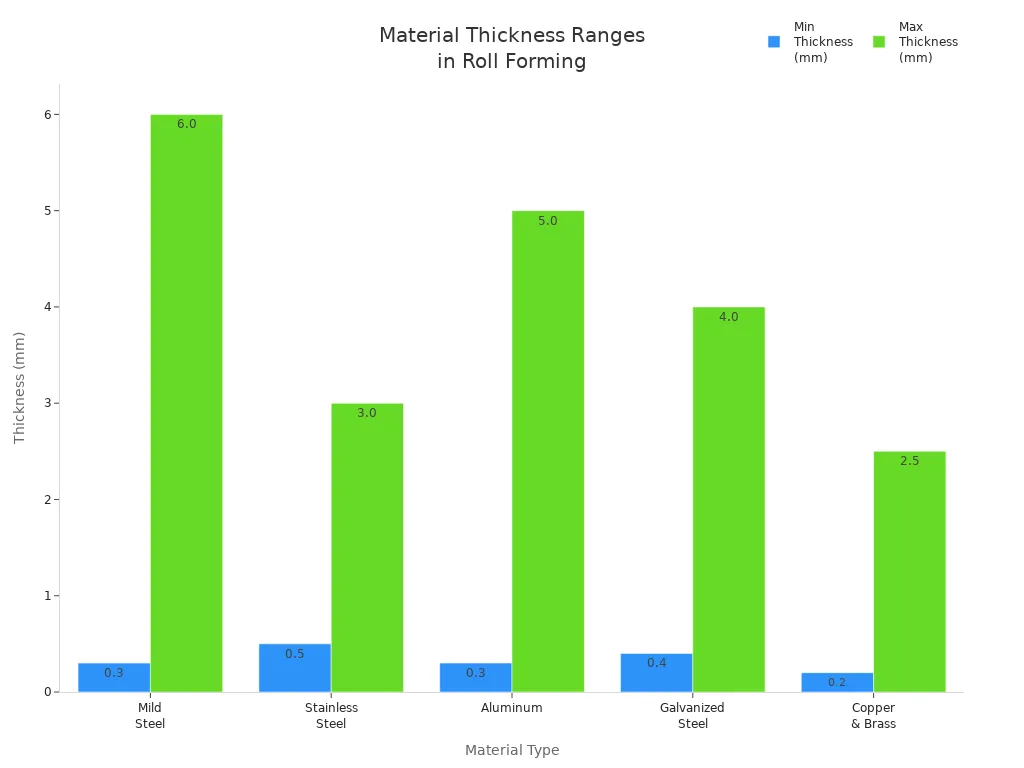
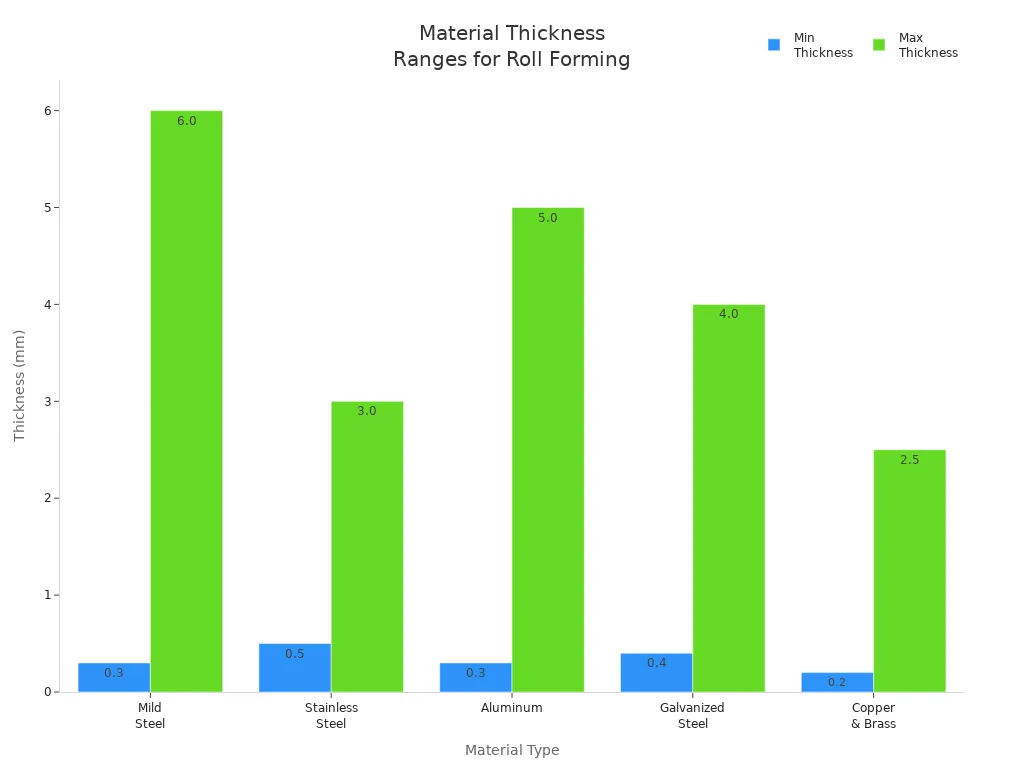
Калі вы выкарыстоўваеце форму валкоў, вы ўбачыце таўшчыню матэрыялу ад 0,2 мм да 10 мм. Таўшчыня залежыць ад таго, што вы робіце. Кожны матэрыял мае найлепшую таўшчыню для фармавання рулонаў. Вы можаце праверыць табліцу ніжэй для некаторых агульных прыкладаў:
Тып матэрыялу |
Рэкамендаваны дыяпазон таўшчыні (мм) |
Лепшы Прыкладанні |
Мяккая сталь |
0,3 - 6,0 |
Канструктыўныя дэталі, дахавыя лісты |
Нержавеючая сталь |
0,5 - 3,0 |
Аўтамабілі, самалёты, медыцынскія інструменты |
Алюміній |
0,3 - 5,0 |
Лёгкія канструкцыі, вентыляцыя, агароджы |
Ацынкаваная сталь |
0,4 - 4,0 |
Нержавеючыя рамы, будаўнічыя дэталі |
Медзь і латунь |
0,2 - 2,5 |
Электрычныя дэталі, аздабленне |
Выбар правільнай таўшчыні матэрыялу вельмі важны для ўстаноўкі машыны для фармавання рулонаў. Вы павінны супаставіць памер вала рулона, складанасць формы і сілу рэзання з вашым матэрыялам. BMS Machinery дапаможа вам выбраць лепшае рашэнне для любой таўшчыні матэрыялу для фармавання рулонаў. Такім чынам, вы кожны раз атрымліваеце лепшыя вынікі фармоўкі.
