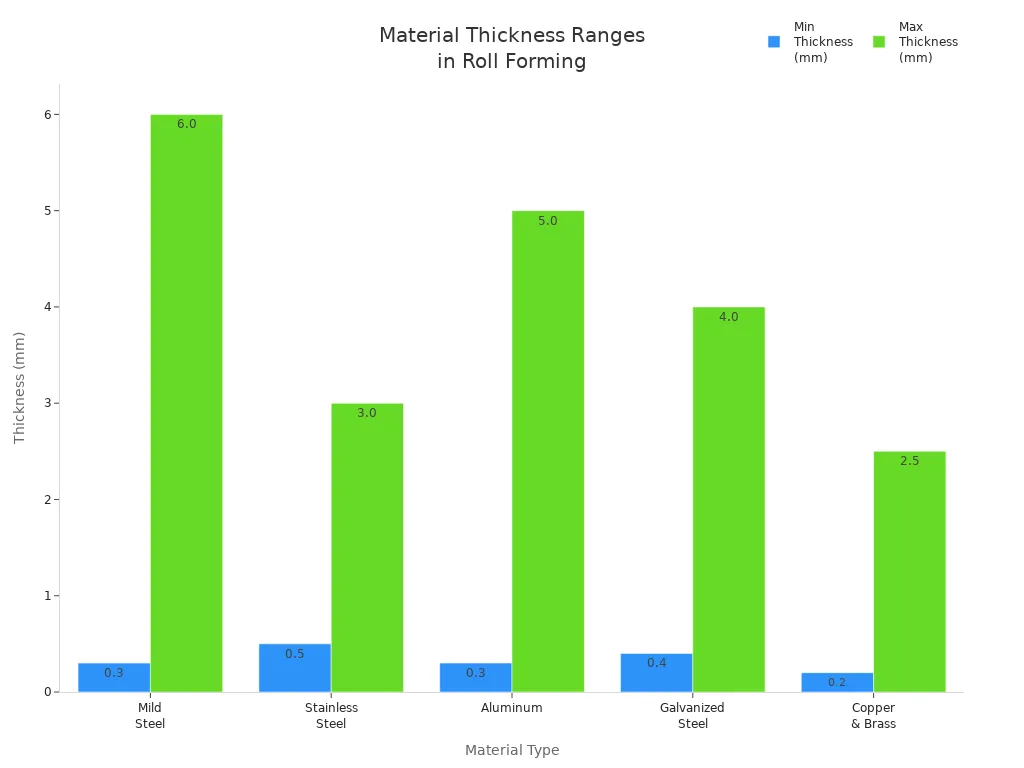
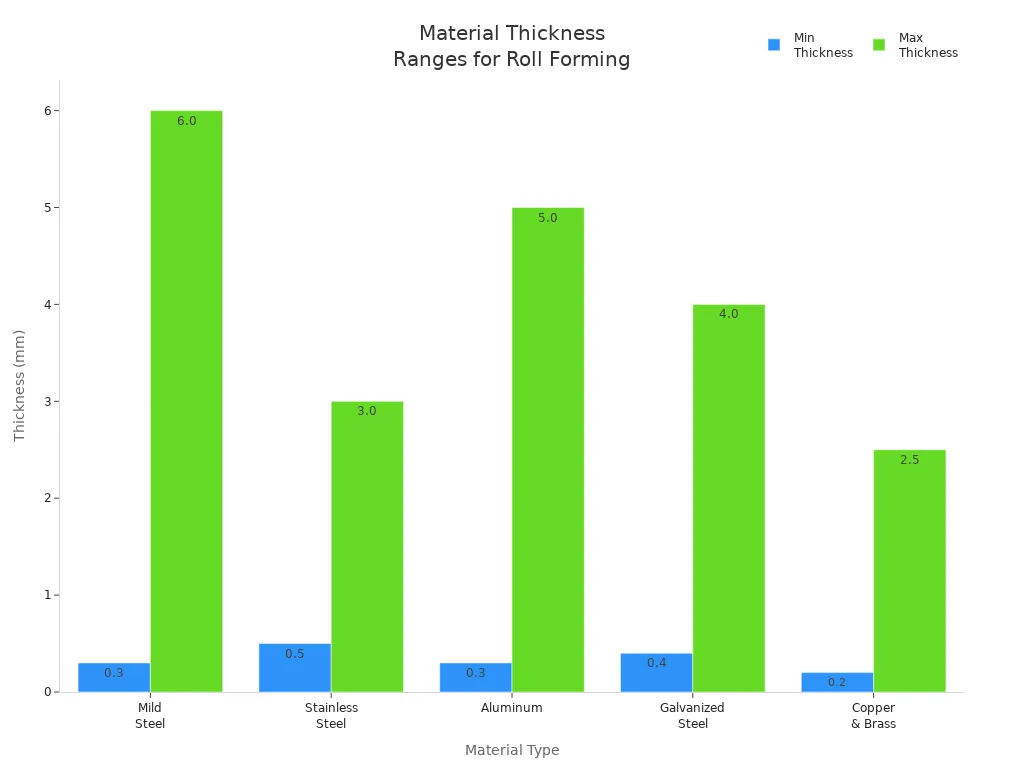
Kiam vi uzas rulformadon, vi vidos materialajn dikaĵojn de 0,2 mm ĝis 10 mm. La dikeco dependas de tio, kion vi faras. Ĉiu materialo havas plej bonan dikecon por rulformado. Vi povas kontroli la suban tabelon por kelkaj oftaj ekzemploj:
Materiala Tipo |
Rekomendita Dikeca Intervalo (mm) |
Plej bone Aplikoj |
Milda Ŝtalo |
0,3 – 6,0 |
Strukturaj partoj, tegmentaj folioj |
Neoksidebla ŝtalo |
0,5 - 3,0 |
Aŭtoj, aviadiloj, medicinaj iloj |
Aluminio |
0,3 - 5,0 |
Malpezaj strukturoj, HVAC, ĉemetaĵoj |
Galvanizita Ŝtalo |
0,4 - 4,0 |
Rustrezistaj kadroj, konstruaj partoj |
Kupro & Latuno |
0,2 – 2,5 |
Elektraj partoj, tajlado por dekoracio |
Elekti la ĝustan materialan dikecon estas tre grava por rulforma maŝinaro. Vi devas kongrui kun la grandeco de la rulŝafto, kiom kompleksa estas la formo kaj la tranĉa forto al via materialo. BMS-Maŝinaro helpas vin elekti la plej bonan solvon por iu ajn rulforma materiala dikeco. Tiel vi ricevas la plej bonajn formajn rezultojn ĉiufoje.
Ŝlosilaj Prenoj
Elektu la ĝustan materialan dikecon por rulformado. Ĉi tio helpas vin akiri pli bonajn rezultojn kaj igas la maŝinon daŭri pli longe. Ŝanĝu viajn rulformajn maŝinajn agordojn kiam la materiala dikeco ŝanĝiĝas. Ĉi tio ĉesigas erarojn kaj konservas la produkton bona. Pli