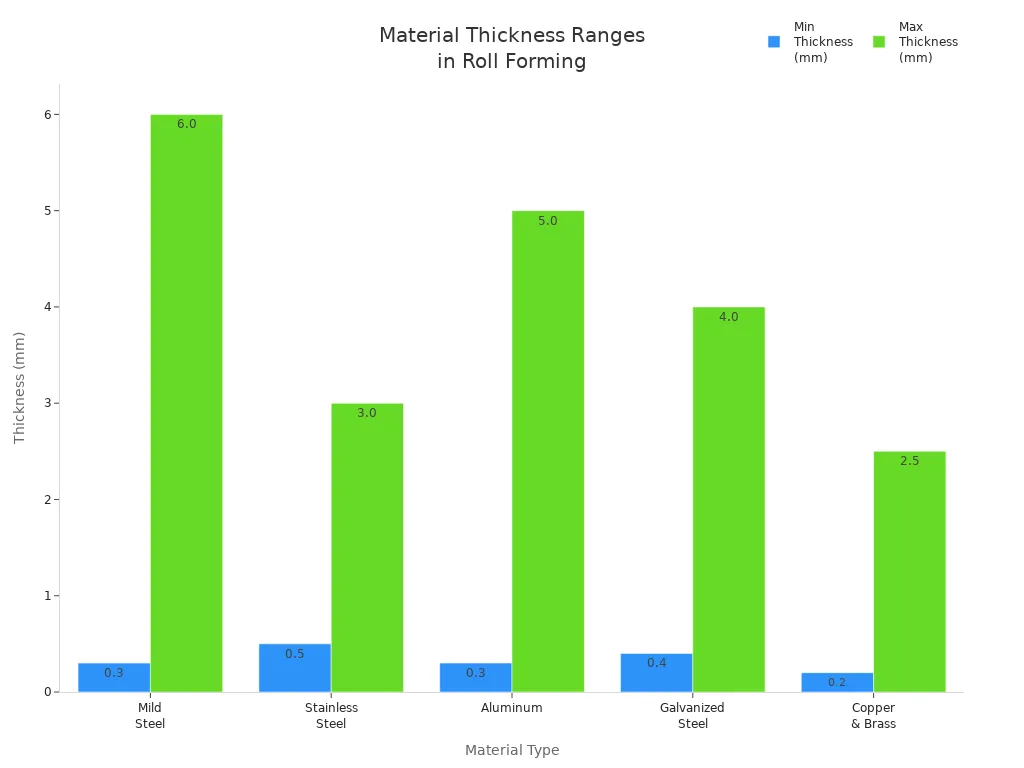
Apabila anda menggunakan pembentukan gulungan, anda akan melihat ketebalan bahan dari 0.2mm hingga 10mm. Ketebalan bergantung pada apa yang anda buat. Setiap bahan mempunyai ketebalan terbaik untuk membentuk gulungan. Anda boleh menyemak jadual di bawah untuk beberapa contoh biasa:
Jenis Bahan |
Julat Ketebalan Disyorkan (mm) |
Terbaik Aplikasi |
Keluli Lembut |
0.3 – 6.0 |
Bahagian struktur, kepingan bumbung |
Keluli Tahan Karat |
0.5 – 3.0 |
Kereta, kapal terbang, alat perubatan |
aluminium |
0.3 – 5.0 |
Struktur ringan, HVAC, penutup |
Keluli Tergalvani |
0.4 – 4.0 |
Bingkai kalis karat, bahagian bangunan |
Tembaga & Loyang |
0.2 – 2.5 |
Bahagian elektrik, trim untuk hiasan |
Memilih ketebalan bahan yang betul adalah sangat penting untuk persediaan mesin membentuk gulungan. Anda mesti memadankan saiz aci gulung, betapa kompleksnya bentuknya, dan daya pemotongan pada bahan anda. Jentera BMS membantu anda memilih penyelesaian terbaik untuk sebarang ketebalan bahan membentuk gulungan. Dengan cara ini, anda mendapat hasil pembentukan yang terbaik setiap kali.
Pengambilan Utama
Julat Ketebalan Bahan Pembentuk Roll
Ketebalan Standard dalam Industri
Ketebalan bahan sangat penting dalam pembentukan gulungan. Setiap mesin berfungsi paling baik dengan ketebalan tertentu. Jika anda memilih ketebalan yang betul, hasil anda lebih baik. Mesin anda juga akan bertahan lebih lama. Industri meletakkan mesin ke dalam kumpulan mengikut ketebalan. Anda boleh melihat jadual di bawah untuk melihat kumpulan ini:
Jenis Mesin |
Julat Ketebalan |
Mesin Tolok Nipis |
0.2 mm hingga 0.5 mm |
Mesin Bumbung dan Pelapisan Standard |
0.3 mm hingga 0.8 mm |
Mesin Tolok Sederhana |
0.8 mm hingga 2.0 mm |
Mesin Profil Struktur |
1.5 mm hingga 3.5 mm |
Mesin Pembentuk Gulung Berstruktur Berat |
3 mm hingga 6 mm atau lebih |
Jadual ini membantu anda memilih mesin yang sesuai untuk kerja anda. Mesin tolok nipis adalah baik untuk bahagian yang ringan. Mesin struktur berat digunakan untuk keluli tebal dan bingkai yang kuat.