Ключавыя вывады
Выберыце правільную таўшчыню матэрыялу для фармавання рулонаў. Гэта дапаможа вам атрымаць лепшыя вынікі і праслужыць машыну даўжэй. Змяняйце налады машыны для фармавання рулонаў пры змене таўшчыні матэрыялу. Гэта прадухіляе памылкі і захоўвае прадукт у добрым стане. Больш тоўстыя матэрыялы патрабуюць большай магутнасці і асцярожнай працы. Перад пачаткам заўсёды правярайце налады машыны. Выкарыстоўвайце BMS Machinery для машын, якім можна давяраць. Яны працуюць з рознымі таўшчынямі і аказваюць экспертную дапамогу. Сачыце за хуткасцю вытворчасці ў залежнасці ад таўшчыні матэрыялу. Гэта захоўвае рэчы хутка, але і добрай якасці.
Дыяпазон таўшчыні матэрыялу для фармавання рулонаў
Стандартная таўшчыня ў прамысловасці
Таўшчыня матэрыялу вельмі важная пры фармоўцы рулонаў. Кожная машына лепш за ўсё працуе з пэўнай таўшчынёй. Калі вы выбіраеце правільную таўшчыню, вашы вынікі будуць лепшымі. Ваша машына таксама праслужыць даўжэй. Прамысловасць разбівае машыны на групы па таўшчыні. Вы можаце паглядзець на табліцу ніжэй, каб убачыць гэтыя групы:
Тып машыны |
Дыяпазон таўшчыні |
Тонкакаліберныя машыны |
0,2 мм да 0,5 мм |
Стандартныя дахавыя і абліцоўвальныя машыны |
0,3 мм да 0,8 мм |
Машыны сярэдняй каляіны |
0,8 мм да 2,0 мм |
Машыны канструкцыйнага профілю |
Ад 1,5 мм да 3,5 мм |
Цяжкія структурныя Профилегибочные машыны |
Ад 3 мм да 6 мм і больш |
Гэтая табліца дапаможа вам выбраць правільную машыну для вашай працы. Машыны тонкага калібру добрыя для лёгкіх дэталяў. Цяжкія канструкцыйныя машыны выкарыстоўваюцца для тоўстай сталі і моцных рам.
Парада: перад пачаткам заўсёды правярайце дыяпазон таўшчыні вашага матэрыялу. Гэта дапаможа вам спыніць праблемы з машынай і дрэнную якасць прадукцыі.