dikaj materialoj bezonas pli da potenco kaj zorgema laboro. Ĉiam kontrolu la maŝinajn agordojn antaŭ ol komenci. Uzu BMS-Maŝinaron por maŝinoj, kiujn vi povas fidi. Ili funkcias kun multaj dikaĵoj kaj donas spertan helpon. Rigardu la produktadrapidecon bazitan sur la materiala dikeco. Ĉi tio konservas aferojn rapide sed ankaŭ bonan kvaliton.
Roll Forming Material Thickness Range
Normaj Dikecoj en la Industrio
Materiala dikeco estas tre grava en rulformado. Ĉiu maŝino funkcias plej bone kun certaj dikaĵoj. Se vi elektas la ĝustan dikecon, viaj rezultoj estas pli bonaj. Via maŝino ankaŭ daŭros pli longe. La industrio metas maŝinojn en grupojn laŭ dikeco. Vi povas rigardi la suban tabelon por vidi ĉi tiujn grupojn:
Maŝino Tipo |
Dikeca Gamo |
Maldika Mezuriloj Maŝinoj |
0,2 mm ĝis 0,5 mm |
Normaj Tegmentaj kaj Tegmentaj Maŝinoj |
0,3 mm ĝis 0,8 mm |
Mezŝpuraj Maŝinoj |
0,8 mm ĝis 2,0 mm |
Strukturaj Profilaj Maŝinoj |
1,5 mm ĝis 3,5 mm |
Heavy Structural Roll Forming Machines |
3 mm ĝis 6 mm aŭ pli |
Ĉi tiu tablo helpas vin elekti la ĝustan maŝinon por via laboro. Maldika mezuriloj estas bonaj por malpezaj partoj. Pezaj strukturaj maŝinoj estas uzataj por dika ŝtalo kaj fortaj kadroj.
Konsilo: Ĉiam kontrolu la dikecon por via materialo antaŭ ol komenci. Ĉi tio helpas vin ĉesigi maŝinajn problemojn kaj malbonan produktokvaliton.
