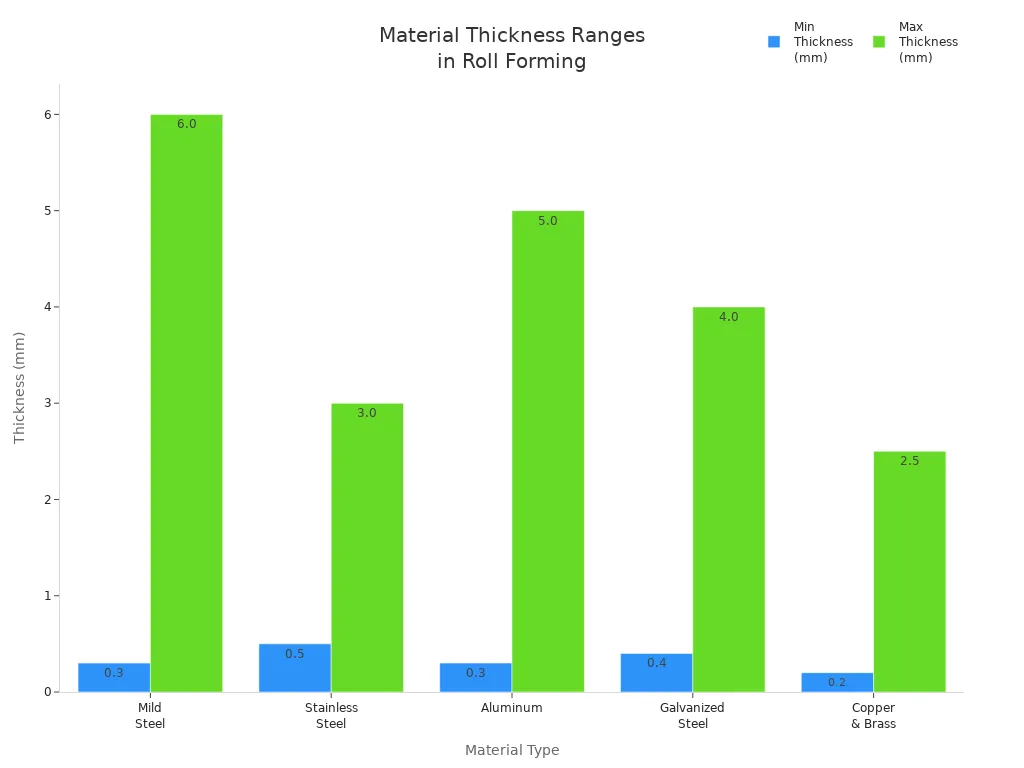
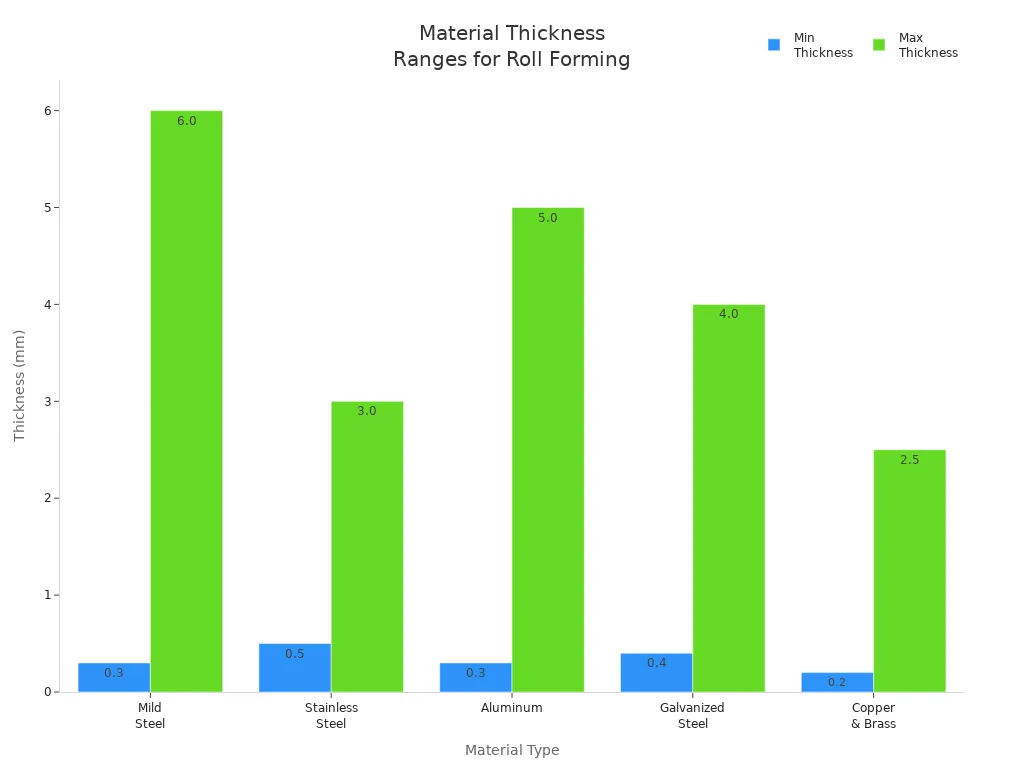
Kun käytät rullamuovaamista, näet materiaalipaksuudet 0,2–10 mm. Paksuus riippuu siitä, mitä teet. Jokaisella materiaalilla on paras paksuus rullamuovaukseen. Voit tarkistaa alla olevasta taulukosta joitain yleisiä esimerkkejä:
Materiaalityyppi |
Suositeltu paksuusalue (mm) |
Parhaat Sovellukset |
Mieto teräs |
0,3 – 6,0 |
Rakenneosat, kattolevyt |
Ruostumaton teräs |
0,5 – 3,0 |
Autot, lentokoneet, lääketieteelliset työkalut |
Alumiini |
0,3 – 5,0 |
Kevyet rakenteet, LVI, kotelot |
Galvanoitu teräs |
0,4 – 4,0 |
Ruosteenkestävät rungot, rakennusosat |
Kupari & Messinki |
0,2 – 2,5 |
Sähköosat, koristelut |
Oikean materiaalin paksuuden valinta on erittäin tärkeää rullamuovauskoneen asennuksessa. Telan akselin koko, muodon monimutkaisuus ja leikkausvoima on sovitettava materiaaliisi. BMS Machinery auttaa sinua valitsemaan parhaan ratkaisun mihin tahansa rullamuovausmateriaalin paksuuteen. Näin saat parhaan muotoilutuloksen joka kerta.
Key Takeaways
Valitse oikea materiaalipaksuus rullamuovausta varten. Tämä auttaa sinua saamaan parempia tuloksia ja pidentää koneen käyttöikää. Muuta rullamuovauskoneen asetuksia, kun materiaalin paksuus muuttuu. Tämä estää virheet ja pitää tuotteen hyvänä. Paksummat