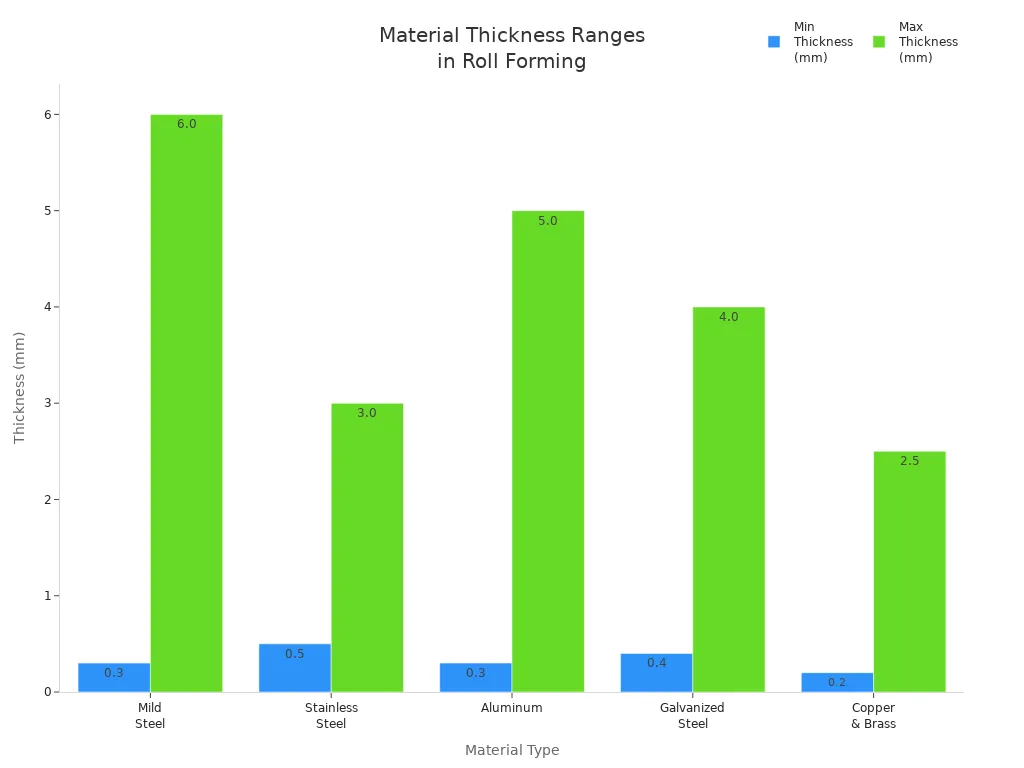
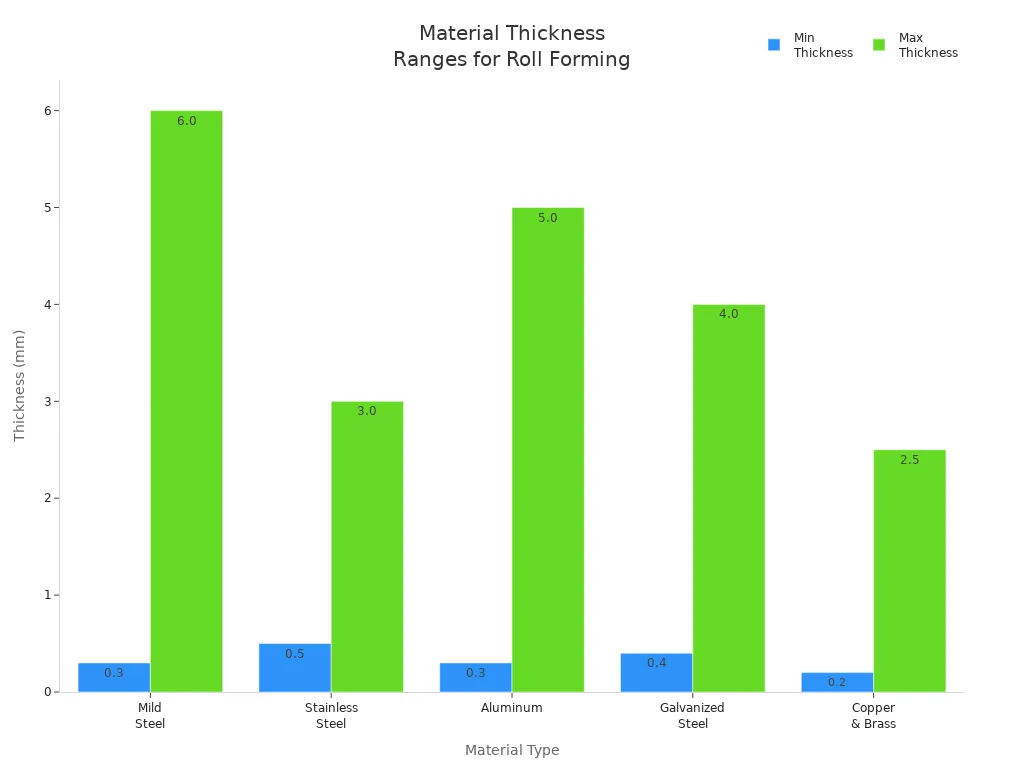
Quando utilizzi la profilatura a rulli, vedrai spessori del materiale da 0,2 mm a 10 mm. Lo spessore dipende da cosa stai facendo. Ogni materiale ha lo spessore migliore per la profilatura. Puoi controllare la tabella qui sotto per alcuni esempi comuni:
Tipo materiale |
Intervallo di spessore consigliato (mm) |
Migliore Applicazioni |
Acciaio dolce |
0,3 – 6,0 |
Parti strutturali, lastre di copertura |
Acciaio inossidabile |
0,5 – 3,0 |
Automobili, aerei, strumenti medici |
Alluminio |
0,3 – 5,0 |
Strutture leggere, HVAC, involucri |
Acciaio zincato |
0,4 – 4,0 |
Telai, parti edili antiruggine |
Rame e ottone |
0,2 – 2,5 |
Parti elettriche, finiture per la decorazione |
Scegliere il giusto spessore del materiale è molto importante per la configurazione della macchina per la profilatura. È necessario abbinare la dimensione dell'albero del rullo, la complessità della forma e la forza di taglio al materiale. BMS Machinery ti aiuta a scegliere la soluzione migliore per qualsiasi spessore del materiale di profilatura. In questo modo ottieni ogni volta i migliori risultati di formatura.
Punti chiave