Petua: Sentiasa semak julat ketebalan untuk bahan anda sebelum memulakan. Ini membantu anda menghentikan masalah mesin dan kualiti produk yang tidak baik.
Carta di bawah menunjukkan ketebalan terkecil dan terbesar untuk setiap jenis mesin:
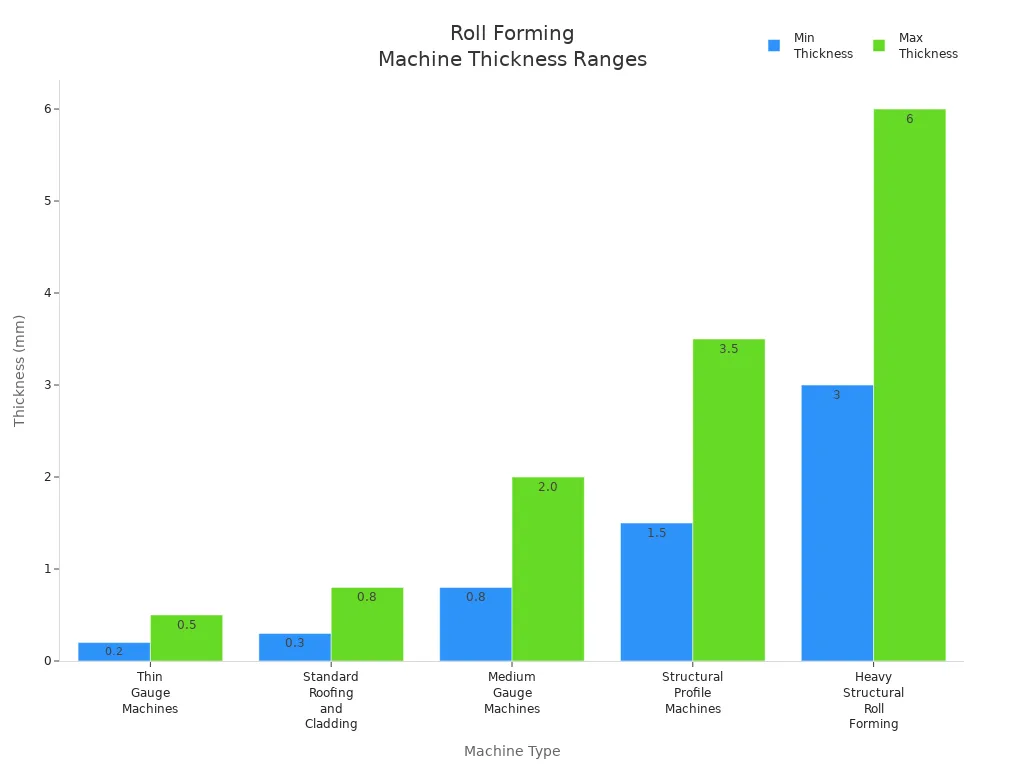
Pembentukan gulungan boleh menggunakan banyak ketebalan. Kebanyakan projek menggunakan ketebalan dari 0.2 mm hingga 6 mm. Ini berfungsi untuk bangunan, kereta dan kilang.
Keupayaan Jentera BMS
Apabila anda memilih mesin membentuk gulungan, anda ingin tahu ketebalan yang boleh digunakan. Jentera BMS membuat mesin untuk pelbagai ketebalan. Anda boleh mempercayai BMS Machinery untuk kepingan nipis atau profil tebal.