La malsupra diagramo montras la plej malgrandan kaj plej grandan dikecon por ĉiu maŝintipo:
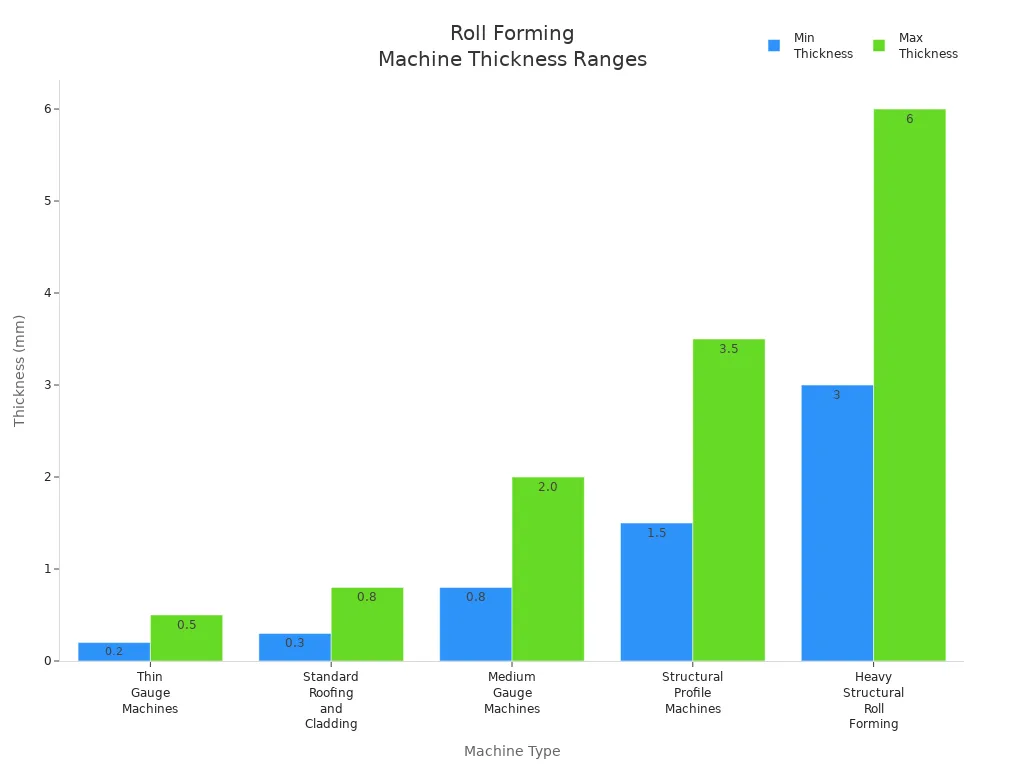
Rulformado povas uzi multajn dikaĵojn. Plej multaj projektoj uzas dikaĵojn de 0,2 mm ĝis 6 mm. Ĉi tio funkcias por konstruaĵo, aŭtoj kaj fabrikoj.
BMS-Maŝinaro Kapabloj
Kiam vi elektas rulforman maŝinon, vi volas scii, kian dikecon ĝi povas uzi. BMS-Maŝinaro faras maŝinojn por multaj dikaĵoj. Vi povas fidi BMS-Maŝinaron por maldikaj folioj aŭ dikaj profiloj.
Jen rapida tabelo de la dikecoj subtenataj de BMS Machinery:
PRODUCT KATEGORIO |
MATIRAL DIKESO |
Duobla Tavola Tegmento Rulo Formanta Maŝinon |
0,3-0,8 mm |
C/U/Z/M/L purlinmaŝinoj |
1-3mm / peza devo: 3-6mm |
Planka Ferdeka Maŝino |
0.8-1.5mm / peza devo: 1.5-2.5mm |
Kahelo Roof Roll Forming Machine |
0,4-0,8 mm |
Unistrut Roll Forming Machine |
1,5-2,5 mm |
Tegmento kaj muro kalma panela maŝino |
0,2-0,8 mm |
Stud kaj trako, gipsoplanka sekciomaŝino |
0,3-1,0 mm |
Longa Longa Tranĉilo & Dosierujo |
1.0mm (maksimumo) |
Kurbmaŝino |
1.2 mm (maksimumo) |
Ĉi tiu gamo estas bona por tegmentoj, murpaneloj kaj malpezaj strukturoj. Vi povas uzi BMS-Maŝinaron por ŝtalo, aluminio kaj aliaj metaloj. La maŝinoj restas precizaj kaj konservas bonan kvaliton, eĉ se vi ŝanĝas dikecon.
BMS-Maŝinaro uzas novan teknologion por bonegaj rezultoj. Vi ricevas glatan laboron, malpli da malŝparo kaj fortajn produktojn. Se vi bezonas ion specialan, BMS Machinery povas fari maŝinon nur por via dikeco.
Noto: Vi ĉiam povas peti al BMS-Maŝinaro helpon elekti la ĝustan maŝinon. Iliaj spertuloj helpos vin kongrui vian projekton al la plej bona ekipaĵo.
Se vi scias la normajn dikaĵojn kaj kion povas fari BMS-Maŝinaro, vi povas fari inteligentajn elektojn por via fabriko. Ĉi tio helpas vin akiri la plej bonan kvaliton kaj rendimenton ĉiufoje.
Efiko de Materiala Dikeco sur Rulo-Formado
Maŝina Ŝarĝo kaj Agado
Gravas scii kiel materiala dikeco influas vian rulforman maŝinon . Pli dikaj materialoj bezonas pli fortajn ilojn kaj pli da paŝoj por formi ilin. Maldikaj materialoj povas damaĝi se vi ne zorge pritraktas ilin. La potenco kiun via maŝino uzas ŝanĝiĝas laŭ la dikeco. Pezaj materialoj bezonas pli da potenco kaj povas eluzi vian maŝinon pli rapide se vi ne agordas ĝin ĝuste. Maldikaj materialoj moviĝas tra la maŝino pli rapide, sed dikaj malrapidigas aferojn. Vi ankaŭ devas zorgi pri skuado kaj partoj ne viciĝantaj. Ĉi tiuj problemoj povas fari viajn produktojn malpli precizaj kaj kaŭzi erarojn.