Gamma di spessori del materiale per la profilatura a rulli
Spessori standard nel settore
Lo spessore del materiale è molto importante nella profilatura. Ogni macchina funziona meglio con determinati spessori. Se scegli lo spessore giusto, i risultati saranno migliori. La tua macchina durerà anche più a lungo. L'industria classifica le macchine in gruppi in base allo spessore. Puoi consultare la tabella seguente per vedere questi gruppi:
Tipo di macchina |
Intervallo di spessore |
Macchine a scartamento sottile |
Da 0,2 mm a 0,5 mm |
Macchine standard per coperture e rivestimenti |
da 0,3 mm a 0,8 mm |
Macchine a scartamento medio |
Da 0,8 mm a 2,0 mm |
Macchine per profili strutturali |
Da 1,5 mm a 3,5 mm |
Macchine per la profilatura di rulli strutturali pesanti |
Da 3 mm a 6 mm o più |
Questa tabella ti aiuta a scegliere la macchina giusta per il tuo lavoro. Le macchine a spessore sottile sono adatte per le parti leggere. Le macchine strutturali pesanti vengono utilizzate per acciaio spesso e telai robusti.
Suggerimento: controlla sempre l'intervallo di spessore del tuo materiale prima di iniziare. Questo ti aiuta a risolvere i problemi della macchina e la cattiva qualità del prodotto.
