indstil både lodret og vandret afstand. Sørg for, at hvert pass er på linje med det næste. |
Lodret værktøjsafstand |
Juster det øverste værktøj til det tykkeste materiale. Brug en følemåler til at kontrollere, om der er et lille træk. |
Pass-to-Pass-justering |
Kontroller, at hvert værktøjspass er på linje. Mellemrum bør ikke være mere end 0,010 tommer for de bedste resultater. |
Ændringer i materialetykkelse kan stable op og gøre tværsnittet til den forkerte størrelse.
Du skal holde dine materialespecifikationer de samme for at undgå ekstra skrot og værktøjsændringer.
Rulleformning bruger faste vinkler, så du skal justere omhyggeligt for hver ny tykkelse.
Kalibreringsprocedurer
Kalibrering holder din rulleformningsmaskine i gang. Du skal kontrollere og indstille maskinen, hver gang du ændrer materialetykkelse. Her er en trin-for-trin guide:
Indstil mellemrummet mellem de øvre og nedre ruller til 1,0 til 1,05 gange materialetykkelsen. Hvis mellemrummet er for stramt, vil du tynde metallet ud. Hvis den er for løs, holder profilen ikke formen.
Hvis du skifter til et hårdere materiale, som højstyrkestål, skal du øge nedtrykket og stramme siderullerne. Dette hjælper med at holde formen.
Indsæt et ark med kendt tykkelse mellem rullerne. Juster den øverste rulle, indtil du når det rigtige mellemrum. Gentag dette med forskellige tykkelser for at kontrollere nøjagtigheden.
Brug en ligekant eller et måleværktøj til at kontrollere, at de øvre og nedre ruller er parallelle. Juster monteringer eller shims om nødvendigt.
Drej rullerne med hånden for at kontrollere for glidning. Hvis rullerne glider, skal du justere spændingen eller bruge en skridsikker blanding.
Bemærk: Overvej altid typen og tykkelsen af dit materiale, når du opsætter maskinen. Nogle metaller har brug for mere tryk eller ekstra smøring.
Du bør kontrollere kalibrering under opsætning og regelmæssig vedligeholdelse. Dette holder stripsporing nøjagtig og stopper profilforvrængning. Når du justerer valseformemaskiner til hver materialetykkelse, får du bedre resultater og længere levetid for maskinen.
Almindelige problemer med forkert materialetykkelse
Fejl og kvalitetsproblemer
Bruger du den forkerte materialetykkelse, kan du få mange problemer. Disse problemer kan få dine færdige dele til at se dårlige ud eller ikke fungere rigtigt. Nogle problemer opstår, når materialet er for tykt eller for tyndt til din maskine. Du kan muligvis se revner, rynker eller former, der ikke er korrekte. Tabellen nedenfor viser nogle almindelige problemer, hvorfor de opstår, og hvordan de løses:
Problem |
Årsag |
Løsning |
Kant revner |
Formningstryk for højt til materialetykkelse |
Reducer formningstrykket, brug flere formningspas |
Spring-back-udgaver |
Tynde materialer bøjer ud over tolerance |
Juster rulleafstand, tilføj ekstra støtteruller |
Overflade rynker |
Utilstrækkelig støtte til tynde materialer |
Øg rullekontakten, juster formningshastigheden |
Overdreven rulleslid |
Tykt materiale genererer for meget friktion |
Øg smøringen, brug hærdede stålruller |
Forkerte profildimensioner |
Materiale for tykt eller for tyndt til maskinindstillinger |
Juster rullefrigangen, genkalibrer formningspassager |
Det skal du altid tjek materialetykkelsen inden du starter. Dette hjælper dig med at stoppe problemer og holder dine dele gode.
Maskinslitage og skader
Brug af den forkerte materialetykkelse kan skade din rulleformningsmaskine. Hvis du bruger tykt materiale, har maskinen brug for mere kraft for at forme det. Dette kan gøre at rullerne og andre dele slides hurtigere. Hvis du bruger tyndt materiale, kan rullerne muligvis ikke holde det godt. Dette kan få arket til at glide eller enderne til at blusse ud.