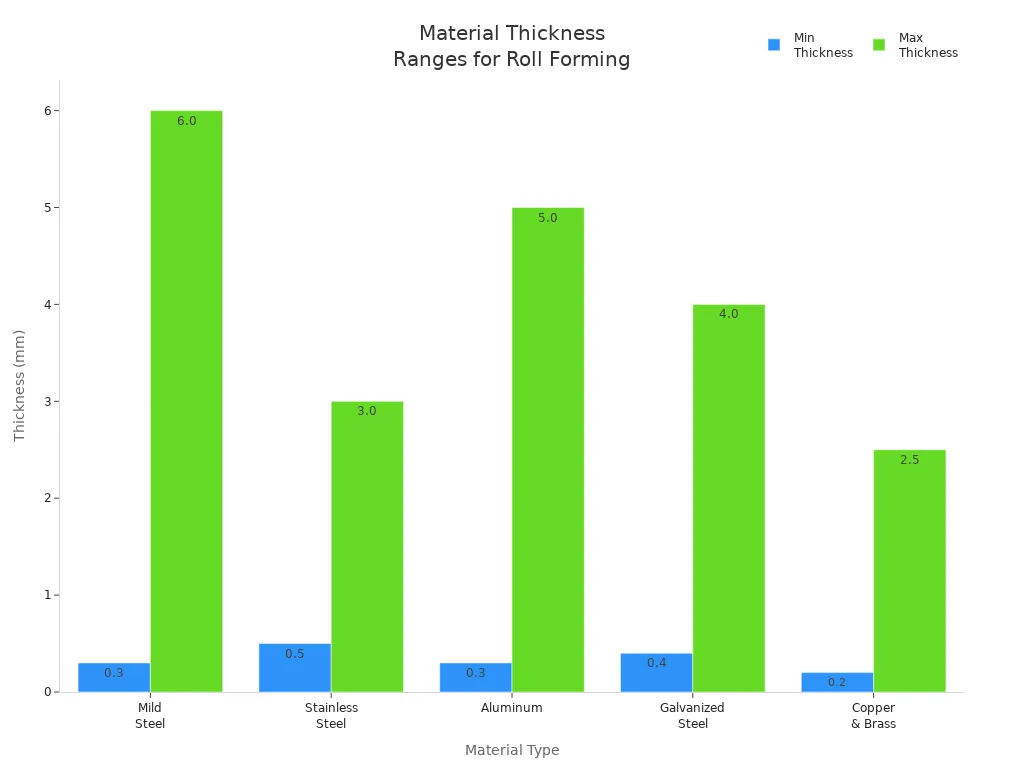
Berikut ialah jadual ringkas ketebalan yang disokong oleh Jentera BMS:
Julat ini bagus untuk bumbung, panel dinding dan struktur ringan. Anda boleh menggunakan Jentera BMS untuk keluli, aluminium dan logam lain. Mesin kekal tepat dan mengekalkan kualiti yang baik, walaupun anda menukar ketebalan.
Jentera BMS menggunakan teknologi baharu untuk hasil yang hebat. Anda mendapat kerja yang lancar, kurang pembaziran dan produk yang kukuh. Jika anda memerlukan sesuatu yang istimewa, BMS Machinery boleh membuat mesin hanya untuk ketebalan anda.
Nota: Anda sentiasa boleh meminta BMS Machinery untuk mendapatkan bantuan memilih mesin yang betul. Pakar mereka akan membantu anda memadankan projek anda dengan peralatan terbaik.
Jika anda tahu ketebalan standard dan apa yang boleh dilakukan oleh Jentera BMS, anda boleh membuat pilihan bijak untuk kilang anda. Ini membantu anda mendapatkan kualiti dan prestasi terbaik setiap masa.
Kesan Ketebalan Bahan pada Pembentukan Gulungan
Beban dan Prestasi Mesin
Adalah penting untuk mengetahui caranya ketebalan bahan menjejaskan mesin membentuk gulungan anda . Bahan yang lebih tebal memerlukan alat yang lebih kuat dan lebih banyak langkah untuk membentuknya. Bahan nipis boleh rosak jika anda tidak mengendalikannya dengan berhati-hati. Kuasa yang digunakan oleh mesin anda berubah mengikut ketebalan. Bahan berat memerlukan lebih kuasa dan boleh haus mesin anda dengan lebih cepat jika anda tidak menetapkannya dengan betul. Bahan nipis bergerak melalui mesin lebih cepat, tetapi bahan tebal memperlahankan keadaan. Anda juga perlu memerhatikan gegaran dan bahagian yang tidak berbaris. Masalah ini boleh menjadikan produk anda kurang tepat dan menyebabkan kesilapan.
Aspek |
Penjelasan |
Pelarasan Perkakas |
Bahan yang lebih tebal memerlukan alat yang lebih kuat dan lebih banyak langkah, manakala bahan nipis memerlukan pengendalian yang lembut. |
Keperluan Kuasa Mesin |
Bahan yang lebih berat menggunakan lebih kuasa dan boleh haus mesin jika tidak dipasang dengan betul. |
Kepantasan Pengeluaran |
Bahan nipis berjalan lebih cepat kerana ia memerlukan kurang daya, tetapi bahan tebal memperlahankan keadaan. |
Pakai Mesin |
Membentuk bahan tebal menjadikan mesin haus dengan lebih cepat, jadi anda memerlukan bahagian yang kuat dan pemeriksaan biasa. |
Getaran dan Penjajaran |
Lebih banyak daya daripada bahan tebal boleh membuat mesin goncang dan kucar-kacir bentuk. |
Petua: Sentiasa semak tetapan mesin anda sebelum anda memulakan. Ini membantu anda menghentikan masalah daripada ketebalan bahan.