materiaalit vaativat enemmän tehoa ja huolellista työtä. Tarkista aina koneen asetukset ennen kuin aloitat. Käytä BMS Machineryä koneille, joihin voit luottaa. Ne toimivat useilla paksuuksilla ja antavat asiantuntevaa apua. Tarkkaile tuotantonopeutta materiaalin paksuuden perusteella. Tämä pitää asiat nopeasti, mutta myös hyvänä.
Telanmuodostusmateriaalin paksuusalue
Vakiopaksuudet teollisuudessa
Materiaalin paksuus on erittäin tärkeä rullamuovauksessa. Jokainen kone toimii parhaiten tietyillä paksuuksilla. Jos valitset oikean paksuuden, tuloksesi ovat parempia. Koneesi kestää myös pidempään. Teollisuus jakaa koneet ryhmiin paksuuden mukaan. Voit katsoa alla olevaa taulukkoa nähdäksesi nämä ryhmät:
Koneen tyyppi |
Paksuusalue |
Ohut mittauskoneet |
0,2 mm - 0,5 mm |
Vakiokatto- ja verhouskoneet |
0,3 mm - 0,8 mm |
Keskimittaiset koneet |
0,8 mm - 2,0 mm |
Rakenneprofiilikoneet |
1,5-3,5 mm |
Raskaat rakennerullamuodostuskoneet |
3 mm - 6 mm tai enemmän |
Tämä taulukko auttaa sinua valitsemaan työhösi oikean koneen. Ohuet koneet ovat hyviä kevyille osille. Paksulle teräkselle ja vahvoille rungoille käytetään raskaita rakennekoneita.
Vinkki: Tarkista aina materiaalisi paksuusalue ennen aloittamista. Tämä auttaa sinua pysäyttämään koneen ongelmat ja huonon tuotteen laadun.