У табліцы ніжэй паказаны найменшая і найбольшая таўшчыня для кожнага тыпу машыны:
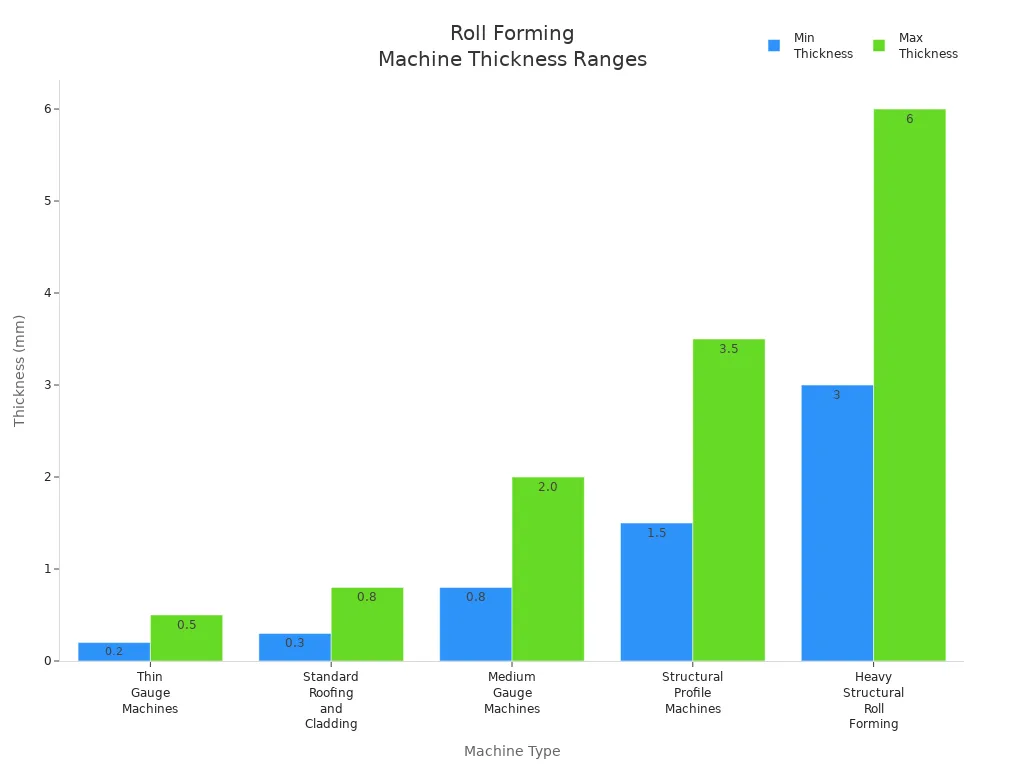
Для фармавання рулонаў можна выкарыстоўваць шмат таўшчыні. У большасці праектаў выкарыстоўваецца таўшчыня ад 0,2 мм да 6 мм. Гэта працуе для будаўніцтва, аўтамабіляў і заводаў.
Магчымасці машын BMS
Калі вы выбіраеце машыну для фармавання рулонаў, вы хочаце ведаць, якую таўшчыню яна можа выкарыстоўваць. BMS Machinery вырабляе машыны для розных таўшчынь. Вы можаце давяраць BMS Machinery для тонкіх лістоў або тоўстых профіляў.
Вось кароткая табліца таўшчынь, якія падтрымлівае BMS Machinery:
КАТЭГОРЫЯ ПРАДУКЦЫІ |
Таўшчыня матэрыялу |
Профилегибочная машына для двухслаёвай даху |
0,3-0,8 мм |
C/U/Z/M/L машыны для прагонаў |
1-3 мм / цяжкі рэжым: 3-6 мм |
Машына для падлогі |
0,8-1,5 мм / цяжкі: 1,5-2,5 мм |
Профилегибочная машына для чарапіцы |
0,4-0,8 мм |
Профилегибочная машына Unistrut |
1,5-2,5 мм |
Машына для апрацоўкі панэляў даху і сцен |
0,2-0,8 мм |
Штыфт і дарожка, машына для гіпсакардонных перагародак |
0,3-1,0 мм |
Доўгая рэзка і папка |
1,0 мм (максімум) |
гнуткі станок |
1,2 мм (максімум) |
Гэты дыяпазон добры для даху, сценавых панэляў і лёгкіх канструкцый. Вы можаце выкарыстоўваць BMS Machinery для сталі, алюмінія і іншых металаў. Машыны застаюцца дакладнымі і захоўваюць добрую якасць, нават калі вы змяняеце таўшчыню.
BMS Machinery выкарыстоўвае новыя тэхналогіі для дасягнення выдатных вынікаў. Вы атрымліваеце гладкую працу, менш адходаў і трывалыя прадукты. Калі вам трэба нешта асаблівае, BMS Machinery можа зрабіць машыну менавіта для вашай таўшчыні.
Заўвага: Вы заўсёды можаце звярнуцца па дапамогу ў выбары патрэбнай машыны да BMS Machinery. Іх эксперты дапамогуць падабраць для вашага праекта лепшае абсталяванне.
Калі вы ведаеце стандартную таўшчыню і тое, што можа зрабіць BMS Machinery, вы можаце зрабіць разумны выбар для сваёй фабрыкі. Гэта дапамагае вам кожны раз атрымліваць лепшую якасць і прадукцыйнасць.
Уплыў таўшчыні матэрыялу на фармоўку
Нагрузка і прадукцыйнасць машыны
Важна ведаць як Таўшчыня матэрыялу ўплывае на станок для фармавання рулонаў . Больш тоўстыя матэрыялы патрабуюць больш трывалых інструментаў і больш крокаў для іх фарміравання. Тонкія матэрыялы могуць пашкодзіцца, калі з імі не асцярожна звяртацца. Магутнасць, якую выкарыстоўвае ваша машына, змяняецца з таўшчынёй. Цяжкія матэрыялы патрабуюць большай магутнасці і могуць хутчэй зношваць вашу машыну, калі яе не наладзіць належным чынам. Тонкія матэрыялы рухаюцца праз машыну хутчэй, але тоўстыя запавольваюць працу. Вам таксама трэба сачыць за тым, каб дэталі не дрыжалі і не супадалі. Гэтыя праблемы могуць зрабіць вашу прадукцыю менш дакладнай і выклікаць памылкі.