Ketepatan dan Kualiti Profil
Ketebalan bahan adalah penting untuk membuat bentuk saiz yang betul. Bahan tebal mengubah cara logam membengkok dan meregang. Anda mungkin melihat saiz, tepi beralun atau lengkung yang salah dalam arah yang panjang. Berapa banyak regangan helaian bergantung pada ketebalan, kekuatan dan bentuk. Jika anda salah memilih ketebalan, bahagian anda mungkin tidak sesuai atau berfungsi dengan betul. Anda perlu memberi perhatian untuk mendapatkan bentuk yang terbaik.
Anda boleh membuat bahagian yang lebih baik dengan memilih ketebalan yang betul. Kajian menunjukkan bahawa helaian tebal mempunyai lebih sedikit kesilapan. Sebagai contoh, helaian DP600 3 mm dibengkokkan kurang daripada helaian 2 mm. Bahan tebal juga kurang retak di tepi. DP980 pada 2 mm retak 20% lebih daripada kepingan yang lebih tebal. Anda mendapat bahagian yang lebih baik dan lebih sedikit kesilapan apabila anda memadankan ketebalan dengan keperluan anda.
Kelajuan Pengeluaran
Ketebalan bahan mengubah kelajuan mesin membentuk gulungan anda berfungsi. Bahan nipis bergerak pantas kerana memerlukan lebih sedikit daya. Bahan tebal memperlahankan mesin kerana memerlukan lebih banyak langkah dan kuasa. Anda mesti mengimbangi kelajuan dan membuat bahagian yang baik. Jika anda pergi terlalu pantas dengan bahan tebal, anda boleh memecahkan mesin anda dan kehilangan ketepatan. Sentiasa tetapkan kelajuan anda untuk ketebalan yang anda gunakan untuk memastikan perkara selamat dan berfungsi dengan baik.
Ketebalan Disyorkan untuk Bahan Berbeza
Garis Panduan Ketebalan Keluli
Apabila anda bekerja dengan keluli dalam pembentukan gulungan, anda perlu memilih ketebalan bahan yang sesuai untuk projek anda. Keluli adalah kuat dan boleh digunakan untuk banyak perkara. Anda akan melihat ketebalan yang berbeza untuk kerja yang berbeza. Jadual di bawah menunjukkan julat ketebalan biasa dan tempat anda mungkin menggunakannya:
Julat Ketebalan |
Aplikasi Biasa |
1.5mm – 12mm |
Saluran dan rasuk struktur |
1.5mm – 6mm |
Purlin tolok berat |
2.5mm – 4mm |
Pengadang dan penghadang lebuh raya |
1.5mm – 6mm |
Bingkai keluli |
1.5mm – 3.5mm |
Rak penyimpanan dan sokongan industri |
2mm – 6mm |
Komponen peralatan pertanian |
3mm – 12mm |
Bahagian treler dan casis |
Jika anda ingin membuat bahagian yang kuat seperti rasuk atau pagar, anda harus menggunakan keluli yang lebih tebal. Untuk bahagian yang lebih ringan, anda boleh menggunakan keluli yang lebih nipis. Sentiasa periksa ketebalan bahan pembentuk gulungan sebelum anda mula. Ini membantu anda mendapatkan hasil yang terbaik dan memastikan mesin anda selamat.
Petua: Keluli yang lebih tebal memerlukan lebih banyak kuasa dan mesin yang lebih kuat. Pastikan anda mesin membentuk gulungan sepadan dengan ketebalan bahan yang anda rancang untuk digunakan.
Garis Panduan Ketebalan Aluminium
Aluminium lebih ringan daripada keluli. Anda sering menggunakannya untuk bahagian yang perlu ringan tetapi masih kuat. Dalam pembentukan gulungan, anda biasanya melihat aluminium dengan ketebalan bahan dari 0.3mm hingga 5mm. Aluminium nipis berfungsi dengan baik untuk saluran HVAC, penutup dan panel. Aluminium yang lebih tebal bagus untuk bingkai dan sokongan.
Gunakan 0.3mm hingga 1mm untuk penutup dan panel cahaya.
Gunakan 1mm hingga 3mm untuk bahagian struktur dan bingkai.
Gunakan sehingga 5mm untuk aplikasi tugas berat.
Aluminium mudah dibengkokkan, jadi anda mesti menetapkan mesin pembentuk gulungan anda dengan berhati-hati. Sentiasa periksa ketebalan bahan untuk mengelakkan keretakan atau bengkok yang terlalu tajam.