Alla olevassa taulukossa näkyy pienin ja suurin paksuus jokaiselle konetyypille:
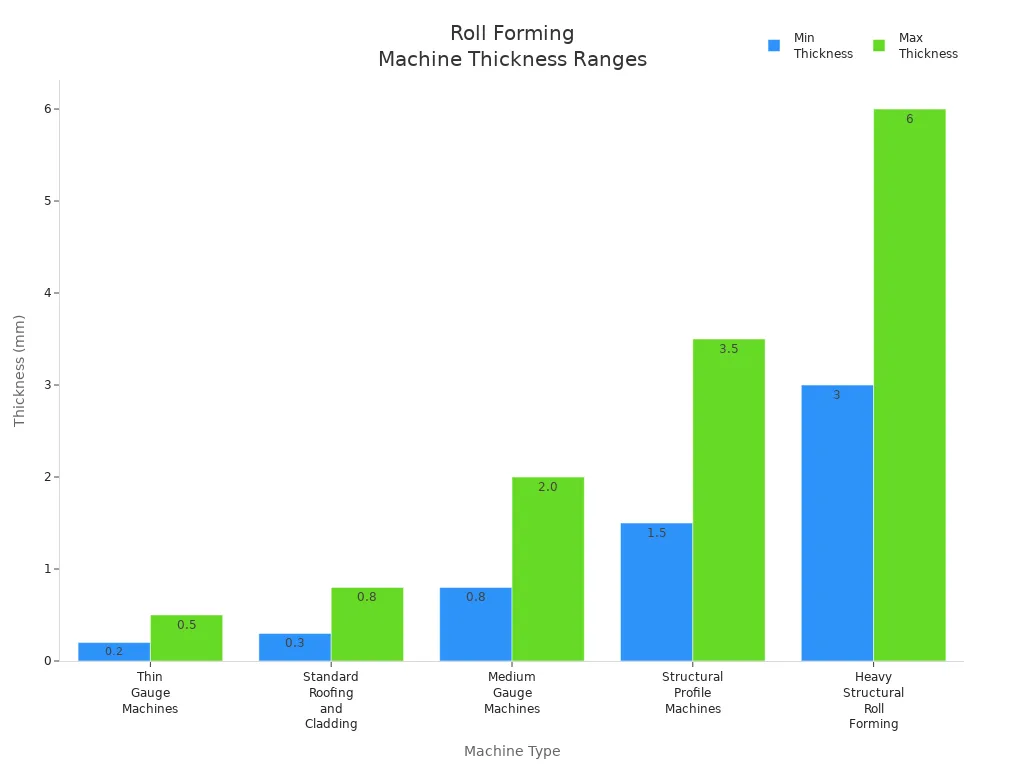
Rullamuovauksessa voidaan käyttää useita paksuuksia. Useimmissa projekteissa käytetään paksuuksia 0,2 mm - 6 mm. Tämä toimii rakennuksissa, autoissa ja tehtaissa.
BMS-koneominaisuudet
Kun valitset rullamuovauskoneen, haluat tietää, mitä paksuutta se voi käyttää. BMS Machinery valmistaa koneita useille eri paksuuksille. Voit luottaa BMS Machineryyn ohuille levyille tai paksuille profiileille.
Tässä on nopea taulukko paksuuksista, joita BMS Machinery tukee:
TUOTELUOKKA |
MATERIAALIN PAKSUS |
Kaksikerroksinen kattorullamuodostuskone |
0,3-0,8 mm |
C/U/Z/M/L orret |
1-3mm / raskas: 3-6mm |
Lattian kannen kone |
0,8-1,5 mm / raskas: 1,5-2,5 mm |
Tiilikaton rullamuovauskone |
0,4-0,8 mm |
Unistrut rullamuovauskone |
1,5-2,5 mm |
Katon ja seinän pinnoituslevykone |
0,2-0,8 mm |
Nasta ja tela, kipsilevyn väliseinäkone |
0,3-1,0 mm |
Pitkä leikkuri ja kansio |
1,0 mm (maksimi) |
Taivutuskone |
1,2 mm (maksimi) |
Tämä sarja soveltuu hyvin kattoihin, seinäpaneeleihin ja kevyisiin rakenteisiin. Voit käyttää BMS Machineryä teräkselle, alumiinille ja muille metalleille. Koneet pysyvät tarkkoina ja säilyttävät hyvän laadun, vaikka paksuutta muuttaisitkin.
BMS Machinery käyttää uutta teknologiaa loistaviin tuloksiin. Saat sujuvaa työtä, vähemmän jätettä ja vahvoja tuotteita. Jos tarvitset jotain erityistä, BMS Machinery voi valmistaa koneen juuri sinun paksuudellesi.
Huomaa: Voit aina pyytää BMS Machineryltä apua oikean koneen valinnassa. Heidän asiantuntijansa auttavat sinua sovittamaan projektisi parhaiden laitteiden kanssa.
Jos tiedät vakiopaksuudet ja mitä BMS Machinery voi tehdä, voit tehdä älykkäitä valintoja tehtaallesi. Tämä auttaa sinua saamaan parhaan laadun ja suorituskyvyn joka kerta.
Materiaalin paksuuden vaikutus rullamuovaukseen
Koneen kuormitus ja suorituskyky
On tärkeää tietää miten materiaalin paksuus vaikuttaa rullamuovauskoneeseen . Paksummat materiaalit tarvitsevat vahvempia työkaluja ja enemmän vaiheita niiden muotoiluun. Ohuet materiaalit voivat vaurioitua, jos et käsittele niitä huolellisesti. Koneesi käyttämä teho muuttuu paksuuden mukaan. Raskaat materiaalit tarvitsevat enemmän tehoa ja voivat kuluttaa konettasi nopeammin, jos et aseta sitä oikein. Ohuet materiaalit kulkevat koneen läpi nopeammin, mutta paksut hidastavat. Sinun on myös varottava tärinää ja osia, jotka eivät ole kohdakkain. Nämä ongelmat voivat tehdä tuotteistasi vähemmän tarkkoja ja aiheuttaa virheitä.