Aspekto |
Klarigo |
Ilaj Alĝustigoj |
Pli dikaj materialoj bezonas pli fortajn ilojn kaj pli da paŝoj, dum maldikaj materialoj bezonas mildan traktadon. |
Maŝinaj Potencaj Postuloj |
Pli pezaj materialoj uzas pli da potenco kaj povas eluzi la maŝinon se ne agordita. |
Rapido de Produktado |
Maldikaj materialoj iras pli rapide ĉar ili bezonas malpli da forto, sed dikaj materialoj malrapidigas aferojn. |
Maŝino Eluziĝo |
Formi dikajn materialojn eluzas la maŝinon pli rapide, do vi bezonas fortajn partojn kaj regulajn kontrolojn. |
Vibro kaj vicigo |
Pli da forto de dikaj materialoj povas skuigi la maŝinon kaj fuŝi la formon. |
Konsilo: Ĉiam kontrolu viajn maŝinajn agordojn antaŭ ol komenci. Ĉi tio helpas vin ĉesigi problemojn de materiala dikeco.
Profila Precizeco kaj Kvalito
Materiala dikeco estas grava por fari formojn la ĝustan grandecon. Dikaj materialoj ŝanĝas kiel la metalo fleksiĝas kaj etendiĝas. Vi eble vidos malĝustan grandecon, ondetajn randojn aŭ kurbojn en la longa direkto. Kiom etendiĝas la folio dependas de dikeco, forto kaj formo. Se vi elektas malĝustan dikecon, viaj partoj eble ne taŭgas aŭ funkcias ĝuste. Vi devas atenti por akiri la plej bonajn formojn.
Vi povas fari pli bonajn partojn elektante la ĝustan dikecon. Studoj montras, ke dikaj folioj havas malpli da eraroj. Ekzemple, folio de 3 mm DP600 kliniĝis malpli ol folio de 2 mm. Dikaj materialoj ankaŭ malpli fendas ĉe la randoj. DP980 je 2 mm fendiĝis 20% pli ol pli dikaj folioj. Vi ricevas pli bonajn partojn kaj malpli da eraroj kiam vi kongruas dikecon al viaj bezonoj.
Produktada Rapido
Materiala dikeco ŝanĝas kiom rapide funkcias via rulforma maŝino. Maldikaj materialoj moviĝas rapide ĉar ili bezonas malpli da forto. Dikaj materialoj malrapidigas la maŝinon ĉar ili bezonas pli da paŝoj kaj potenco. Vi devas ekvilibrigi rapidecon kaj fari bonajn partojn. Se vi iras tro rapide kun dikaj materialoj, vi povas rompi vian maŝinon kaj perdi precizecon. Ĉiam agordu vian rapidon laŭ la dikeco, kiun vi uzas, por konservi aferojn sekuraj kaj bone funkcii.
Rekomendita Dikeco por Malsamaj Materialoj
Gvidlinioj pri Ŝtalo-Dikeco
Kiam vi laboras kun ŝtalo en rulformado, vi devas elekti la ĝustan materialan dikecon por via projekto. Ŝtalo estas forta kaj povas esti uzata por multaj aferoj. Vi vidos malsamajn dikecon por malsamaj laboroj. La malsupra tabelo montras oftajn dikajn intervalojn kaj kie vi povus uzi ilin:
Dikeca Gamo |
Oftaj Aplikoj |
1,5 mm - 12 mm |
Strukturaj kanaloj kaj traboj |
1,5 mm - 6 mm |
Pezmezuraj purlinoj |
2,5 mm - 4 mm |
Guardrails kaj aŭtovojbarieroj |
1,5 mm - 6 mm |
Ŝtalaj kadroj |
1,5 mm - 3,5 mm |
Stokado-rakoj kaj industriaj subtenoj |
2 mm - 6 mm |
Komponantoj de agrikultura ekipaĵo |
3mm - 12mm |
Antaŭfilmo kaj ĉasiopartoj |
Se vi volas fari fortajn partojn kiel traboj aŭ bariloj, vi devus uzi pli dikan ŝtalon. Por pli malpezaj partoj, vi povas uzi pli maldikan ŝtalon. Ĉiam kontrolu la rulforman materialan dikecon antaŭ ol komenci. Ĉi tio helpas vin akiri la plej bonajn rezultojn kaj konservas vian maŝinon sekura.
Konsilo: Pli dika ŝtalo bezonas pli da potenco kaj pli fortajn maŝinojn. Certigu, ke vi rulforma maŝino kongruas kun la materiala dikeco, kiun vi planas uzi.