La tabella seguente mostra lo spessore minimo e massimo per ciascun tipo di macchina:
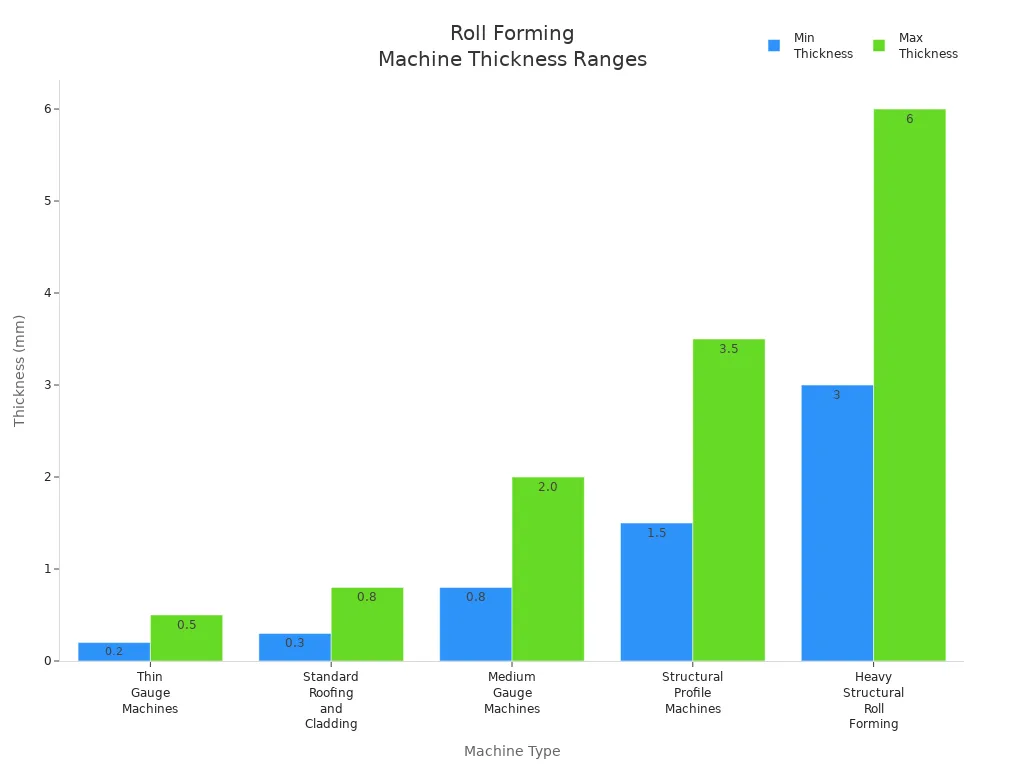
La formatura a rullo può utilizzare molti spessori. La maggior parte dei progetti utilizza spessori da 0,2 mm a 6 mm. Questo funziona per l'edilizia, le automobili e le fabbriche.
Capacità dei macchinari BMS
Quando scegli una macchina per profilatura, vuoi sapere quale spessore può utilizzare. BMS Machinery realizza macchine per molti spessori. Puoi fidarti di BMS Machinery per lamiere sottili o profili spessi.
Ecco una rapida tabella degli spessori supportati da BMS Machinery:
CATEGORIA DI PRODOTTO |
SPESSORE MATRIALE |
Macchina per la formatura di rotoli per tetti a doppio strato |
0,3-0,8 mm |
Macchine per arcarecci C/U/Z/M/L |
1-3 mm/impiego pesante: 3-6 mm |
Macchina da pavimento |
0,8-1,5 mm/impiego pesante: 1,5-2,5 mm |
Macchina per la formatura di rotoli per tetti in tegole |
0,4-0,8 mm |
Macchina per la formatura di rulli Unistrut |
1,5-2,5 mm |
Macchina per la caldatura di pannelli per tetti e pareti |
0,2-0,8 mm |
Perno e binario, macchina per partizioni in cartongesso |
0,3-1,0 mm |
Taglierina e piegatrice di lunga lunghezza |
1,0 mm (massimo) |
Macchina piegatubi |
1,2 mm (massimo) |
Questa gamma è adatta per coperture, pannelli murali e strutture leggere. Puoi utilizzare BMS Machinery per acciaio, alluminio e altri metalli. Le macchine rimangono precise e mantengono una buona qualità, anche se si cambiano gli spessori.
BMS Machinery utilizza la nuova tecnologia per ottenere grandi risultati. Ottieni un lavoro fluido, meno sprechi e prodotti resistenti. Se hai bisogno di qualcosa di speciale, BMS Machinery può realizzare una macchina adatta al tuo spessore.
Nota: puoi sempre chiedere aiuto a BMS Machinery per scegliere la macchina giusta. I loro esperti ti aiuteranno ad abbinare il tuo progetto alla migliore attrezzatura.
Se conosci gli spessori standard e cosa può fare BMS Machinery, puoi fare scelte intelligenti per la tua fabbrica. Questo ti aiuta a ottenere sempre la migliore qualità e prestazioni.