Aspekti |
Selitys |
Työkalujen säädöt |
Paksummat materiaalit tarvitsevat vahvempia työkaluja ja enemmän askelmia, kun taas ohuet materiaalit vaativat hellävaraista käsittelyä. |
Koneen tehovaatimukset |
Raskaammat materiaalit kuluttavat enemmän tehoa ja voivat kuluttaa konetta, jos sitä ei ole asetettu oikein. |
Tuotannon nopeus |
Ohuet materiaalit menevät nopeammin, koska ne tarvitsevat vähemmän voimaa, mutta paksut materiaalit hidastavat toimintaa. |
Koneen kuluminen |
Paksujen materiaalien muotoilu kuluttaa konetta nopeammin, joten tarvitset vahvoja osia ja säännöllisiä tarkastuksia. |
Tärinä ja kohdistus |
Paksuista materiaaleista tuleva voima voi saada koneen tärisemään ja sotkemaan muodon. |
Vinkki: Aina tarkista koneen asetukset ennen kuin aloitat. Tämä auttaa estämään materiaalin paksuuden aiheuttamat ongelmat.
Profiilin tarkkuus ja laatu
Materiaalin paksuus on tärkeä, jotta muotoja saadaan oikean kokoiseksi. Paksut materiaalit muuttavat metallin taipumista ja venymistä. Saatat nähdä väärän koon, aaltoilevia reunoja tai käyriä pitkässä suunnassa. Se, kuinka paljon arkki venyy, riippuu paksuudesta, lujuudesta ja muodosta. Jos valitset väärän paksuuden, osat eivät ehkä sovi tai toimi oikein. Sinun on kiinnitettävä huomiota saadaksesi parhaat muodot.
Voit tehdä parempia osia valitsemalla oikean paksuuden. Tutkimukset osoittavat, että paksuissa levyissä on vähemmän virheitä. Esimerkiksi 3 mm:n DP600-levy taivutettu alle 2 mm:n levyn. Paksut materiaalit myös halkeilevat vähemmän reunoista. DP980 2 mm halkeilee 20 % enemmän kuin paksummat levyt. Saat parempia osia ja vähemmän virheitä, kun sovitat paksuuden tarpeisiisi.
Tuotantonopeus
Materiaalin paksuus muuttaa rullamuovauskoneen toimintanopeutta. Ohuet materiaalit liikkuvat nopeasti, koska ne tarvitsevat vähemmän voimaa. Paksut materiaalit hidastavat konetta, koska ne tarvitsevat enemmän askelmia ja tehoa. Sinun täytyy tasapainottaa nopeus ja tehdä hyviä osia. Jos käytät liian nopeasti paksuja materiaaleja, voit rikkoa koneesi ja menettää tarkkuuden. Aseta nopeus aina käyttämäsi paksuuden mukaan, jotta asiat pysyvät turvassa ja toimivat hyvin.
Suositeltu paksuus eri materiaaleille
Teräksen paksuusohjeet
Kun työskentelet teräksen kanssa rullamuovauksessa, sinun on valittava oikea materiaalipaksuus projektillesi. Teräs on vahvaa ja sitä voidaan käyttää moneen asiaan. Näet eri paksuuksia eri töissä. Alla olevassa taulukossa näkyvät yleiset paksuusalueet ja missä voit käyttää niitä:
Paksuusalue |
Yleiset sovellukset |
1,5-12 mm |
Rakenteelliset kanavat ja palkit |
1,5-6 mm |
Raskaat orret |
2,5-4 mm |
Suojakaiteet ja valtatien esteet |
1,5-6 mm |
Teräskehykset |
1,5-3,5 mm |
Varastotelineet ja teollisuuskannattimet |
2mm - 6mm |
Maatalouslaitteiden komponentit |
3mm - 12mm |
Perävaunun ja alustan osat |
Jos haluat tehdä vahvoja osia, kuten palkkeja tai suojakaiteita, käytä paksumpaa terästä. Kevyemmille osille voit käyttää ohuempaa terästä. Tarkista aina rullanmuodostusmateriaalin paksuus ennen aloittamista. Tämä auttaa sinua saamaan parhaat tulokset ja pitää koneesi turvassa.
Vinkki: Paksumpi teräs tarvitsee enemmän tehoa ja vahvempia koneita. Varmista, että sinun rullamuovauskone sopii käytettävän materiaalin paksuuden kanssa.