For meget formningskraft er et stort problem i valseformningsmaskiner. Hvis kraften er højere end hvad maskinen er lavet til, kan det gå galt. Maskinen kan blive beskadiget, og delene kan komme forkert ud. Du kan også have flere fejl og spild.
Det skal du indstil mellemrummet mellem rullerne for hver materialetykkelse. Hvis du ikke gør det, vil du muligvis se ekstra bøjninger eller udbrud i dine dele. Indstilling af maskinen rigtigt holder den sikker og gør dine dele bedre.
Løsninger til fejlfinding
Du kan løse mange problemer ved at tjekke din rulleformningsopsætning. Hvis du ser fejl eller maskinslid, så prøv disse trin:
Tjek, om rullerne er på linje, og hold øje med materialetykkelsen.
Skift rulletrykket, så det passer til materialet.
Sørg for at bruge nok olie eller fedt til glat arbejde.
Se ofte på din maskine for at finde problemer tidligt.
Tabellen nedenfor giver dig en hurtig guide til at løse problemer:
Spørgsmål |
Mulige årsager |
Løsning |
Ukorrekt Materiale tykkelse |
Fejljusterede ruller, inkonsekvent materialetykkelse |
Kontroller rullejusteringen, overvåg materialetykkelsen, juster rulletrykket |
Hvis du følger disse trin, vil din rulleformningsmaskine fungere bedre. Tilpas altid materialetykkelsen til dine maskinindstillinger. Dette hjælper dig med at lave gode dele og holder din maskine sikker.
Bedste praksis for tynde og tykke materialer
Håndtering af tynde materialer
Du skal være særlig forsigtig, når du arbejder med tynde materialer i rulleformning. Tynde ark kan rynke, rive eller glide, hvis du ikke indstiller din maskine på den rigtige måde. Her er nogle bedste fremgangsmåder, du bør følge:
Træn dine operatører godt . De skal vide, hvordan man kører og vedligeholder maskinen.
Smør værktøjet ofte. Dette reducerer friktionen og hjælper værktøjerne til at holde længere.
Brug procesoptimering til at gøre produktionen jævn og reducere nedetiden.
Anvend ideer til lean manufacturing. Dette hjælper dig med at bruge mindre materiale og opsætte hurtigere.
Invester i avanceret teknologi. Nye maskiner kan håndtere tynde plader bedre og lave færre fejl.
Hvis du følger disse trin, vil du forhindre defekter og holde din rulleformningslinje kørende.
Behandling af tykke materialer
Tykke materialer kræver stærke maskiner og omhyggelig planlægning. Du skal tænke over mange ting, før du begynder at rulle tykke plader:
Kontroller materialetykkelsen. Tykkere plader har brug for større maskiner og stærkere skafter.
Se på typen af materiale. Blødere metaller kan have brug for færre bøjninger.
Tænk på udbyttestyrken . Stærkere metaller kræver forskellige maskinindstillinger.
Hold øje med forlængelsen. Hvis metallet strækker sig mere, kan det være nødvendigt at bremse maskinen ned.
Tæl antallet af bøjninger. Flere bøjninger betyder, at du har brug for flere stationer.
Mål den samlede grad af bøjninger. Dette påvirker størrelsen af maskinen og motoren.
Tjek sektionens højde og bredde. Større dele har brug for større aksler.
Beslut om du vil skære eller slå huller før eller efter formning. Nogle former fungerer bedre med efterskæring eller efterstansning.
Du skal matche din maskine til jobbet. Dette holder dine produkter stærke og din maskine sikker.
BMS Maskinoptimeringsstrategier
BMS Machinery giver dig værktøj og støtte til at håndtere enhver valseformende materialetykkelse. Du kan bruge deres maskiner til både tynde og tykke materialer. Her er nogle måder, hvorpå BMS Machinery hjælper dig:
Du får maskiner med automatisk justering for forskellig materialetykkelse.
Du kan bede om tilpassede maskiner til specielle projekter.
Du får træning og støtte fra eksperter.
Du bruger avanceret teknologi, der reducerer spild og forbedrer kvaliteten.