Impatto dello spessore del materiale sulla profilatura
Carico e prestazioni della macchina
È importante sapere come lo spessore del materiale influisce sulla macchina per profilatura . I materiali più spessi necessitano di strumenti più resistenti e di più passaggi per modellarli. I materiali sottili possono danneggiarsi se non vengono maneggiati con attenzione. La potenza utilizzata dalla macchina cambia con lo spessore. I materiali pesanti richiedono più potenza e possono consumare la macchina più velocemente se non la imposti correttamente. I materiali sottili si muovono attraverso la macchina più velocemente, ma quelli spessi rallentano. È inoltre necessario prestare attenzione alle vibrazioni e alle parti che non si allineano. Questi problemi possono rendere i tuoi prodotti meno accurati e causare errori.
Aspetto |
Spiegazione |
Regolazioni degli strumenti |
I materiali più spessi richiedono strumenti più resistenti e più passaggi, mentre i materiali sottili richiedono una manipolazione delicata. |
Requisiti di alimentazione della macchina |
I materiali più pesanti consumano più energia e possono usurare la macchina se non impostati correttamente. |
Velocità di produzione |
I materiali sottili vanno più veloci perché necessitano di meno forza, ma i materiali spessi rallentano le cose. |
Usura della macchina |
La modellatura di materiali spessi usura la macchina più velocemente, quindi sono necessarie parti resistenti e controlli regolari. |
Vibrazioni e allineamento |
Una forza maggiore esercitata da materiali spessi può far tremare la macchina e rovinarne la forma. |
Suggerimento: sempre controlla le impostazioni della macchina prima di iniziare. Questo ti aiuta a risolvere i problemi legati allo spessore del materiale.
Precisione e qualità del profilo
Lo spessore del materiale è importante per creare forme della giusta dimensione. I materiali spessi cambiano il modo in cui il metallo si piega e si allunga. Potresti vedere la dimensione sbagliata, bordi ondulati o curve nella direzione lunga. L'allungamento del foglio dipende dallo spessore, dalla resistenza e dalla forma. Se scegli lo spessore sbagliato, le tue parti potrebbero non adattarsi o non funzionare correttamente. È necessario prestare attenzione per ottenere le forme migliori.
Puoi realizzare parti migliori scegliendo lo spessore giusto. Gli studi dimostrano che i fogli spessi presentano meno errori. Ad esempio, una lamiera DP600 da 3 mm si è piegata meno di una lamiera da 2 mm. I materiali spessi inoltre si rompono meno sui bordi. DP980 a 2 mm fessurato il 20% in più rispetto alle lastre più spesse. Ottieni parti migliori e meno errori quando abbini lo spessore alle tue esigenze.
Velocità di produzione
Lo spessore del materiale cambia la velocità di funzionamento della macchina per profilatura. I materiali sottili si muovono velocemente perché necessitano di meno forza. I materiali spessi rallentano la macchina perché necessitano di più passi e potenza. Devi bilanciare la velocità e realizzare buone parti. Se vai troppo veloce con materiali spessi, puoi rompere la macchina e perdere precisione. Imposta sempre la velocità in base allo spessore che usi per mantenere le cose al sicuro e funzionare bene.
Spessore consigliato per diversi materiali
Linee guida sullo spessore dell'acciaio
Quando lavori con l'acciaio nella profilatura, devi scegliere lo spessore del materiale giusto per il tuo progetto. L'acciaio è resistente e può essere utilizzato per molte cose. Vedrai spessori diversi per lavori diversi. La tabella seguente mostra gli intervalli di spessore comuni e dove potresti utilizzarli:
Intervallo di spessore |
Applicazioni comuni |
1,5 mm – 12 mm |
Canali e travi strutturali |
1,5 mm – 6 mm |
Arcarecci di grosso spessore |
2,5 mm – 4 mm |
Guardrail e barriere autostradali |
1,5 mm – 6 mm |
Telai in acciaio |
1,5 mm – 3,5 mm |
Scaffalature per stoccaggio e supporti industriali |
2 mm – 6 mm |
Componenti per attrezzature agricole |
3 mm – 12 mm |
Parti del rimorchio e del telaio |
Se vuoi realizzare parti resistenti come travi o guardrail, dovresti utilizzare acciaio più spesso. Per le parti più leggere, è possibile utilizzare acciaio più sottile. Controllare sempre lo spessore del materiale di profilatura prima di iniziare. Questo ti aiuta a ottenere i migliori risultati e a mantenere la tua macchina al sicuro.