Alumiinin paksuusohjeet
Alumiini on kevyempää kuin teräs. Käytät sitä usein osiin, joiden on oltava kevyitä, mutta silti vahvoja. Rullamuovauksessa näet yleensä alumiinia, jonka materiaalipaksuus on 0,3–5 mm. Ohut alumiini sopii hyvin LVI-kanaviin, koteloihin ja paneeleihin. Paksumpi alumiini sopii kehyksiin ja tukiin.
Käytä 0,3–1 mm:n kevyisiin kansiin ja paneeleihin.
Käytä rakenneosiin ja kehyksiin 1–3 mm.
Käytä jopa 5 mm raskaisiin sovelluksiin.
Alumiini taipuu helposti, joten sinun on säädettävä rullamuovauskone huolellisesti. Tarkista aina materiaalin paksuus välttääksesi liian teräviä halkeamia tai mutkia.
Muut materiaalit
Voit käyttää valssauksessa myös muita metalleja, kuten kuparia, messinkiä ja ruostumatonta terästä. Jokaisella materiaalilla on oma paras paksuus. Kuparille ja messingille käytät usein 0,2–2,5 mm. Nämä metallit ovat pehmeitä ja niitä käytetään koristeluun, koristeluun tai sähköosiin. Ruostumaton teräs on kovempaa ja toimii parhaiten 0,5–3 mm:n paksuudella. Näet sen lääketieteellisissä työkaluissa, autonosissa ja elintarvikevälineissä.
Huomautus: Sovita rullamuovauskone aina materiaalin paksuuden ja tyypin mukaan. Tämä auttaa sinua saamaan sileät muodot ja korkealaatuiset tuotteet.
Oikean materiaalin paksuuden valitseminen kullekin metallille auttaa sinua saamaan parhaat tulokset rullan muodostus . Teet vahvoja, tarkkoja ja turvallisia osia joka kerta.
Säädä rullamuovauskoneet materiaalin paksuuden mukaan
Kun työskentelet rullamuovauksen parissa, sinun on säädettävä telamuovauskoneet kunkin materiaalin paksuuden mukaan. Nämä säädöt auttavat sinua saamaan parhaan muodon, välttämään koneen vaurioitumisen ja pitämään tuotteesi korkeana. Sinun on muutettava rullan välystä, painetta, työkaluja ja kalibrointiasetuksia. Katsotaanpa jokaista vaihetta.
Telan välys ja paine
Sinun on asetettava oikea rako telojen väliin jokaiselle materiaalipaksuudelle. Jos et, voit murskata ohuet levyt tai jättää paksut irti. Näin voit säätää rullan välystä ja painetta:
Mittaa materiaalin paksuus. Jos paksuus muuttuu enemmän kuin ±0,2 mm, säädä telan väliä.
Aseta telan rako materiaalipaksuuteen plus noin 0,05 mm. Tämä pieni tila auttaa arkkia liikkumaan sujuvasti.
Paksumpien materiaalien kohdalla lisää rakoa hieman ja hidasta muovausnopeutta. Tämä estää arkkia juuttumasta tai vaurioitumasta.
Ohuemmille materiaaleille pienennä rakoa hieman ja lisää nauhan kireyttä. Tämä estää arkin rypistymisen tai liukumisen.
Jos koneessasi on automaattiset asetukset, syötä materiaalin paksuus kosketusnäytölle. Kone säätää välin puolestasi.
Vihje: Tarkista aina rullan paine. Liian suuri paine voi ohentaa metallia tai aiheuttaa halkeamia. Liian pieni paine voi saada profiilin menettää muotonsa.
Työkalujen ja meistien säädöt
Sinun on myös säädettävä työkaluja ja muotit, kun muutat materiaalin paksuutta. Nämä osat muotoilevat metallia sen liikkuessa telanmuodostuskoneen läpi. Tässä on joitain vaiheita, joita sinun tulee noudattaa:
Tarkista, onko materiaalin paksuudessa muutoksia, jotka ylittävät normaalit rajat. Pienetkin muutokset voivat vaikuttaa lopulliseen muotoon.
Katso materiaalin ominaisuuksia. Kovemmat tai pehmeämmät metallit tarvitsevat eri työkaluasetukset kullekin mutkalle.
Tasapainota hyvän laadun tarve tuotannon nopeuden kanssa. Joskus sinun täytyy hidastaa nopeutta saadaksesi parempia tuloksia.
Tämän taulukon avulla voit ohjata säätöjäsi:
Muokkausnäkökohta |
Kuvaus |
Kalibrointi |
Aseta sekä pysty- että vaakavälykset. Varmista, että jokainen passi on linjassa seuraavan kanssa. |
Pystysuora työkalun välys |
Säädä ylätyökalut paksuimman materiaalin mukaan. Käytä rakotulkkia tarkistaaksesi, onko pieni veto. |
Pass-to-Pas-kohdistus |
Tarkista, että jokainen työkalulinja on linjassa. Välit eivät saa olla yli 0,010 tuumaa parhaan tuloksen saavuttamiseksi. |
Muutokset materiaalin paksuudessa voivat pinota ja tehdä poikkileikkauksesta väärän kokoisen.