Bahan Lain
Anda juga boleh menggunakan logam lain dalam membentuk gulungan, seperti tembaga, loyang dan keluli tahan karat. Setiap bahan mempunyai ketebalan terbaiknya sendiri. Untuk kuprum dan loyang, anda selalunya menggunakan 0.2mm hingga 2.5mm. Logam ini lembut dan digunakan untuk memangkas, hiasan atau bahagian elektrik. Keluli tahan karat lebih keras dan berfungsi paling baik dengan ketebalan 0.5mm hingga 3mm. Anda melihatnya dalam alatan perubatan, alat ganti kereta dan peralatan makanan.
Nota: Sentiasa padankan mesin pembentuk gulungan anda dengan ketebalan dan jenis bahan. Ini membantu anda mendapatkan bentuk licin dan produk berkualiti tinggi.
Memilih ketebalan bahan yang sesuai untuk setiap logam membantu anda mendapatkan hasil yang terbaik membentuk gulungan . Anda akan membuat bahagian yang kuat, tepat dan selamat setiap masa.
Laraskan Mesin Pembentuk Gulung untuk Ketebalan Bahan
Apabila anda bekerja dengan membentuk gulungan, anda mesti melaraskan mesin membentuk gulungan untuk setiap ketebalan bahan. Pelarasan ini membantu anda mendapatkan bentuk terbaik, mengelakkan kerosakan mesin dan memastikan produk anda berkualiti tinggi. Anda perlu menukar tetapan kelegaan penggelek, tekanan, perkakas dan penentukuran. Mari lihat setiap langkah.
Kelegaan dan Tekanan Roller
Anda mesti menetapkan jurang yang betul antara penggelek untuk setiap ketebalan bahan. Jika tidak, anda boleh menghancurkan helaian nipis atau biarkan helaian tebal longgar. Berikut ialah cara anda boleh melaraskan kelegaan dan tekanan penggelek:
Ukur ketebalan bahan anda. Jika ketebalan berubah lebih daripada ±0.2 mm, laraskan jurang roller.
Tetapkan jurang penggelek kepada ketebalan bahan ditambah kira-kira 0.05 mm. Ruang kecil ini membantu helaian bergerak dengan lancar.
Untuk bahan yang lebih tebal, tambahkan sedikit jurang dan perlahankan kelajuan pembentukan. Ini mengelakkan helaian daripada tersekat atau rosak.
Untuk bahan yang lebih nipis, jadikan jurang sedikit lebih kecil dan tingkatkan ketegangan jalur. Ini menghalang helaian daripada berkedut atau tergelincir.
Jika mesin anda mempunyai tetapan automatik, masukkan ketebalan bahan pada skrin sentuh. Mesin akan melaraskan jurang untuk anda.
Petua: Sentiasa periksa tekanan penggelek. Tekanan terlalu banyak boleh menipiskan logam atau menyebabkan keretakan. Tekanan yang terlalu sedikit boleh menyebabkan profil kehilangan bentuknya.
Pelarasan Perkakas dan Die
Anda juga mesti melaraskan perkakas dan mati apabila anda menukar ketebalan bahan. Bahagian ini membentuk logam semasa ia bergerak melalui mesin pembentuk gulungan. Berikut adalah beberapa langkah yang perlu anda ikuti:
Semak sebarang perubahan dalam ketebalan bahan yang melebihi had biasa. Malah perubahan kecil boleh menjejaskan bentuk akhir.
Lihat sifat bahan. Logam yang lebih keras atau lebih lembut memerlukan tetapan alatan yang berbeza untuk setiap bengkok.
Seimbangkan keperluan untuk kualiti yang baik dengan kelajuan pengeluaran. Kadang-kadang, anda mesti perlahan untuk mendapatkan hasil yang lebih baik.
Anda boleh menggunakan jadual ini untuk membimbing pelarasan anda:
Aspek Pengubahsuaian |
Penerangan |
Penentukuran |
Tetapkan kedua-dua kelegaan menegak dan mendatar. Pastikan setiap hantaran berbaris dengan yang seterusnya. |
Kelegaan Alat Menegak |
Laraskan perkakas atas untuk bahan yang paling tebal. Gunakan tolok perasa untuk memeriksa seretan sedikit. |
Penjajaran Pass-to-Pass |
Periksa sama ada setiap alatan melepasi barisan. Jurang tidak boleh lebih daripada 0.010 inci untuk hasil terbaik. |
Perubahan dalam ketebalan bahan boleh menimbun dan menjadikan keratan rentas saiz yang salah.
Anda perlu memastikan spesifikasi bahan anda sama untuk mengelakkan sekerap tambahan dan perubahan alatan.
Pembentukan gulungan menggunakan sudut tetap, jadi anda mesti menyesuaikan dengan teliti untuk setiap ketebalan baharu.