Gvidlinioj pri Aluminio-Dikeco
Aluminio estas pli malpeza ol ŝtalo. Vi ofte uzas ĝin por partoj kiuj devas esti malpezaj sed ankoraŭ fortaj. En rulformado, vi kutime vidas aluminion kun materiala dikeco de 0.3mm ĝis 5mm. Maldika aluminio funkcias bone por HVAC-duktoj, ĉemetaĵoj kaj paneloj. Pli dika aluminio estas bona por kadroj kaj subtenoj.
Uzu 0.3mm ĝis 1mm por malpezaj kovriloj kaj paneloj.
Uzu 1mm ĝis 3mm por strukturaj partoj kaj kadroj.
Uzu ĝis 5 mm por pezaj aplikoj.
Aluminio fleksiĝas facile, do vi devas zorge agordi vian rulforman maŝinon. Ĉiam kontrolu la materialan dikecon por eviti fendojn aŭ kurbiĝojn kiuj estas tro akraj.
Aliaj Materialoj
Vi ankaŭ povas uzi aliajn metalojn en rulformado, kiel kupro, latuno kaj neoksidebla ŝtalo. Ĉiu materialo havas sian plej bonan dikecon. Por kupro kaj latuno, vi ofte uzas 0,2 mm ĝis 2,5 mm. Ĉi tiuj metaloj estas molaj kaj uzataj por tajlado, ornamado aŭ elektraj partoj. Neoksidebla ŝtalo estas pli malmola kaj funkcias plej bone kun 0,5 mm ĝis 3 mm dikeco. Vi vidas ĝin en medicinaj iloj, aŭtopartoj kaj manĝaĵoj.
Noto: Ĉiam kongruu vian rulforman maŝinon al la materiala dikeco kaj tipo. Ĉi tio helpas vin akiri glatajn formojn kaj altkvalitajn produktojn.
Elekti la ĝustan materialan dikecon por ĉiu metalo helpas vin akiri la plej bonajn rezultojn rulformado . Vi faros fortajn, precizajn kaj sekurajn partojn ĉiufoje.
Alĝustigu Ruloformajn Maŝinojn por Materiala Diko
Kiam vi laboras kun rulformado, vi devas ĝustigi rulformajn maŝinojn por ĉiu materiala dikeco. Ĉi tiuj alĝustigoj helpas vin akiri la plej bonan formon, eviti maŝinajn damaĝojn kaj konservi viajn produktojn altkvalitajn. Vi devos ŝanĝi rulilojn, premon, ilaron kaj kalibrajn agordojn. Ni rigardu ĉiun paŝon.
Rulilo Clearance kaj Premo
Vi devas agordi la ĝustan interspacon inter ruloj por ĉiu materiala dikeco. Se vi ne faras, vi povas disbati maldikajn foliojn aŭ lasi dikajn foliojn malfiksaj. Jen kiel vi povas ĝustigi rulpremilon kaj premon:
Mezuru vian materialan dikecon. Se la dikeco ŝanĝiĝas pli ol ± 0,2 mm, ĝustigu la rulila breĉo.
Agordu la rulan breĉon al la materiala dikeco plus ĉirkaŭ 0,05 mm. Ĉi tiu malgranda spaco helpas la folion moviĝi glate.
Por pli dikaj materialoj, iomete pliigu la interspacon kaj malrapidigu la forman rapidon. Ĉi tio evitas, ke la folio algluiĝas aŭ difektu.
Por pli maldikaj materialoj, faru la breĉon iom pli malgranda kaj pliigu la strian streĉiĝon. Ĉi tio malhelpas la folion de sulkiĝi aŭ gliti.
Se via maŝino havas aŭtomatajn agordojn, enigu la materialan dikecon sur la tuŝekrano. La maŝino ĝustigos la interspacon por vi.
Konsilo: Ĉiam kontrolu la rulpremilon. Tro da premo povas maldikigi la metalon aŭ kaŭzi fendojn. Tro malmulte da premo povas igi la profilon perdi sian formon.
Ilaj kaj Die-Alĝustigoj
Vi ankaŭ devas ĝustigi la ilaron kaj ĵetkubojn kiam vi ŝanĝas materialan dikecon. Ĉi tiuj partoj formas la metalon dum ĝi moviĝas tra la rulforma maŝino. Jen kelkaj paŝoj, kiujn vi devus sekvi:
Kontrolu iujn ŝanĝojn en materiala dikeco, kiuj preterpasas normalajn limojn. Eĉ malgrandaj ŝanĝoj povas influi la finan formon.
Rigardu la ecojn de la materialo. Pli malmolaj aŭ pli molaj metaloj bezonas malsamajn ilajn agordojn por ĉiu kurbo.
Ekvilibro la bezono de bona kvalito kun la rapideco de produktado. Kelkfoje, vi devas malrapidigi por akiri pli bonajn rezultojn.