Аспект |
Тлумачэнне |
Рэгуляванне інструментаў |
Больш тоўстыя матэрыялы патрабуюць больш моцных інструментаў і больш крокаў, у той час як тонкія матэрыялы патрабуюць асцярожнага абыходжання. |
Патрабаванні да магутнасці машыны |
Больш цяжкія матэрыялы спажываюць больш энергіі і могуць зношваць машыну, калі іх не наладзіць належным чынам. |
Хуткасць вытворчасці |
Тонкія матэрыялы ідуць хутчэй, таму што ім патрабуецца менш сілы, але тоўстыя матэрыялы запавольваюць працу. |
Машынны знос |
Фарміраванне тоўстых матэрыялаў хутчэй зношвае машыну, таму вам патрэбны трывалыя дэталі і рэгулярныя праверкі. |
Вібрацыя і выраўноўванне |
Большая сіла ад тоўстых матэрыялаў можа прымусіць машыну дрыжаць і сапсаваць форму. |
Савет: заўсёды праверце налады машыны . перад пачаткам Гэта дапаможа вам пазбегнуць праблем з таўшчынёй матэрыялу.
Дакладнасць і якасць профілю
Таўшчыня матэрыялу важная для стварэння фігур патрэбнага памеру. Тоўстыя матэрыялы змяняюць тое, як метал згінаецца і расцягваецца. Вы можаце ўбачыць няправільны памер, хвалістыя краю або крывыя ў доўгім кірунку. Наколькі ліст расцягваецца, залежыць ад таўшчыні, трываласці і формы. Калі вы вылучыце няправільную таўшчыню, вашы дэталі могуць не падысці або працаваць належным чынам. Вы павінны звярнуць увагу, каб атрымаць лепшыя формы.
Вы можаце зрабіць лепшыя дэталі, выбраўшы правільную таўшчыню. Даследаванні паказваюць, што тоўстыя аркушы маюць менш памылак. Напрыклад, ліст DP600 3 мм сагнуў менш, чым ліст 2 мм. Тоўстыя матэрыялы таксама менш трэскаюцца па краях. DP980 пры 2 мм трэснуў на 20% больш, чым больш тоўстыя лісты. Вы атрымліваеце лепшыя дэталі і менш памылак, калі падбіраеце таўшчыню да вашых патрэбаў.
Хуткасць вытворчасці
Таўшчыня матэрыялу змяняе хуткасць працы вашай машыны для фармавання рулонаў. Тонкія матэрыялы рухаюцца хутка, таму што ім патрэбна меншая сіла. Тоўстыя матэрыялы запавольваюць машыну, таму што ім патрабуецца больш крокаў і магутнасці. Вы павінны збалансаваць хуткасць і выраб добрых дэталяў. Калі вы будзеце рухацца занадта хутка з тоўстымі матэрыяламі, вы можаце зламаць машыну і страціць дакладнасць. Заўсёды ўстанаўлівайце хуткасць у залежнасці ад таўшчыні, якую вы выкарыстоўваеце, каб рэчы былі ў бяспецы і добра працавалі.
Рэкамендуемая таўшчыня для розных матэрыялаў
Рэкамендацыі па таўшчыні сталі
Калі вы працуеце са сталлю пры фармоўцы рулонаў, вам трэба выбраць правільную таўшчыню матэрыялу для вашага праекта. Сталь трывалая і можа выкарыстоўвацца для многіх рэчаў. Вы ўбачыце розную таўшчыню для розных работ. У табліцы ніжэй паказаны агульныя дыяпазоны таўшчыні і месца іх выкарыстання:
Дыяпазон таўшчыні |
Агульныя прыкладанні |
1,5 мм - 12 мм |
Канструкцыйныя швелеры і бэлькі |
1,5 мм - 6 мм |
Прагоны вялікага калібру |
2,5 мм - 4 мм |
Агароджы і шашэйныя бар'еры |
1,5 мм - 6 мм |
Сталёвыя каркасы |
1,5 мм – 3,5 мм |
Стэлажы для захоўвання і прамысловыя апоры |
2 мм - 6 мм |
Камплектуючыя сельскагаспадарчага абсталявання |
3 мм - 12 мм |
Дэталі прычэпа і шасі |
Калі вы хочаце зрабіць трывалыя дэталі, такія як бэлькі або агароджы, варта выкарыстоўваць больш тоўстую сталь. Для больш лёгкіх дэталяў можна выкарыстоўваць больш тонкую сталь. Перад пачаткам заўсёды правярайце таўшчыню матэрыялу для фармавання рулонаў. Гэта дапаможа вам атрымаць найлепшыя вынікі і забяспечыць бяспеку вашай машыны.
Савет: больш тоўстая сталь патрабуе большай магутнасці і мацнейшых машын. Пераканайцеся, што ваш машына для фармавання рулонаў адпавядае таўшчыні матэрыялу, які вы плануеце выкарыстоўваць.
Рэкамендацыі па таўшчыні алюмінія
Алюміній лягчэй сталі. Вы часта выкарыстоўваеце яго для дэталяў, якія павінны быць лёгкімі, але пры гэтым моцнымі. Пры фармоўцы рулонаў вы звычайна бачыце алюміній з таўшчынёй матэрыялу ад 0,3 мм да 5 мм. Тонкі алюміній добра падыходзіць для каналаў HVAC, карпусоў і панэляў. Больш тоўсты алюміній добры для рам і апор.