Prosedur Penentukuran
Penentukuran memastikan mesin pembentuk gulungan anda berfungsi dengan betul. Anda mesti menyemak dan menetapkan mesin setiap kali anda menukar ketebalan bahan. Berikut ialah panduan langkah demi langkah:
Tetapkan jurang antara penggelek atas dan bawah kepada 1.0 hingga 1.05 kali ketebalan bahan. Jika jurang terlalu ketat, anda akan menipiskan logam. Jika ia terlalu longgar, profil tidak akan memegang bentuknya.
Jika anda beralih kepada bahan yang lebih keras, seperti keluli berkekuatan tinggi, tingkatkan tekanan bawah dan ketatkan gulungan sisi. Ini membantu memegang bentuk.
Masukkan helaian ketebalan yang diketahui antara penggelek. Laraskan roller atas sehingga anda mencapai celah yang betul. Ulangi ini dengan ketebalan yang berbeza untuk memeriksa ketepatan.
Gunakan alat lurus atau pengukur untuk memeriksa sama ada penggelek atas dan bawah adalah selari. Laraskan pelekap atau shim jika perlu.
Putar penggelek dengan tangan untuk memeriksa gelinciran. Jika penggelek tergelincir, laraskan ketegangan atau gunakan kompaun anti-gelincir.
Nota: Sentiasa pertimbangkan jenis dan ketebalan bahan anda apabila anda menyediakan mesin. Sesetengah logam memerlukan lebih banyak tekanan atau pelinciran tambahan.
Anda harus menyemak penentukuran semasa persediaan dan penyelenggaraan biasa. Ini memastikan penjejakan jalur tepat dan menghentikan herotan profil. Apabila anda melaraskan mesin membentuk gulungan untuk setiap ketebalan bahan, anda mendapat hasil yang lebih baik dan hayat mesin yang lebih lama.
Isu Biasa dengan Ketebalan Bahan yang Salah
Kecacatan dan Masalah Kualiti
Jika anda menggunakan ketebalan bahan yang salah, anda boleh mendapat banyak masalah. Masalah ini boleh menyebabkan bahagian siap anda kelihatan buruk atau tidak berfungsi dengan betul. Sesetengah masalah berlaku apabila bahan terlalu tebal atau terlalu nipis untuk mesin anda. Anda mungkin melihat rekahan, kedutan atau bentuk yang tidak betul. Jadual di bawah menunjukkan beberapa masalah biasa, sebab ia berlaku dan cara membetulkannya:
Masalah |
sebab |
Penyelesaian |
Retak Tepi |
Membentuk tekanan terlalu tinggi untuk ketebalan bahan |
Kurangkan tekanan membentuk, gunakan lebih banyak hantaran membentuk |
Isu Spring-Back |
Bahan nipis melentur melebihi toleransi |
Laraskan kelegaan penggelek, tambah penggelek sokongan tambahan |
Kedutan Permukaan |
Sokongan yang tidak mencukupi untuk bahan nipis |
Tingkatkan sentuhan penggelek, laraskan kelajuan membentuk |
Pakai Roller Berlebihan |
Bahan tebal menghasilkan terlalu banyak geseran |
Tingkatkan pelinciran, gunakan penggelek keluli yang dikeraskan |
Dimensi Profil Salah |
Bahan terlalu tebal atau terlalu nipis untuk tetapan mesin |
Laraskan kelegaan penggelek, kalibrasi semula pas membentuk |
Anda harus sentiasa semak ketebalan bahan sebelum anda mula. Ini membantu anda menghentikan masalah dan memastikan bahagian anda sentiasa baik.
Kehausan dan Kerosakan Mesin
Menggunakan ketebalan bahan yang salah boleh menjejaskan mesin membentuk gulungan anda. Jika anda menggunakan bahan tebal, mesin memerlukan lebih kekuatan untuk membentuknya. Ini boleh membuat penggelek dan bahagian lain haus dengan lebih cepat. Jika anda menggunakan bahan nipis, penggelek mungkin tidak dapat menahannya dengan baik. Ini boleh membuat helaian tergelincir atau hujungnya melebar.
Daya membentuk terlalu banyak adalah masalah besar dalam mesin membentuk gulungan. Jika daya lebih tinggi daripada apa yang digunakan untuk mesin itu, perkara boleh menjadi salah. Mesin boleh rosak, dan bahagian boleh tersalah keluar. Anda juga mungkin mempunyai lebih banyak kesilapan dan pembaziran.
Anda perlu tetapkan jurang antara penggelek untuk setiap ketebalan bahan. Jika tidak, anda mungkin melihat selekoh atau suar tambahan di bahagian anda. Menetapkan mesin dengan betul memastikan ia selamat dan menjadikan bahagian anda lebih baik.