Vi povas uzi ĉi tiun tabelon por gvidi viajn alĝustigojn:
Modifa Aspekto |
Priskribo |
Kalibrado |
Agordu ambaŭ vertikalajn kaj horizontalajn liberojn. Certigu, ke ĉiu enirpermesilo viciĝas kun la sekva. |
Vertikala Tooling Clearance |
Alĝustigu la supran ilaron por la plej dika materialo. Uzu palpurilon por kontroli iom da trenado. |
Pas-al-Pasa Alineado |
Kontrolu, ke ĉiu ilarpaso viciĝas. Interspacoj ne devus esti pli ol 0,010 coloj por plej bonaj rezultoj. |
Ŝanĝoj en materiala dikeco povas stakiĝi kaj fari la sekcon malĝusta grandeco.
Vi devas konservi viajn materialajn specifojn samaj por eviti kromajn rubaĵojn kaj ilajn ŝanĝojn.
Ruloformado uzas fiksajn angulojn, do vi devas zorge ĝustigi por ĉiu nova dikeco.
Kalibraj Proceduroj
Kalibrado subtenas vian rulforman maŝinon funkcii ĝuste. Vi devas kontroli kaj agordi la maŝinon ĉiufoje kiam vi ŝanĝas materialan dikecon. Jen paŝo post paŝo gvidilo:
Agordu la interspacon inter la supraj kaj malsupraj ruliloj al 1,0 ĝis 1,05 fojojn la materiala dikeco. Se la breĉo estas tro streĉa, vi maldikigos la metalon. Se ĝi estas tro malfiksa, la profilo ne konservos sian formon.
Se vi ŝanĝas al pli malmola materialo, kiel alt-forta ŝtalo, pliigu la subpremon kaj streĉu la flankajn rulojn. Ĉi tio helpas teni la formon.
Enmetu folion de konata dikeco inter la ruloj. Alĝustigu la supran rulilon ĝis vi atingos la ĝustan interspacon. Ripetu ĉi tion kun malsamaj dikecoj por kontroli precizecon.
Uzu stangon aŭ mezuran ilon por kontroli, ke la supraj kaj malsupraj ruliloj estas paralelaj. Alĝustigu montojn aŭ shims se necese.
Turnu la rulpremilojn mane por kontroli la gliton. Se la ruliloj glitas, ĝustigu la streĉiĝon aŭ uzu kontraŭglitan kunmetaĵon.
Noto: Ĉiam konsideru la tipon kaj dikecon de via materialo kiam vi starigas la maŝinon. Iuj metaloj bezonas pli da premo aŭ kroma lubrikado.
Vi devus kontroli kalibradon dum aranĝo kaj regula prizorgado. Ĉi tio konservas strian spuradon preciza kaj ĉesigas profilmisformiĝon. Kiam vi ĝustigas rulformajn maŝinojn por ĉiu materiala dikeco, vi ricevas pli bonajn rezultojn kaj pli longan maŝinan vivon.
Oftaj Problemoj kun Malĝusta Materiala Diko
Difektoj kaj Kvalitaj Problemoj
Se vi uzas malĝustan materialan dikecon, vi povas ricevi multajn problemojn. Ĉi tiuj problemoj povas fari viajn pretajn partojn aspekti malbone aŭ ne funkcii ĝuste. Iuj problemoj okazas kiam la materialo estas tro dika aŭ tro maldika por via maŝino. Vi eble vidos fendojn, sulkojn aŭ formojn, kiuj ne estas ĝustaj. La suba tabelo montras kelkajn oftajn problemojn, kial ili okazas kaj kiel ripari ilin:
Problemo |
Kaŭzo |
Solvo |
Rando Krakado |
Formante premon tro alta por materiala dikeco |
Reduktu formantan premon, uzu pli da formaj paŝoj |
Spring-Back Temoj |
Maldikaj materialoj fleksiĝantaj preter toleremo |
Alĝustigu rulpremilon, aldonu kromajn subtenajn rulpremilojn |
Surfaca sulkiĝo |
Nesufiĉa subteno por maldikaj materialoj |
Pliigu rulan kontakton, ĝustigu forman rapidon |
Troa Rulila Eluziĝo |
Dika materialo generanta tro da frotado |
Pliigu lubrikadon, uzu harditajn ŝtalajn rulojn |
Malĝusta Profilo-Dimensioj |
Materialo tro dika aŭ tro maldika por maŝinaj agordoj |
Alĝustigu rulilon, rekalibru formantajn paŝojn |
Vi devus ĉiam kontrolu la materialan dikecon antaŭ ol komenci. Ĉi tio helpas vin ĉesigi problemojn kaj konservas viajn partojn bonaj.
Maŝino Eluziĝo kaj Damaĝo
Uzi la malĝustan materialan dikecon povas vundi vian rulforman maŝinon. Se vi uzas dikan materialon, la maŝino bezonas pli da forto por formi ĝin. Ĉi tio povas igi la rulpremilojn kaj aliajn partojn eluziĝi pli rapide. Se vi uzas maldikan materialon, la ruliloj eble ne bone tenas ĝin. Ĉi tio povas igi la tukon gliti aŭ la finoj ekflami.
Tro da formada forto estas granda problemo en rulformaj maŝinoj. Se la forto estas pli alta ol por kio la maŝino estas farita, aferoj povas misfunkcii. La maŝino povas esti difektita, kaj la partoj povas eliri malĝustajn. Vi eble ankaŭ havas pli da eraroj kaj malŝparo.