Для лёгкіх вокладак і панэляў выкарыстоўвайце ад 0,3 да 1 мм.
Выкарыстоўвайце ад 1 да 3 мм для структурных частак і рам.
Выкарыстоўвайце да 5 мм для цяжкіх нагрузак.
Алюміній лёгка згінаецца, таму вы павінны старанна наладзіць машыну для фармавання рулонаў. Заўсёды правярайце таўшчыню матэрыялу, каб пазбегнуць занадта вострых расколін або выгібаў.
Іншыя матэрыялы
Вы таксама можаце выкарыстоўваць іншыя металы для фармавання рулонаў, напрыклад медзь, латунь і нержавеючую сталь. Кожны матэрыял мае сваю лепшую таўшчыню. Для медзі і латуні вы часта выкарыстоўваеце ад 0,2 мм да 2,5 мм. Гэтыя металы мяккія і выкарыстоўваюцца для аздаблення, упрыгожванняў або электрычных частак. Нержавеючая сталь больш цвёрдая і лепш за ўсё працуе з таўшчынёй ад 0,5 мм да 3 мм. Вы бачыце гэта ў медыцынскіх інструментах, аўтазапчастках і харчовым абсталяванні.
Заўвага: заўсёды падбірайце машыну для фармавання рулонаў у адпаведнасці з таўшчынёй і тыпам матэрыялу. Гэта дапамагае атрымаць гладкія формы і высокую якасць вырабаў.
Выбар патрэбнай таўшчыні матэрыялу для кожнага металу дапаможа вам атрымаць лепшыя вынікі фармаванне рулонаў . Кожны раз вы будзеце вырабляць трывалыя, дакладныя і бяспечныя дэталі.
Адрэгулюйце машыны для фармавання рулонаў па таўшчыні матэрыялу
Калі вы працуеце з фармоўкай рулонаў, вы павінны наладзіць фармавальныя машыны для кожнай таўшчыні матэрыялу. Гэтыя рэгуляванні дапамогуць вам атрымаць лепшую форму, пазбегнуць пашкоджання машыны і захаваць высокую якасць вашай прадукцыі. Вам трэба будзе змяніць зазор роліка, ціск, інструменты і налады каліброўкі. Давайце разгледзім кожны крок.
Ролікавы зазор і ціск
Вы павінны ўсталяваць правільны зазор паміж ролікамі для кожнай таўшчыні матэрыялу. Калі вы гэтага не зробіце, вы можаце раздушыць тонкія лісты або пакінуць тоўстыя лісты свабоднымі. Вось як вы можаце адрэгуляваць зазор і ціск роліка:
Вымерайце таўшчыню вашага матэрыялу. Калі таўшчыня змяняецца больш чым на ±0,2 мм, адрэгулюйце зазор роліка.
Усталюйце зазор паміж ролікамі на таўшчыню матэрыялу плюс прыкладна 0,05 мм. Гэта невялікая прастора дапамагае плаўна рухацца лісту.
Для больш тоўстых матэрыялаў трохі павялічце зазор і знізіце хуткасць фармоўкі. Гэта ўтрымлівае ліст ад затрымання або пашкоджання.
Для больш тонкіх матэрыялаў зрабіце зазор крыху меншым і павялічце нацяжэнне паласы. Гэта прадухіляе зморшчванне або слізгаценне ліста.
Калі ваша машына мае аўтаматычныя налады, увядзіце таўшчыню матэрыялу на сэнсарным экране. Машына адрэгулюе зазор для вас.
Парада: заўсёды правярайце ціск роліка. Занадта моцны ціск можа вытанчыць метал або выклікаць расколіны. Занадта малы ціск можа прывесці да страты формы профілю.
Рэгулёўка інструментаў і штампаў
Вы таксама павінны адрэгуляваць інструменты і плашкі пры змене таўшчыні матэрыялу. Гэтыя дэталі фармуюць метал, калі ён рухаецца праз машыну для фармавання рулонаў. Вось некалькі крокаў, якія вы павінны выканаць:
Праверце любыя змены ў таўшчыні матэрыялу, якія выходзіць за нармальныя межы. Нават невялікія змены могуць паўплываць на канчатковую форму.
Паглядзіце на ўласцівасці матэрыялу. Больш цвёрдыя і больш мяккія металы патрабуюць розных налад інструментаў для кожнага выгібу.
Збалансуйце патрэбнасць у добрай якасці з хуткасцю вытворчасці. Часам, каб атрымаць лепшыя вынікі, трэба знізіць тэмп.
Вы можаце выкарыстоўваць гэтую табліцу, каб накіроўваць свае карэкціроўкі:
Аспект мадыфікацыі |
Апісанне |
Каліброўка |
Усталюйце як вертыкальныя, так і гарызантальныя зазоры. Пераканайцеся, што кожны праход супадае з наступным. |
Вертыкальны зазор інструмента |
Адрэгулюйце верхні інструмент для самага тоўстага матэрыялу. Каб праверыць невялікае супраціўленне, выкарыстоўвайце датчык. |
Выраўноўванне паміж праходамі |
Праверце, ці супадае кожны праход інструментаў. Для дасягнення найлепшых вынікаў зазоры не павінны перавышаць 0,010 цалі. |
Змены ў таўшчыні матэрыялу могуць назапасіцца і зрабіць папярочны перасек няправільнага памеру.