Suggerimento: l'acciaio più spesso richiede più potenza e macchine più resistenti. Assicurati che il tuo La macchina per profilatura a rulli corrisponde allo spessore del materiale che intendi utilizzare.
Linee guida sullo spessore dell'alluminio
L'alluminio è più leggero dell'acciaio. Lo usi spesso per parti che devono essere leggere ma comunque resistenti. Nella profilatura, di solito si vede alluminio con uno spessore del materiale compreso tra 0,3 mm e 5 mm. L'alluminio sottile funziona bene per condotti, involucri e pannelli HVAC. L'alluminio più spesso è adatto per telai e supporti.
Utilizzare da 0,3 mm a 1 mm per coperture e pannelli leggeri.
Utilizzare da 1 mm a 3 mm per parti strutturali e telai.
Utilizzare fino a 5 mm per applicazioni pesanti.
L'alluminio si piega facilmente, quindi è necessario impostare con attenzione la macchina per la profilatura. Controllare sempre lo spessore del materiale per evitare crepe o piegature troppo marcate.
Altri materiali
Puoi anche utilizzare altri metalli nella profilatura, come rame, ottone e acciaio inossidabile. Ogni materiale ha il suo spessore migliore. Per il rame e l'ottone si usano spesso da 0,2 mm a 2,5 mm. Questi metalli sono morbidi e utilizzati per finiture, decorazioni o parti elettriche. L'acciaio inossidabile è più duro e funziona meglio con uno spessore compreso tra 0,5 mm e 3 mm. Lo vedi negli strumenti medici, nelle parti di automobili e nelle attrezzature alimentari.
Nota: adattare sempre la macchina per profilatura allo spessore e al tipo di materiale. Questo ti aiuta a ottenere forme morbide e prodotti di alta qualità.
Scegliere il giusto spessore del materiale per ciascun metallo ti aiuta a ottenere i migliori risultati formatura a rulli . Realizzerai ogni volta parti resistenti, precise e sicure.
Regolare le macchine per la formatura di rulli in base allo spessore del materiale
Quando si lavora con la profilatura a rulli, è necessario regolare le macchine per profilatura per ogni spessore del materiale. Queste regolazioni ti aiutano a ottenere la forma migliore, evitare danni alla macchina e mantenere l'alta qualità dei tuoi prodotti. Sarà necessario modificare le impostazioni di gioco dei rulli, pressione, attrezzatura e calibrazione. Diamo un'occhiata a ogni passaggio.
Gioco e pressione dei rulli
È necessario impostare la giusta distanza tra i rulli per ogni spessore del materiale. In caso contrario, è possibile schiacciare i fogli sottili o lasciare sciolti quelli spessi. Ecco come regolare il gioco e la pressione dei rulli:
Misura lo spessore del tuo materiale. Se lo spessore cambia più di ±0,2 mm, regolare la distanza tra i rulli.
Impostare la distanza tra i rulli sullo spessore del materiale più circa 0,05 mm. Questo piccolo spazio aiuta il foglio a muoversi agevolmente.
Per materiali più spessi, aumentare leggermente lo spazio e rallentare la velocità di formatura. Ciò evita che il foglio si incastri o si danneggi.
Per i materiali più sottili, ridurre leggermente lo spazio e aumentare la tensione della striscia. Ciò impedisce al foglio di spiegazzarsi o scivolare.
Se la tua macchina dispone di impostazioni automatiche, inserisci lo spessore del materiale sul touch screen. La macchina regolerà lo spazio per te.
Suggerimento: controllare sempre la pressione del rullo. Una pressione eccessiva può assottigliare il metallo o causare crepe. Una pressione insufficiente può far perdere la forma al profilo.
Regolazione degli utensili e degli stampi
È inoltre necessario regolare gli utensili e le matrici quando si cambia lo spessore del materiale. Queste parti modellano il metallo mentre si muove attraverso la macchina per profilatura. Ecco alcuni passaggi che dovresti seguire:
Verificare eventuali modifiche nello spessore del materiale che vanno oltre i limiti normali. Anche piccole modifiche possono influenzare la forma finale.
Osserva le proprietà del materiale. I metalli più duri o più morbidi necessitano di impostazioni di utensili diverse per ciascuna piegatura.
Bilanciare l'esigenza di buona qualità con la velocità di produzione. A volte è necessario rallentare per ottenere risultati migliori.