Vi bezonas starigu la interspacon inter la ruloj por ĉiu materiala dikeco. Se vi ne faras, vi eble vidos ekstrajn kurbiĝojn aŭ flamlumojn en viaj partoj. Agordi la maŝinon ĝuste konservas ĝin sekura kaj plibonigas viajn partojn.
Solvoj de Problemoj
Vi povas ripari multajn problemojn per kontrolo de via rulforma agordo. Se vi vidas erarojn aŭ maŝinan eluziĝon, provu ĉi tiujn paŝojn:
Kontrolu ĉu la ruloj estas vicigitaj kaj rigardu la materialan dikecon.
Ŝanĝu la rulpremilon tiel ke ĝi kongruas kun la materialo.
Certigu, ke vi uzas sufiĉe da oleo aŭ graso por glata laboro.
Rigardu vian maŝinon ofte por trovi problemojn frue.
La suba tabelo donas al vi rapidan gvidilon por ripari problemojn:
Temo |
Eblaj Kaŭzoj |
Solvo |
Malĝusta Materiala dikeco |
Misalignitaj ruloj, malkonsekvenca materiala dikeco |
Kontrolu rulpremilon, monitoru materialan dikecon, ĝustigu rulpremilon |
Se vi sekvas ĉi tiujn paŝojn, via rulforma maŝino pli bone funkcios. Ĉiam kongruu la materialan dikecon al viaj maŝinaj agordoj. Ĉi tio helpas vin fari bonajn partojn kaj tenas vian maŝinon sekura.
Plej bonaj Praktikoj por Maldikaj kaj Dikaj Materialoj
Pritraktado de Maldikaj Materialoj
Vi devas uzi specialan zorgon kiam vi laboras kun maldikaj materialoj en rulformado. Maldikaj folioj povas sulkiĝi, ŝiri aŭ gliti se vi ne agordas vian maŝinon ĝuste. Jen kelkaj plej bonaj praktikoj, kiujn vi devus sekvi:
Trejnu viajn operatorojn bone . Ili devas scii kiel funkcii kaj prizorgi la maŝinon.
Lubriku la ilaron ofte. Ĉi tio reduktas frikcion kaj helpas la ilojn daŭri pli longe.
Uzu procezan optimumigon por mildigi produktadon kaj redukti malfunkcion.
Apliki sveltajn produktadajn ideojn. Ĉi tio helpas vin uzi malpli da materialo kaj instali pli rapide.
Investu en altnivela teknologio. Novaj maŝinoj povas pli bone trakti maldikajn foliojn kaj fari malpli da eraroj.
Se vi sekvas ĉi tiujn paŝojn, vi malhelpos difektojn kaj konservos vian rulforman linion bone funkcii.
Prilaborado de Dikaj Materialoj
Dikaj materialoj bezonas fortajn maŝinojn kaj zorgan planadon. Vi devas pensi pri multaj aferoj antaŭ ol komenci ruliĝi formi dikajn foliojn:
Kontrolu la materialan dikecon. Pli dikaj folioj bezonas pli grandajn maŝinojn kaj pli fortajn ŝaftojn.
Rigardu la tipon de materialo. Pli molaj metaloj eble bezonas malpli da kurboj.
Pensu pri la rendimento-forto . Pli fortaj metaloj bezonas malsamajn maŝinajn agordojn.
Rigardu la plilongigon. Se la metalo etendiĝas pli, vi eble bezonos malrapidigi la maŝinon.
Kalkulu la nombron da kurboj. Pli da kurboj signifas, ke vi bezonas pli da stacioj.
Mezuru la totalan gradon de kurbiĝoj. Ĉi tio influas la grandecon de la maŝino kaj la motoro.
Kontrolu la altecon kaj larĝon de la sekcio. Pli grandaj partoj bezonas pli grandajn ŝaftojn.
Decidu ĉu vi tranĉos aŭ truos truojn antaŭ aŭ post formado. Iuj formoj funkcias pli bone kun post-tranĉado aŭ post-truado.
Vi devas kongrui vian maŝinon al la laboro. Ĉi tio tenas viajn produktojn fortaj kaj vian maŝinon sekura.
BMS Maŝinaro Optimumigo Strategioj
BMS-Maŝinaro donas al vi ilojn kaj subtenon por trakti ajnan rulforman materialan dikecon. Vi povas uzi iliajn maŝinojn por ambaŭ maldikaj kaj dikaj materialoj. Jen kelkaj manieroj kiel BMS-Maŝinaro helpas vin:
Vi ricevas maŝinojn kun aŭtomataj alĝustigoj por malsama materiala dikeco.
Vi povas peti kutimajn maŝinojn por specialaj projektoj.
Vi ricevas trejnadon kaj subtenon de spertuloj.
Vi uzas altnivelan teknologion, kiu reduktas malŝparon kaj plibonigas kvaliton.