Неабходна захаваць характарыстыкі матэрыялу аднолькавымі, каб пазбегнуць лішняга лому і змены інструментаў.
Для фармавання рулонаў выкарыстоўваюцца фіксаваныя вуглы, таму вы павінны старанна падганяць кожную новую таўшчыню.
Працэдуры каліброўкі
Каліброўка забяспечвае належную працу вашай машыны для фармавання рулонаў. Вы павінны правяраць і наладжваць машыну кожны раз, калі вы змяняеце таўшчыню матэрыялу. Вось пакрокавае кіраўніцтва:
Усталюйце зазор паміж верхнім і ніжнім ролікамі ў памеры ад 1,0 да 1,05 таўшчыні матэрыялу. Калі зазор будзе занадта вузкім, вы вытанчыце метал. Калі ён занадта друзлы, то профіль не будзе трымаць форму.
Калі вы пераходзіце на больш цвёрды матэрыял, напрыклад, высокатрывалую сталь, павялічце прыціскной ціск і зацягніце бакавыя ролікі. Гэта дапамагае трымаць форму.
Паміж ролікамі ўстаўце ліст вядомай таўшчыні. Адрэгулюйце верхні ролік, пакуль не дасягне патрэбнага зазору. Паўтарыце гэта з рознай таўшчынёй, каб праверыць дакладнасць.
Выкарыстоўвайце лінейку або вымяральны інструмент, каб праверыць, што верхні і ніжні ролікі паралельныя. Пры неабходнасці адрэгулюйце мацавання або пракладкі.
Павярніце ролікі ўручную, каб праверыць іх праслізгванне. Калі ролікі слізгаюць, адрэгулюйце нацяжэнне або выкарыстоўвайце сумесь супраць слізгацення.
Заўвага: пры наладжванні машыны заўсёды ўлічвайце тып і таўшчыню матэрыялу. Некаторыя металы патрабуюць большага ціску або дадатковай змазкі.
Вы павінны правяраць каліброўку падчас наладкі і рэгулярнага тэхнічнага абслугоўвання. Гэта забяспечвае дакладнасць адсочвання паласы і прадухіляе скажэнне профілю. Калі вы наладжваеце машыны для фармавання рулонаў для кожнай таўшчыні матэрыялу, вы атрымліваеце лепшыя вынікі і павялічваеце тэрмін службы машыны.
Агульныя праблемы з няправільнай таўшчынёй матэрыялу
Дэфекты і праблемы з якасцю
Калі вы выкарыстоўваеце матэрыял няправільнай таўшчыні, вы можаце атрымаць шмат праблем. Гэтыя праблемы могуць прывесці да таго, што гатовыя дэталі будуць выглядаць дрэнна або працаваць няправільна. Некаторыя праблемы ўзнікаюць, калі матэрыял занадта тоўсты або занадта тонкі для вашай машыны. Вы можаце ўбачыць расколіны, маршчыны або няправільныя формы. У табліцы ніжэй паказаны некаторыя агульныя праблемы, чаму яны ўзнікаюць і як іх выправіць:
праблема |
Прычына |
Рашэнне |
Расколіны па краях |
Ціск фармавання занадта высокі для таўшчыні матэрыялу |
Паменшыце ціск фармоўкі, выкарыстоўвайце больш фармуючых праходаў |
Вясновыя выпускі |
Тонкія матэрыялы выгінаюцца за межы допуску |
Адрэгулюйце зазор роліка, дадайце дадатковыя апорныя ролікі |
Зморшчванне паверхні |
Недастатковая падтрымка тонкіх матэрыялаў |
Павялічце кантакт роліка, адрэгулюйце хуткасць фармавання |
Празмерны знос роліка |
Тоўсты матэрыял стварае занадта моцнае трэнне |
Павялічце змазку, выкарыстоўвайце ролікі з загартаванай сталі |
Няправільныя памеры профілю |
Матэрыял занадта тоўсты або занадта тонкі для налад машыны |
Адрэгулюйце зазор роліка, адкалібруйце фармуючыя праходы |
Вы павінны заўсёды праверце таўшчыню матэрыялу . перад пачаткам Гэта дапаможа вам спыніць праблемы і захаваць вашы дэталі спраўнымі.
Знос і пашкоджанні машын
Выкарыстанне матэрыялу няправільнай таўшчыні можа пашкодзіць вашай машыне для фармавання рулонаў. Калі вы выкарыстоўваеце тоўсты матэрыял, машыне спатрэбіцца больш сілы, каб сфармаваць яго. Гэта можа прывесці да хутчэйшага зносу ролікаў і іншых дэталяў. Калі вы выкарыстоўваеце тонкі матэрыял, ролікі могуць дрэнна яго ўтрымліваць. Гэта можа прывесці да таго, што ліст саслізне або яго канцы будуць пашырацца.
Занадта вялікая сіла фармавання з'яўляецца вялікай праблемай у машынах для фармавання рулонаў. Калі сіла вышэй, чым тое, для чаго створана машына, усё можа пайсці не так. Машына можа быць пашкоджана, і дэталі могуць выйсці не так. У вас таксама можа быць больш памылак і адходаў.