Puoi utilizzare questa tabella per guidare le tue modifiche:
Aspetto di modifica |
Descrizione |
Calibrazione |
Impostare le distanze sia verticali che orizzontali. Assicurati che ogni passaggio sia allineato con il successivo. |
Spazio verticale dell'utensileria |
Regolare l'utensile superiore per il materiale più spesso. Utilizzare uno spessimetro per verificare la presenza di una leggera resistenza. |
Allineamento passaggio a passaggio |
Controllare che ogni passaggio dell'utensileria sia allineato. Gli spazi non dovrebbero essere superiori a 0,010 pollici per ottenere i migliori risultati. |
Le modifiche nello spessore del materiale possono accumularsi e rendere la sezione trasversale di dimensioni errate.
È necessario mantenere le stesse specifiche del materiale per evitare ulteriori scarti e modifiche agli strumenti.
La profilatura a rullo utilizza angoli fissi, quindi è necessario regolare attentamente per ogni nuovo spessore.
Procedure di calibrazione
La calibrazione garantisce il corretto funzionamento della macchina per profilatura. È necessario controllare e impostare la macchina ogni volta che si cambia lo spessore del materiale. Ecco una guida passo passo:
Impostare lo spazio tra i rulli superiore e inferiore su un valore compreso tra 1,0 e 1,05 volte lo spessore del materiale. Se lo spazio è troppo stretto, assottiglierai il metallo. Se è troppo largo, il profilo non manterrà la sua forma.
Se passi a un materiale più duro, come l'acciaio ad alta resistenza, aumenta la pressione verso il basso e stringi i rulli laterali. Questo aiuta a mantenere la forma.
Inserire tra i rulli un foglio di spessore noto. Regolare il rullo superiore fino a raggiungere lo spazio corretto. Ripetere l'operazione con spessori diversi per verificare la precisione.
Utilizzare una riga o uno strumento di misurazione per verificare che i rulli superiore e inferiore siano paralleli. Se necessario, regolare i supporti o gli spessori.
Girare manualmente i rulli per verificare lo slittamento. Se i rulli scivolano, regolare la tensione o utilizzare un composto antiscivolo.
Nota: considerare sempre il tipo e lo spessore del materiale quando si imposta la macchina. Alcuni metalli necessitano di maggiore pressione o lubrificazione extra.
È necessario controllare la calibrazione durante l'installazione e la manutenzione regolare. Ciò mantiene accurato il tracciamento della striscia e arresta la distorsione del profilo. Quando si regolano le macchine per profilatura per ogni spessore di materiale, si ottengono risultati migliori e una maggiore durata della macchina.
Problemi comuni con spessore del materiale errato
Difetti e problemi di qualità
Se si utilizza lo spessore del materiale sbagliato, si possono verificare molti problemi. Questi problemi possono far sembrare le parti finite scadenti o non funzionare correttamente. Alcuni problemi si verificano quando il materiale è troppo spesso o troppo sottile per la tua macchina. Potresti vedere crepe, rughe o forme non corrette. La tabella seguente mostra alcuni problemi comuni, il motivo per cui si verificano e come risolverli:
Problema |
Causa |
Soluzione |
Rottura dei bordi |
Pressione di formatura troppo elevata per lo spessore del materiale |
Ridurre la pressione di formatura, utilizzare più passaggi di formatura |
Problemi di ritorno elastico |
Materiali sottili che si piegano oltre la tolleranza |
Regolare la distanza dei rulli, aggiungere rulli di supporto aggiuntivi |
Increspature superficiali |
Supporto insufficiente per materiali sottili |
Aumentare il contatto del rullo, regolare la velocità di formatura |
Usura eccessiva dei rulli |
Materiale spesso che genera troppo attrito |
Aumentare la lubrificazione, utilizzare rulli in acciaio temprato |
Dimensioni del profilo errate |
Materiale troppo spesso o troppo sottile per le impostazioni della macchina |
Regolare la distanza dei rulli, ricalibrare i passaggi di formatura |
Dovresti sempre controllare lo spessore del materiale prima di iniziare. Questo ti aiuta a risolvere i problemi e a mantenere le tue parti in buone condizioni.
Usura e danni alla macchina
L'uso dello spessore del materiale sbagliato può danneggiare la macchina profilatrice. Se utilizzi materiale spesso, la macchina avrà bisogno di più forza per modellarlo. Ciò può far sì che i rulli e le altre parti si usurino più rapidamente. Se si utilizza materiale sottile, i rulli potrebbero non trattenerlo bene. Ciò potrebbe far scivolare il foglio o far allargare le estremità.