Penyelesaian Penyelesaian Masalah
Anda boleh menyelesaikan banyak masalah dengan menyemak persediaan membentuk gulungan anda. Jika anda melihat kesilapan atau kehausan mesin, cuba langkah ini:
Periksa sama ada penggelek berbaris dan perhatikan ketebalan bahan.
Tukar tekanan penggelek supaya ia sepadan dengan bahan.
Pastikan anda menggunakan minyak atau gris yang mencukupi untuk kerja yang lancar.
Selalu lihat mesin anda untuk mencari masalah lebih awal.
Jadual di bawah memberi anda panduan pantas untuk menyelesaikan masalah:
Isu |
Kemungkinan Punca |
Penyelesaian |
tak betul Ketebalan Bahan |
Penggelek tidak sejajar, ketebalan bahan tidak konsisten |
Periksa penjajaran penggelek, pantau ketebalan bahan, laraskan tekanan penggelek |
Jika anda mengikuti langkah-langkah ini, mesin membentuk gulungan anda akan berfungsi dengan lebih baik. Sentiasa padankan ketebalan bahan dengan tetapan mesin anda. Ini membantu anda membuat bahagian yang baik dan memastikan mesin anda selamat.
Amalan Terbaik untuk Bahan Nipis dan Tebal
Mengendalikan Bahan Nipis
Anda perlu menggunakan penjagaan khas apabila anda bekerja dengan bahan nipis dalam membentuk gulungan. Cadar nipis boleh berkedut, koyak atau tergelincir jika anda tidak menyediakan mesin anda dengan cara yang betul. Berikut ialah beberapa amalan terbaik yang perlu anda ikuti:
Latih pengendali anda dengan baik . Mereka mesti tahu cara menjalankan dan menyelenggara mesin.
Selalu pelincir alatan. Ini mengurangkan geseran dan membantu alatan bertahan lebih lama.
Gunakan pengoptimuman proses untuk menjadikan pengeluaran lancar dan mengurangkan masa henti.
Terapkan idea pembuatan tanpa lemak. Ini membantu anda menggunakan lebih sedikit bahan dan menyediakan lebih cepat.
Melabur dalam teknologi canggih. Mesin baharu boleh mengendalikan kepingan nipis dengan lebih baik dan membuat lebih sedikit kesilapan.
Jika anda mengikuti langkah-langkah ini, anda akan mengelakkan kecacatan dan memastikan garisan pembentukan roll anda berjalan dengan baik.
Memproses Bahan Tebal
Bahan tebal memerlukan mesin yang kuat dan perancangan yang teliti. Anda mesti memikirkan banyak perkara sebelum anda mula menggulung membentuk helaian tebal:
Semak ketebalan bahan. Lembaran yang lebih tebal memerlukan mesin yang lebih besar dan aci yang lebih kuat.
Tengok jenis bahan. Logam yang lebih lembut mungkin memerlukan lebih sedikit lenturan.
Fikirkan tentang kekuatan hasil . Logam yang lebih kuat memerlukan tetapan mesin yang berbeza.
Perhatikan pemanjangan. Jika logam meregang lebih banyak, anda mungkin perlu memperlahankan mesin.
Kira bilangan selekoh. Lebih banyak selekoh bermakna anda memerlukan lebih banyak stesen.
Ukur jumlah darjah selekoh. Ini menjejaskan saiz mesin dan motor.
Semak ketinggian dan lebar bahagian. Bahagian yang lebih besar memerlukan aci yang lebih besar.
Tentukan sama ada anda akan memotong atau menebuk lubang sebelum atau selepas membentuk. Sesetengah bentuk berfungsi lebih baik dengan selepas memotong atau selepas menebuk.
Anda mesti memadankan mesin anda dengan kerja. Ini memastikan produk anda kukuh dan mesin anda selamat.
Strategi Pengoptimuman Jentera BMS
Jentera BMS memberi anda alat dan sokongan untuk mengendalikan sebarang ketebalan bahan pembentuk gulungan. Anda boleh menggunakan mesin mereka untuk kedua-dua bahan nipis dan tebal. Berikut ialah beberapa cara BMS Machinery membantu anda:
Anda mendapat mesin dengan pelarasan automatik untuk ketebalan bahan yang berbeza.
Anda boleh meminta mesin tersuai untuk projek khas.
Anda menerima latihan dan sokongan daripada pakar.
Anda menggunakan teknologi canggih yang mengurangkan sisa dan meningkatkan kualiti.
Dengan Jentera BMS, anda boleh mempercayai proses membentuk gulungan anda menjadi lancar dan cekap. Anda akan membuat bahagian berkualiti tinggi setiap masa.