Вам трэба усталюйце зазор паміж ролікамі для кожнай таўшчыні матэрыялу. Калі вы гэтага не зробіце, вы можаце ўбачыць дадатковыя выгібы або расклёскі на сваіх частках. Правільная налада машыны забяспечвае яе бяспеку і робіць вашыя дэталі лепшымі.
Рашэнні па ліквідацыі непаладак
Вы можаце вырашыць многія праблемы, праверыўшы ўстаноўку фармавання рулонаў. Калі вы бачыце памылкі або знос машыны, паспрабуйце наступныя дзеянні:
Праверце, ці выбудаваны ролікі, і сачыце за таўшчынёй матэрыялу.
Зменіце націск валіка так, каб ён адпавядаў матэрыялу.
Пераканайцеся, што вы выкарыстоўваеце дастатковую колькасць алею або змазкі для гладкай працы.
Часта аглядайце сваю машыну, каб своечасова выявіць праблемы.
Табліца ніжэй дае кароткае кіраўніцтва па вырашэнні праблем:
выпуск |
Магчымыя прычыны |
Рашэнне |
Няправільна Таўшчыня матэрыялу |
Няправільныя ролікі, неадпаведная таўшчыня матэрыялу |
Праверце выраўноўванне роліка, кантралюйце таўшчыню матэрыялу, адрэгулюйце ціск роліка |
Калі вы выканаеце наступныя дзеянні, ваша машына для фармавання рулонаў будзе працаваць лепш. Заўсёды супастаўляйце таўшчыню матэрыялу з наладамі машыны. Гэта дапамагае вырабляць добрыя дэталі і забяспечвае бяспеку вашай машыны.
Лепшыя практыкі для тонкіх і тоўстых матэрыялаў
Апрацоўка тонкіх матэрыялаў
Асаблівая асцярожнасць патрэбна пры працы з тонкімі матэрыяламі пры штампоўцы. Тонкія лісты могуць зморшчыцца, парвацца або саслізнуць, калі вы не наладзілі прыладу належным чынам. Вось некаторыя лепшыя практыкі, якіх вы павінны прытрымлівацца:
Добра навучыце аператараў . Яны павінны ведаць, як кіраваць і абслугоўваць машыну.
Часта змазвайце інструменты. Гэта памяншае трэнне і дапамагае інструментам служыць даўжэй.
Выкарыстоўвайце аптымізацыю працэсу, каб зрабіць вытворчасць гладкай і скараціць час прастою.
Прымяненне ідэй эканомнай вытворчасці. Гэта дапаможа вам выкарыстоўваць менш матэрыялу і хутчэй наладзіць.
Інвестуйце ў перадавыя тэхналогіі. Новыя машыны могуць лепш апрацоўваць тонкія лісты і рабіць менш памылак.
Калі вы будзеце прытрымлівацца гэтых крокаў, вы прадухіліце дэфекты і падтрымаеце вашу лінію для фармавання рулонаў у належным стане.
Апрацоўка тоўстых матэрыялаў
Для тоўстых матэрыялаў патрэбны моцныя машыны і дбайнае планаванне. Вы павінны падумаць аб многіх рэчах, перш чым пачаць валяць тоўстыя лісты:
Праверце таўшчыню матэрыялу. Больш тоўстыя лісты патрабуюць большых машын і мацнейшых валаў.
Паглядзіце на тып матэрыялу. Для больш мяккіх металаў можа спатрэбіцца менш выгібаў.
Падумайце пра мяжу цякучасці . Больш трывалыя металы патрабуюць іншых налад машыны.
Сачыце за падаўжэннем. Калі метал расцягнецца больш, вам можа спатрэбіцца запаволіць машыну.
Падлічыце колькасць выгібаў. Больш паваротаў азначае, што вам трэба больш станцый.
Вымерайце агульны градус выгібаў. Гэта ўплывае на памер машыны і рухавіка.
Праверце вышыню і шырыню секцыі. Для вялікіх дэталяў патрэбны большыя валы.
Вырашыце, ці будзеце вы выразаць або прабіваць адтуліны да або пасля фарміравання. Некаторыя формы лепш працуюць з паслявыразаннем або прабіваннем.
Вы павінны падабраць сваю машыну да працы. Гэта забяспечвае трываласць вашых прадуктаў і бяспеку вашай машыны.
Стратэгіі аптымізацыі машын BMS
BMS Machinery дае вам інструменты і падтрымку для працы з матэрыялам для фармавання рулонаў любой таўшчыні. Вы можаце выкарыстоўваць іх машыны для тонкіх і тоўстых матэрыялаў. Вось некалькі спосабаў дапамогі BMS Machinery:
Вы атрымліваеце машыны з аўтаматычнай рэгуляваннем для рознай таўшчыні матэрыялу.
Вы можаце запытаць машыны на заказ для спецыяльных праектаў.
Вы атрымаеце навучанне і падтрымку ад экспертаў.
Вы выкарыстоўваеце перадавую тэхналогію, якая памяншае адходы і паляпшае якасць.
З BMS Machinery вы можаце верыць, што ваш працэс фармавання рулонаў будзе гладкім і эфектыўным. Вы кожны раз будзеце вырабляць дэталі высокай якасці.