Una forza di formatura eccessiva è un grosso problema nelle macchine per profilatura. Se la forza è superiore a quella per cui è stata progettata la macchina, le cose possono andare storte. La macchina potrebbe danneggiarsi e le parti potrebbero uscire errate. Potresti anche avere più errori e sprechi.
Devi impostare lo spazio tra i rulli per ciascuno spessore del materiale. In caso contrario, potresti vedere ulteriori pieghe o svasature nelle tue parti. L'impostazione corretta della macchina la mantiene al sicuro e migliora le parti.
Soluzioni per la risoluzione dei problemi
È possibile risolvere molti problemi controllando l'impostazione della profilatura. Se noti errori o segni di usura della macchina, prova questi passaggi:
Controllare se i rulli sono allineati e osservare lo spessore del materiale.
Modificare la pressione del rullo in modo che corrisponda al materiale.
Assicurati di utilizzare abbastanza olio o grasso per un lavoro regolare.
Guarda spesso la tua macchina per individuare tempestivamente i problemi.
La tabella seguente fornisce una guida rapida per risolvere i problemi:
Problema |
Possibili cause |
Soluzione |
Errato Spessore del materiale |
Rulli disallineati, spessore del materiale non uniforme |
Controllare l'allineamento dei rulli, monitorare lo spessore del materiale, regolare la pressione dei rulli |
Se segui questi passaggi, la tua macchina profilatrice funzionerà meglio. Abbina sempre lo spessore del materiale alle impostazioni della macchina. Questo ti aiuta a realizzare pezzi di buona qualità e a mantenere la tua macchina al sicuro.
Migliori pratiche per materiali sottili e spessi
Manipolazione di materiali sottili
È necessario prestare particolare attenzione quando si lavora con materiali sottili nella profilatura. I fogli sottili possono spiegazzarsi, strapparsi o scivolare se non si imposta la macchina nel modo giusto. Ecco alcune best practice da seguire:
Forma bene i tuoi operatori . Devono sapere come gestire e mantenere la macchina.
Lubrificare spesso gli utensili. Ciò riduce l'attrito e aiuta gli strumenti a durare più a lungo.
Utilizza l'ottimizzazione dei processi per rendere la produzione fluida e ridurre i tempi di inattività.
Applicare idee di produzione snella. Questo ti aiuta a utilizzare meno materiale e a configurare più velocemente.
Investire in tecnologia avanzata. Le nuove macchine possono gestire meglio i fogli sottili e commettere meno errori.
Se segui questi passaggi, eviterai difetti e manterrai la tua linea di profilatura in buone condizioni.
Lavorazione di materiali spessi
I materiali spessi necessitano di macchine robuste e di un'attenta pianificazione. Devi pensare a molte cose prima di iniziare a profilare fogli spessi:
Controllare lo spessore del materiale. Le lamiere più spesse necessitano di macchine più grandi e alberi più robusti.
Guarda il tipo di materiale. I metalli più morbidi potrebbero richiedere meno piegature.
Pensa alla forza di snervamento . I metalli più resistenti richiedono impostazioni della macchina diverse.
Guarda l'allungamento. Se il metallo si allunga di più, potrebbe essere necessario rallentare la macchina.
Contare il numero di curve. Più curve significano che hai bisogno di più stazioni.
Misurare il grado totale di piegature. Ciò influisce sulle dimensioni della macchina e del motore.
Controlla l'altezza e la larghezza della sezione. Le parti più grandi necessitano di alberi più grandi.
Decidi se taglierai o praticherai dei fori prima o dopo la formatura. Alcune forme funzionano meglio con il post-taglio o la post-perforazione.
Devi abbinare la tua macchina al lavoro. Ciò mantiene i tuoi prodotti resistenti e la tua macchina sicura.
Strategie di ottimizzazione dei macchinari BMS
BMS Machinery ti offre strumenti e supporto per gestire qualsiasi spessore del materiale di profilatura. Puoi utilizzare le loro macchine sia per materiali sottili che spessi. Ecco alcuni modi in cui BMS Machinery ti aiuta:
Ottieni macchine con regolazioni automatiche per diversi spessori di materiale.
Puoi richiedere macchine personalizzate per progetti speciali.
Riceverai formazione e supporto da esperti.