Kelajuan dan Pengoptimuman Sisa mengikut Ketebalan
Mengimbangi Kepantasan dan Kualiti
Anda ingin membuat sebanyak mungkin bahagian, tetapi anda juga mahu setiap bahagian kelihatan dan berfungsi dengan betul. Apabila anda menggunakan pembentukan roll, anda mesti mencari kelajuan terbaik untuk talian anda . Jika anda menjalankan mesin anda terlalu pantas, anda mungkin melihat masalah seperti panel berpintal, tepi beralun atau potongan yang tidak lurus. Masalah ini boleh menurunkan kualiti produk siap anda.
Berikut ialah beberapa perkara yang perlu diingat apabila anda menetapkan kelajuan membentuk gulungan anda:
Kelajuan tinggi boleh membantu anda membuat lebih banyak bahagian, tetapi ia juga boleh menyebabkan lebih banyak kesilapan.
Jika anda pergi terlalu laju, mesin anda mungkin bergegar atau bergetar, yang boleh menjejaskan bentuk produk anda.
Kebanyakan garisan membentuk gulungan berfungsi pada kelajuan antara 10 dan 50 meter seminit.
Jika anda melihat kecacatan seperti haluan atau pusingan, perlahankan garisan untuk meningkatkan ketepatan.
Sentiasa periksa bahagian anda apabila ia keluar. Jika anda melihat masalah, laraskan kelajuan sehingga anda mendapat hasil yang terbaik.
Petua: Kelajuan yang betul bergantung pada ketebalan bahan anda dan bentuk yang anda ingin buat. Bahan yang lebih tebal selalunya memerlukan kelajuan yang lebih perlahan untuk memastikan bentuknya betul.
Mengurangkan Pembaziran Bahan
Anda boleh menjimatkan wang dan membantu alam sekitar dengan menggunakan lebih sedikit bahan dalam proses membentuk gulungan anda. Pembaziran sering berlaku apabila anda menggunakan tetapan yang salah atau tidak memadankan mesin anda dengan ketebalan bahan pembentuk gulungan. Anda boleh mengikuti langkah berikut untuk mengurangkan pembaziran:
Ukur ketebalan bahan anda sebelum anda mula. Ini membantu anda menetapkan penggelek dan tekanan dengan betul.
Gunakan mesin yang membenarkan anda tukar tetapan dengan cepat . Ini membantu anda bertukar antara kerja dengan kurang sekerap.
Latih pasukan anda untuk mengesan kesilapan lebih awal. Jika anda cepat menangkap masalah, anda boleh menghentikan sisa sebelum ia tumbuh.
Pastikan alatan anda tajam dan mesin anda bersih. Alat yang kusam dan penggelek kotor boleh menyebabkan bentuk buruk dan sisa tambahan.
Rancang potongan dan bengkok anda untuk menggunakan sebanyak mungkin helaian.
Apabila anda memberi perhatian kepada kedua-dua kelajuan dan pembaziran, anda mendapat lebih banyak bahagian yang baik dan membelanjakan lebih sedikit untuk bahan. Anda juga membantu mesin membentuk gulungan anda tahan lebih lama dan berfungsi dengan lebih baik.
Jentera BMS membolehkan anda menukar jurang gulungan untuk ketebalan yang berbeza. Mesin mereka kuat dan membantu anda membuat bahagian yang baik. Jika anda mahukan bantuan lanjut, lihat carta di bawah atau minta nasihat BMS Machinery.
Untuk mendapatkan bantuan lanjut, lihat amalan terbaik atau bercakap dengan BMS Machinery untuk jawapan yang dibuat khas untuk anda.
Soalan Lazim
Apa yang berlaku jika anda menggunakan ketebalan bahan yang salah dalam membentuk gulungan?
Anda mungkin mendapat rekahan, ombak atau bentuk yang tidak betul. Mesin juga boleh haus dengan lebih cepat. Sentiasa periksa ketebalan sebelum mula mengelakkan masalah ini.
Bagaimanakah anda menukar mesin membentuk gulungan untuk ketebalan yang berbeza?
Laraskan jurang penggelek agar sepadan dengan bahan anda. Gunakan kawalan mesin atau tetapan manual. Periksa tekanan dan penjajaran. Uji dengan helaian sampel terlebih dahulu.
Bolehkah satu mesin membentuk gulungan berfungsi dengan kedua-dua bahan nipis dan tebal?
Sesetengah mesin boleh mengendalikan pelbagai ketebalan. Anda perlu melihat spesifikasi mesin. Jentera BMS mempunyai model dengan tetapan boleh laras untuk ketebalan yang berbeza.
Mengapakah ketebalan bahan berubah seberapa cepat anda boleh menghasilkan?
Bahan yang lebih tebal memerlukan lebih banyak daya dan berjalan lebih perlahan melalui mesin. Bahan nipis bergerak lebih cepat. Anda mesti mencari keseimbangan yang betul antara kelajuan dan kualiti untuk hasil yang terbaik.



