Kun BMS-Maŝinaro, vi povas fidi, ke via rulforma procezo estos glata kaj efika. Vi faros altkvalitajn partojn ĉiufoje.
Rapido kaj Malŝparo Optimumigo laŭ dikeco
Ekvilibrado de Rapido kaj Kvalito
Vi volas fari kiel eble plej multajn partojn, sed vi ankaŭ volas, ke ĉiu parto aspektu kaj funkciu ĝuste. Kiam vi uzas rulformadon, vi devas trovi la plej bona rapido por via linio . Se vi kuras vian maŝinon tro rapide, vi eble vidos problemojn kiel torditajn panelojn, ondetajn randojn aŭ tranĉojn ne rektajn. Ĉi tiuj problemoj povas malaltigi la kvaliton de via preta produkto.
Jen kelkaj aferoj por memori kiam vi fiksas vian rulforman rapidon:
Alta rapido povas helpi vin fari pli da partoj, sed ĝi ankaŭ povas kaŭzi pli da eraroj.
Se vi iras tro rapide, via maŝino povas skui aŭ vibri, kio povas vundi la formon de via produkto.
La plej multaj rulformaj linioj funkcias kun rapidecoj inter 10 kaj 50 metroj je minuto.
Se vi vidas difektojn kiel pafarkon aŭ tordon, malrapidigu la linion por plibonigi precizecon.
Ĉiam kontrolu viajn partojn kiam ili eliras. Se vi vidas problemojn, ĝustigu la rapidon ĝis vi ricevas la plej bonajn rezultojn.
Konsilo: La ĝusta rapideco dependas de via materiala dikeco kaj la formo, kiun vi volas fari. Pli dikaj materialoj ofte bezonas pli malrapidajn rapidojn por konservi la formon ĝusta.
Reduktado de Materiala Malŝparo
Vi povas ŝpari monon kaj helpi la medion uzante malpli da materialo en via rulforma procezo. Malŝparo ofte okazas kiam vi uzas malĝustajn agordojn aŭ ne kongruas vian maŝinon al la rulforma materiala dikeco. Vi povas sekvi ĉi tiujn paŝojn por redukti malŝparon:
Mezuru vian materialan dikecon antaŭ ol komenci. Ĉi tio helpas vin agordi la rulpremilojn kaj premon ĝuste.
Uzu maŝinojn kiuj permesas vin ŝanĝi agordojn rapide . Ĉi tio helpas vin ŝanĝi inter laboroj kun malpli da rubo.
Trejnu vian teamon por ekvidi erarojn frue. Se vi kaptas problemojn rapide, vi povas ĉesigi malŝparon antaŭ ol ĝi kreskas.
Konservu viajn ilojn akraj kaj vian maŝinon pura. Malpuraj iloj kaj malpuraj ruliloj povas kaŭzi malbonajn formojn kaj kroman peceton.
Planu viajn tranĉojn kaj fleksojn por uzi kiel eble plej multe de la folio.
Kiam vi atentas kaj rapidecon kaj malŝparon, vi ricevas pli da bonaj partoj kaj elspezas malpli por materialoj. Vi ankaŭ helpas vian rulforman maŝinon daŭri pli longe kaj funkcii pli bone.
BMS-Maŝinaro permesas ŝanĝi la rulinterspacon por malsamaj dikecoj. Iliaj maŝinoj estas fortaj kaj helpas vin fari bonajn partojn. Se vi volas pli da helpo, rigardu la malsupran diagramon aŭ petu konsilon de BMS Machinery.
Por pli da helpo, kontrolu plej bonajn praktikojn aŭ parolu al BMS Machinery por respondoj faritaj nur por vi.
Oftaj Demandoj
Kio okazas se vi uzas malĝustan materialan dikecon en rulformado?
Vi eble ricevos fendojn, ondojn aŭ formojn, kiuj ne taŭgas. La maŝino ankaŭ povas eluziĝi pli rapide. Ĉiam kontrolu la dikecon antaŭ ol komenci por eviti ĉi tiujn problemojn.
Kiel vi ŝanĝas rulforman maŝinon por malsamaj dikaĵoj?
Alĝustigu la rulila breĉo por kongrui kun via materialo. Uzu la kontrolojn de la maŝino aŭ manajn agordojn. Kontrolu la premon kaj vicigon. Testu unue per specimena folio.
Ĉu unu rulforma maŝino povas funkcii kun kaj maldikaj kaj dikaj materialoj?
Iuj maŝinoj povas pritrakti gamon da dikecoj. Vi devas rigardi la specifojn de la maŝino. BMS-Maŝinaro havas modelojn kun alĝustigeblaj agordoj por malsamaj dikecoj.
Kial materiala dikeco ŝanĝas kiom rapide vi povas produkti?
Pli dikaj materialoj bezonas pli da forto kaj iras pli malrapide tra la maŝino. Maldikaj materialoj moviĝas pli rapide. Vi devas trovi la ĝustan ekvilibron inter rapideco kaj kvalito por la plej bonaj rezultoj.



