Utilizzi una tecnologia avanzata che riduce gli sprechi e migliora la qualità.
Con BMS Machinery, puoi fidarti che il tuo processo di profilatura sarà fluido ed efficiente. Realizzerai parti di alta qualità ogni volta.
Ottimizzazione della velocità e degli scarti in base allo spessore
Bilanciare velocità e qualità
Vuoi realizzare quante più parti possibile, ma vuoi anche che ogni parte abbia un aspetto e funzioni correttamente. Quando usi la profilatura a rulli, devi trovare il la migliore velocità per la tua linea . Se fai funzionare la macchina troppo velocemente, potresti riscontrare problemi come pannelli storti, bordi ondulati o tagli non dritti. Questi problemi possono ridurre la qualità del prodotto finito.
Ecco alcune cose da ricordare quando si imposta la velocità di profilatura:
L'alta velocità può aiutarti a realizzare più parti, ma può anche causare più errori.
Se vai troppo veloce, la macchina potrebbe tremare o vibrare, danneggiando la forma del tuo prodotto.
La maggior parte delle linee di profilatura lavorano a velocità comprese tra 10 e 50 metri al minuto.
Se noti difetti come curvatura o torsione, rallenta la lenza per migliorare la precisione.
Controlla sempre le tue parti non appena escono. Se noti problemi, regola la velocità fino a ottenere i migliori risultati.
Suggerimento: la velocità giusta dipende dallo spessore del materiale e dalla forma che desideri realizzare. I materiali più spessi spesso necessitano di velocità inferiori per mantenere la forma corretta.
Ridurre gli sprechi di materiale
Puoi risparmiare denaro e aiutare l'ambiente utilizzando meno materiale nel processo di profilatura. Spesso si verificano sprechi quando si utilizzano le impostazioni errate o non si adatta la macchina allo spessore del materiale di profilatura. Puoi seguire questi passaggi per ridurre gli sprechi:
Misura lo spessore del materiale prima di iniziare. Questo ti aiuta a impostare correttamente i rulli e la pressione.
Usa macchine che te lo permettono modificare rapidamente le impostazioni . Questo ti aiuta a passare da un lavoro all'altro con meno scarti.
Allena la tua squadra a individuare tempestivamente gli errori. Se si individuano rapidamente i problemi, è possibile fermare gli sprechi prima che crescano.
Mantieni i tuoi strumenti affilati e la tua macchina pulita. Strumenti smussati e rulli sporchi possono causare forme errate e scarti aggiuntivi.
Pianifica i tagli e le pieghe per utilizzare la maggior quantità possibile di foglio.
Quando presti attenzione sia alla velocità che agli sprechi, ottieni più pezzi buoni e spendi meno sui materiali. Aiuterai anche la tua macchina per profilatura a durare più a lungo e a lavorare meglio.
BMS Machinery consente di modificare la distanza tra i rulli per diversi spessori. Le loro macchine sono potenti e ti aiutano a realizzare pezzi di buona qualità. Se desideri ulteriore aiuto, guarda la tabella qui sotto o chiedi consiglio a BMS Machinery.
Per ulteriore assistenza, consulta le migliori pratiche o parla con BMS Machinery per risposte fatte apposta per te.
Domande frequenti
Cosa succede se si utilizza lo spessore del materiale sbagliato nella profilatura?
Potresti ottenere crepe, onde o forme non corrette. La macchina può anche usurarsi più velocemente. Controlla sempre lo spessore prima di iniziare per evitare questi problemi.
Come si cambia una macchina profilatrice per diversi spessori?
Regola la distanza tra i rulli per adattarla al materiale. Utilizzare i controlli della macchina o le impostazioni manuali. Controllare la pressione e l'allineamento. Prova prima con un foglio campione.
Una macchina profilatrice può lavorare sia con materiali sottili che spessi?
Alcune macchine possono gestire una vasta gamma di spessori. Devi guardare le specifiche della macchina. BMS Machinery dispone di modelli con impostazioni regolabili per diversi spessori.
Perché lo spessore del materiale cambia la velocità di produzione?
I materiali più spessi richiedono più forza e attraversano la macchina più lentamente. I materiali sottili si muovono più velocemente. È necessario trovare il giusto equilibrio tra velocità e qualità per ottenere i migliori risultati.



