Sinun on säilytettävä materiaalitiedot samoina välttääksesi ylimääräiset romut ja työkalumuutokset.
Rullamuovauksessa käytetään kiinteitä kulmia, joten sinun on säädettävä huolellisesti jokaista uutta paksuutta varten.
Kalibrointimenettelyt
Kalibrointi pitää rullamuovauskoneen toiminnassa oikein. Sinun on tarkistettava ja asetettava kone aina, kun muutat materiaalin paksuutta. Tässä on vaiheittainen opas:
Aseta ylemmän ja alemman telan väliin 1,0 - 1,05 kertaa materiaalin paksuus. Jos rako on liian tiukka, ohennat metallia. Jos se on liian löysä, profiili ei pidä muotoaan.
Jos vaihdat kovempaan materiaaliin, kuten lujaan teräkseen, lisää alapainetta ja kiristä sivurullat. Tämä auttaa pitämään muodon.
Aseta tunnetun paksuinen levy telojen väliin. Säädä ylätelaa, kunnes saavutat oikean raon. Toista tämä eri paksuuksilla tarkkuuden tarkistamiseksi.
Käytä suoristusreunaa tai mittaustyökalua varmistaaksesi, että ylä- ja alatelat ovat yhdensuuntaiset. Säädä kiinnikkeitä tai välilevyjä tarvittaessa.
Kierrä teloja käsin tarkistaaksesi luiston. Jos rullat luistavat, säädä kireyttä tai käytä liukastumisenestoainetta.
Huomautus: Ota aina huomioon materiaalisi tyyppi ja paksuus konetta asetettaessa. Jotkut metallit tarvitsevat enemmän painetta tai lisävoitelua.
Sinun tulee tarkistaa kalibrointi asennuksen ja säännöllisen huollon aikana. Tämä pitää nauhan seurannan tarkana ja estää profiilin vääristymisen. Kun säädät rullamuovauskoneita kunkin materiaalin paksuuden mukaan, saat parempia tuloksia ja pidemmän koneen käyttöiän.
Yleisiä virheelliseen materiaalipaksuuteen liittyviä ongelmia
Viat ja laatuongelmat
Jos käytät väärää materiaalin paksuutta, voit saada monia ongelmia. Nämä ongelmat voivat saada valmiit osat näyttämään huonoilta tai eivät toimi kunnolla. Joitakin ongelmia ilmenee, kun materiaali on liian paksua tai liian ohutta koneellesi. Saatat nähdä halkeamia, ryppyjä tai muotoja, jotka eivät ole oikeita. Alla olevassa taulukossa on joitain yleisiä ongelmia, miksi niitä tapahtuu ja miten ne korjataan:
Ongelma |
Aiheuttaa |
Ratkaisu |
Reunan halkeilu |
Muotoilupaine liian korkea materiaalipaksuuteen nähden |
Vähennä muovauspainetta, käytä enemmän muovauskulkuja |
Kevään takaiset ongelmat |
Ohuet materiaalit taipuvat yli toleranssin |
Säädä rullan välystä, lisää ylimääräisiä tukirullia |
Pinnan rypistyminen |
Riittämätön tuki ohuille materiaaleille |
Lisää telan kosketusta, säädä muovausnopeutta |
Liiallinen rullan kuluminen |
Paksu materiaali, joka aiheuttaa liikaa kitkaa |
Lisää voitelua, käytä karkaistuja terästeloja |
Väärät profiilin mitat |
Materiaali liian paksu tai liian ohut koneen asetuksiin |
Säädä rullan välystä, kalibroi muovausliikkeet uudelleen |
Sinun pitäisi aina Tarkista materiaalin paksuus ennen kuin aloitat. Tämä auttaa sinua lopettamaan ongelmat ja pitämään osat kunnossa.
Koneen kuluminen ja vauriot
Väärän materiaalin paksuuden käyttäminen voi vahingoittaa rullanmuodostuskonettasi. Jos käytät paksua materiaalia, kone tarvitsee enemmän voimaa muotoillakseen sitä. Tämä voi saada telat ja muut osat kulumaan nopeammin. Jos käytät ohutta materiaalia, telat eivät ehkä pidä sitä hyvin. Tämä voi saada arkin liukumaan tai päät levenemään.
Liian suuri muovausvoima on suuri ongelma rullamuovauskoneissa. Jos voima on suurempi kuin mihin kone on tehty, asiat voivat mennä pieleen. Kone voi vaurioitua ja osat voivat irrota väärin. Sinulla voi myös olla enemmän virheitä ja tuhlausta.