Med BMS Machinery kan du stole på, at din rulleformningsproces er jævn og effektiv. Du vil lave dele af høj kvalitet hver gang.
Hastighed og affaldsoptimering efter tykkelse
Afbalancerer hastighed og kvalitet
Du vil gerne lave så mange dele som muligt, men du vil også have, at hver del ser ud og fungerer rigtigt. Når du bruger rulleformning, skal du finde den bedste hastighed for din linje . Hvis du kører din maskine for hurtigt, kan du se problemer som snoede paneler, bølgede kanter eller snit, der ikke er lige. Disse problemer kan forringe kvaliteten af dit færdige produkt.
Her er nogle ting, du skal huske, når du indstiller din rulleformningshastighed:
Høj hastighed kan hjælpe dig med at lave flere dele, men det kan også forårsage flere fejl.
Hvis du kører for hurtigt, kan din maskine ryste eller vibrere, hvilket kan skade dit produkts form.
De fleste rulleformningslinjer arbejder med hastigheder mellem 10 og 50 meter i minuttet.
Hvis du ser defekter som bue eller snoning, skal du bremse linjen for at forbedre nøjagtigheden.
Tjek altid dine dele, når de kommer ud. Hvis du ser problemer, skal du justere hastigheden, indtil du får de bedste resultater.
Tip: Den rigtige hastighed afhænger af din materialetykkelse og den form du vil lave. Tykkere materialer har ofte brug for langsommere hastigheder for at holde formen korrekt.
Reduktion af materialespild
Du kan spare penge og hjælpe miljøet ved at bruge mindre materiale i din rulleformningsproces. Spild sker ofte, når du bruger de forkerte indstillinger eller ikke tilpasser din maskine til den rulledannende materialetykkelse. Du kan følge disse trin for at reducere spild:
Mål din materialetykkelse, før du starter. Dette hjælper dig med at indstille rullerne og trykket korrekt.
Brug maskiner, der tillader dig ændre indstillinger hurtigt . Dette hjælper dig med at skifte mellem job med mindre skrot.
Træn dit hold til at opdage fejl tidligt. Hvis du fanger problemer hurtigt, kan du stoppe spild, før det vokser.
Hold dit værktøj skarpt og din maskine ren. Sløve værktøj og snavsede ruller kan forårsage dårlige former og ekstra skrot.
Planlæg dine snit og bøjninger for at bruge så meget af arket som muligt.
Når du er opmærksom på både hastighed og spild, får du flere gode dele og bruger mindre på materialer. Du hjælper også din rulleformningsmaskine med at holde længere og arbejde bedre.
BMS Machinery lader dig ændre rullespalten til forskellige tykkelser. Deres maskiner er stærke og hjælper dig med at lave gode dele. Hvis du ønsker mere hjælp, så se på skemaet nedenfor eller spørg BMS Machinery til råds.
For mere hjælp, tjek bedste praksis eller tal med BMS Machinery for at få svar lavet til dig.
FAQ
Hvad sker der, hvis du bruger den forkerte materialetykkelse ved valseformning?
Du kan få revner, bølger eller former, der ikke er rigtige. Maskinen kan også slides hurtigere. Kontroller altid tykkelsen, før du begynder for at undgå disse problemer.
Hvordan ændrer man en rulleformningsmaskine til forskellige tykkelser?
Juster rullespalten, så den passer til dit materiale. Brug maskinens knapper eller manuelle indstillinger. Kontroller trykket og justeringen. Test først med et prøveark.
Kan én rulleformningsmaskine arbejde med både tynde og tykke materialer?
Nogle maskiner kan håndtere en række tykkelser. Du skal se på maskinens specifikationer. BMS Machinery har modeller med justerbare indstillinger til forskellige tykkelser.
Hvorfor ændres materialetykkelsen, hvor hurtigt du kan producere?
Tykkere materialer har brug for mere kraft og går langsommere gennem maskinen. Tynde materialer bevæger sig hurtigere. Du skal finde den rigtige balance mellem hastighed og kvalitet for de bedste resultater.



