Аптымізацыя хуткасці і адходаў па таўшчыні
Баланс хуткасці і якасці
Вы хочаце зрабіць як мага больш дэталяў, але вы таксама хочаце, каб кожная частка выглядала і працавала правільна. Калі вы выкарыстоўваеце фармаванне рулонаў, вы павінны знайсці лепшая хуткасць для вашай лініі . Калі вы працуеце з прыладай занадта хутка, вы можаце ўбачыць такія праблемы, як скручванне панэляў, хвалістыя краю або няроўныя парэзы. Гэтыя праблемы могуць знізіць якасць вашага гатовага прадукту.
Вось некаторыя рэчы, якія трэба памятаць, калі вы ўсталёўваеце хуткасць фармавання рулонаў:
Высокая хуткасць можа дапамагчы вам зрабіць больш дэталяў, але яна таксама можа выклікаць больш памылак.
Калі вы рухаецеся занадта хутка, ваша машына можа трэсціся або вібраваць, што можа пашкодзіць форму вашага прадукту.
Большасць ліній для фармавання рулонаў працуюць на хуткасцях ад 10 да 50 метраў у хвіліну.
Калі вы бачыце такія дэфекты, як лук або скручванне, запаволіце леску, каб павысіць дакладнасць.
Заўсёды правярайце дэталі, калі яны выходзяць. Калі вы бачыце праблемы, рэгулюйце хуткасць, пакуль не атрымаеце лепшыя вынікі.
Савет: правільная хуткасць залежыць ад таўшчыні матэрыялу і формы, якую вы хочаце зрабіць. Для больш тоўстых матэрыялаў часта патрабуецца меншая хуткасць, каб захаваць правільную форму.
Скарачэнне матэрыяльных адходаў
Вы можаце зэканоміць грошы і дапамагчы навакольнаму асяроддзю, выкарыстоўваючы менш матэрыялу ў працэсе фармавання рулонаў. Адходы часта здараюцца, калі вы карыстаецеся няправільнымі наладамі або не адпавядаеце машыне таўшчыні матэрыялу для фармавання рулонаў. Вы можаце выканаць наступныя крокі, каб паменшыць адходы:
Перад пачаткам вымерайце таўшчыню матэрыялу. Гэта дапаможа вам правільна наладзіць ролікі і націск.
Выкарыстоўвайце машыны, якія дазваляюць хутка змяніць налады . Гэта дапамагае вам пераключацца паміж працамі з меншай колькасцю лому.
Навучыце сваю каманду рана выяўляць памылкі. Калі вы хутка выявіце праблемы, вы зможаце спыніць марнаванне да таго, як яно павялічыцца.
Трымайце інструменты вострымі, а станок - чыстым. Тупыя інструменты і брудныя ролікі могуць выклікаць дрэнную форму і лішні лом.
Плануйце разрэзы і выгібы, каб выкарыстоўваць як мага больш ліста.
Калі вы звяртаеце ўвагу як на хуткасць, так і на адходы, вы атрымліваеце больш добрых дэталяў і менш выдаткуеце на матэрыялы. Вы таксама дапамагаеце вашай машыне для фармавання рулонаў служыць даўжэй і працаваць лепш.
BMS Machinery дазваляе змяняць зазор паміж валкамі для рознай таўшчыні. Іх машыны моцныя і дапамагаюць вырабляць добрыя дэталі. Калі вам патрэбна дадатковая дапамога, паглядзіце табліцу ніжэй або звярніцеся за парадай у BMS Machinery.
Каб атрымаць дадатковую дапамогу, азнаёмцеся з перадавымі практыкамі або звярніцеся да BMS Machinery, каб атрымаць адказы, створаныя спецыяльна для вас.
FAQ
Што адбудзецца, калі вы выкарыстоўваеце няправільную таўшчыню матэрыялу пры фармоўцы рулонаў?
У вас могуць з'явіцца расколіны, хвалі або няправільная форма. Машына таксама можа хутчэй зношвацца. Заўсёды правярайце таўшчыню перад пачаткам, каб пазбегнуць гэтых праблем.
Як замяніць машыну для фармавання рулонаў на розныя таўшчыні?
Адрэгулюйце зазор паміж ролікамі ў адпаведнасці з вашым матэрыялам. Выкарыстоўвайце элементы кіравання машыны або ручныя налады. Праверце ціск і выраўноўванне. Спачатку праверце з узорам аркуша.
Ці можа адна фармовачная машына працаваць з тонкімі і тоўстымі матэрыяламі?
Некаторыя машыны могуць працаваць з дыяпазонам таўшчыні. Вам трэба паглядзець на характарыстыкі машыны. BMS Machinery мае мадэлі з рэгуляванымі параметрамі для рознай таўшчыні.
Чаму таўшчыня матэрыялу змяняецца так хутка, як вы можаце вырабляць?
Больш тоўстыя матэрыялы патрабуюць большай сілы і праходзяць праз машыну павольней. Тонкія матэрыялы рухаюцца хутчэй. Вы павінны знайсці правільны баланс паміж хуткасцю і якасцю для дасягнення найлепшых вынікаў.



