Sinun täytyy aseta telojen välinen rako kullekin materiaalipaksuudelle. Jos et, saatat nähdä ylimääräisiä mutkia tai soihduksia osissasi. Koneen oikea säätö pitää sen turvassa ja tekee osistasi parempia.
Vianetsintäratkaisut
Voit korjata monia ongelmia tarkistamalla rullamuovausasetukset. Jos näet virheitä tai koneen kulumista, kokeile näitä ohjeita:
Tarkista, ovatko telat linjassa ja tarkkaile materiaalin paksuutta.
Muuta telan painetta niin, että se vastaa materiaalia.
Varmista, että käytät tarpeeksi öljyä tai rasvaa sujuvaa työtä varten.
Katso konettasi usein löytääksesi ongelmat ajoissa.
Alla oleva taulukko antaa sinulle nopean oppaan ongelmien korjaamiseen:
Antaa |
Mahdolliset syyt |
Ratkaisu |
Väärin Materiaalin paksuus |
Väärin kohdistetut telat, epäyhtenäinen materiaalin paksuus |
Tarkista telojen kohdistus, tarkkaile materiaalin paksuutta, säädä telan painetta |
Jos noudatat näitä vaiheita, rullanmuodostuskoneesi toimii paremmin. Sovita materiaalin paksuus aina koneen asetusten mukaan. Tämä auttaa sinua valmistamaan hyviä osia ja pitämään koneesi turvassa.
Parhaat käytännöt ohuille ja paksuille materiaaleille
Ohuiden materiaalien käsittely
Sinun on oltava erityisen varovainen, kun työskentelet ohuiden materiaalien kanssa rullamuovauksessa. Ohuet levyt voivat rypistyä, repeytyä tai liukua, jos et asenna laitettasi oikein. Tässä on joitain parhaita käytäntöjä, joita sinun tulee noudattaa:
Kouluta operaattorisi hyvin . Heidän on osattava käyttää ja huoltaa konetta.
Voitele työkalut usein. Tämä vähentää kitkaa ja auttaa työkaluja kestämään pidempään.
Käytä prosessin optimointia tehdäksesi tuotannosta sujuvaa ja vähentääksesi seisokkeja.
Käytä kevyitä valmistusideoita. Tämä auttaa sinua käyttämään vähemmän materiaalia ja nopeuttaa asennusta.
Investoi edistykselliseen teknologiaan. Uudet koneet käsittelevät ohuita levyjä paremmin ja tekevät vähemmän virheitä.
Jos noudatat näitä ohjeita, estät viat ja pidät rullanmuodostuslinjasi toiminnassa.
Paksujen materiaalien käsittely
Paksut materiaalit vaativat vahvoja koneita ja huolellista suunnittelua. Sinun on mietittävä monia asioita, ennen kuin alat muodostaa paksuja levyjä:
Tarkista materiaalin paksuus. Paksummat levyt tarvitsevat suurempia koneita ja vahvempia akseleita.
Katso materiaalin tyyppi. Pehmeämmät metallit saattavat tarvita vähemmän taivutuksia.
Ajattele myötörajaa . Vahvemmat metallit tarvitsevat erilaisia koneasetuksia.
Tarkkaile venymistä. Jos metalli venyy enemmän, saatat joutua hidastamaan konetta.
Laske mutkien määrä. Lisää mutkia tarkoittaa, että tarvitset lisää asemia.
Mittaa mutkien kokonaisaste. Tämä vaikuttaa koneen ja moottorin kokoon.
Tarkista osan korkeus ja leveys. Isommat osat tarvitsevat isommat akselit.
Päätä, leikkaatko tai lyötkö reikiä ennen vai jälkeen muovauksen. Jotkut muodot toimivat paremmin jälkileikkauksen tai lävistyksen kanssa.
Sinun on sovitettava koneesi työhön. Tämä pitää tuotteesi vahvoina ja koneesi turvassa.
BMS-koneiden optimointistrategiat
BMS Machinery tarjoaa työkalut ja tuen minkä tahansa rullamuovausmateriaalin paksuuden käsittelyyn. Voit käyttää heidän koneitaan sekä ohuille että paksuille materiaaleille. Tässä on joitain tapoja, joilla BMS Machinery auttaa sinua:
Saat koneita automaattisilla säädöillä eri materiaalipaksuuksille.
Voit pyytää räätälöityjä koneita erikoisprojekteihin.
Saat koulutusta ja tukea asiantuntijoilta.
Käytät kehittynyttä tekniikkaa, joka vähentää hukkaa ja parantaa laatua.
BMS Machineryn avulla voit luottaa rullamuovausprosessisi sujuvaksi ja tehokkaaksi. Teet laadukkaita osia joka kerta.
Nopeuden ja jätteen optimointi paksuuden mukaan
Tasapainottaa nopeutta ja laatua
Haluat tehdä mahdollisimman monta osaa, mutta haluat myös jokaisen osan näyttävän ja toimivan oikein. Kun käytät rullamuovausta, sinun on löydettävä paras nopeus linjallesi . Jos käytät konettasi liian nopeasti, saatat nähdä ongelmia, kuten vääntyneitä paneeleita, aaltoilevia reunoja tai leikkauksia, jotka eivät ole suoria. Nämä ongelmat voivat heikentää valmiin tuotteesi laatua.
Tässä on joitain asioita, jotka on muistettava, kun asetat rullanmuodostusnopeuden:
Suuri nopeus voi auttaa sinua tekemään enemmän osia, mutta se voi myös aiheuttaa enemmän virheitä.
Jos kuljet liian nopeasti, koneesi saattaa täristä tai täristä, mikä voi vahingoittaa tuotteen muotoa.
Useimmat valssauslinjat toimivat nopeudella 10-50 metriä minuutissa.
Jos näet vikoja, kuten jousen tai kierteen, hidasta siimaa tarkkuuden parantamiseksi.
Tarkista osat aina sitä mukaa, kun ne tulevat ulos. Jos näet ongelmia, säädä nopeutta, kunnes saat parhaan tuloksen.
Vinkki: Oikea nopeus riippuu materiaalisi paksuudesta ja muodosta, jonka haluat tehdä. Paksummat materiaalit tarvitsevat usein hitaampia nopeuksia pitääkseen muodon oikeana.
Materiaalihävikin vähentäminen
Voit säästää rahaa ja auttaa ympäristöä käyttämällä vähemmän materiaalia rullamuovausprosessissasi. Hukkaa syntyy usein, kun käytät vääriä asetuksia tai et sovita konettasi rullanmuovausmateriaalin paksuuteen. Voit vähentää jätettä noudattamalla näitä ohjeita:
Mittaa materiaalin paksuus ennen kuin aloitat. Tämä auttaa säätämään rullat ja paineen oikein.
Käytä koneita, joiden avulla voit muuttaa asetuksia nopeasti . Tämä auttaa sinua vaihtamaan työstä toiseen vähemmällä romulla.
Kouluta tiimiäsi havaitsemaan virheet ajoissa. Jos huomaat ongelmat nopeasti, voit pysäyttää jätteen ennen kuin se kasvaa.
Pidä työkalut terävinä ja kone puhtaana. Tylsät työkalut ja likaiset telat voivat aiheuttaa huonoja muotoja ja ylimääräistä romua.
Suunnittele leikkaukset ja taivutukset käyttämään mahdollisimman paljon arkkia.
Kun kiinnität huomiota sekä nopeuteen että hukkaan, saat enemmän hyviä osia ja kulutat vähemmän materiaaleihin. Autat myös rullamuovauskonettasi kestämään pidempään ja toimimaan paremmin.
BMS Machineryn avulla voit muuttaa telaväliä eri paksuuksille. Heidän koneensa ovat vahvoja ja auttavat sinua tekemään hyviä osia. Jos haluat lisäapua, katso alla olevaa taulukkoa tai kysy neuvoa BMS Machineryltä.
Saat lisäapua tutustumalla parhaisiin käytäntöihin tai keskustelemalla BMS Machineryn kanssa juuri sinulle laadituista vastauksista.
FAQ
Mitä tapahtuu, jos käytät väärää materiaalin paksuutta rullamuovauksessa?
Saatat saada halkeamia, aaltoja tai muotoja, jotka eivät ole oikein. Kone voi myös kulua nopeammin. Tarkista aina paksuus ennen kuin aloitat näiden ongelmien välttämiseksi.
Kuinka vaihdat rullamuovauskoneen eri paksuuksille?
Säädä rullan rako materiaalisi mukaan. Käytä koneen säätimiä tai manuaalisia asetuksia. Tarkista paine ja kohdistus. Testaa ensin näytearkilla.
Voiko yksi rullanmuovauskone työskennellä sekä ohuiden että paksujen materiaalien kanssa?
Jotkut koneet pystyvät käsittelemään erilaisia paksuuksia. Kannattaa katsoa koneen tekniset tiedot. BMS Machinerystä löytyy malleja, joissa on säädettävät asetukset eri paksuuksille.
Miksi materiaalin paksuus muuttuu kuinka nopeasti voit tuottaa?
Paksummat materiaalit tarvitsevat enemmän voimaa ja kulkevat hitaammin koneen läpi. Ohuet materiaalit liikkuvat nopeammin. Sinun on löydettävä oikea tasapaino nopeuden ja laadun välillä saadaksesi parhaat tulokset.



































