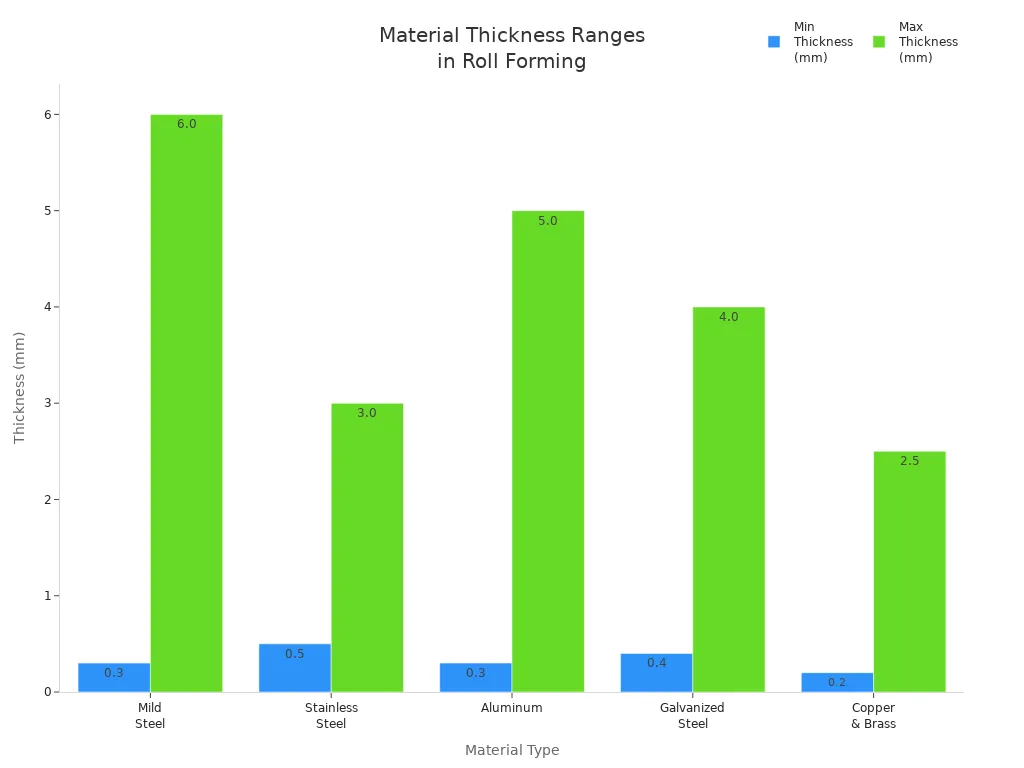
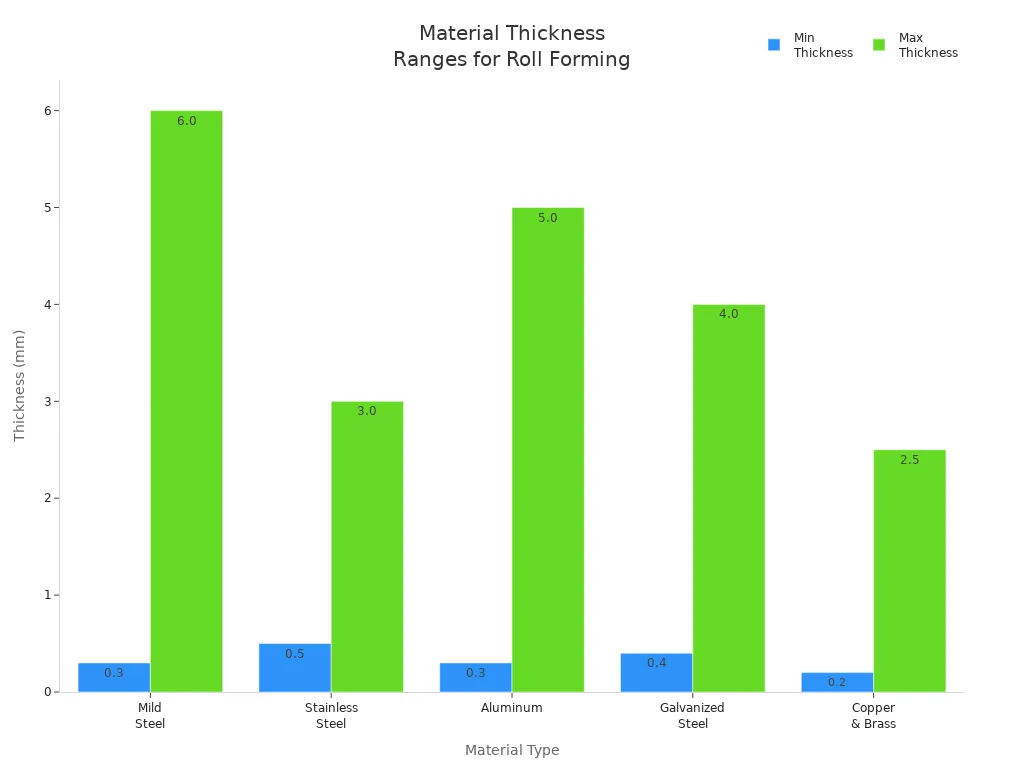
Wanneer jy rolvorming gebruik, sal jy materiaaldiktes van 0,2 mm tot 10 mm sien. Die dikte hang af van wat jy maak. Elke materiaal het die beste dikte vir rolvorming. U kan die tabel hieronder nagaan vir 'n paar algemene voorbeelde:
Materiaal tipe |
Aanbevole diktereeks (mm) |
Beste Aansoeke |
Sagte staal |
0,3 – 6,0 |
Strukturele dele, dakplate |
Vlekvrye staal |
0,5 – 3,0 |
Motors, vliegtuie, mediese gereedskap |
Aluminium |
0,3 – 5,0 |
Ligte strukture, HVAC, omhulsels |
Gegalvaniseerde staal |
0,4 – 4,0 |
Roesvaste rame, bouonderdele |
Koper & Geelkoper |
0,2 – 2,5 |
Elektriese onderdele, afwerking vir versiering |
Die keuse van die regte materiaaldikte is baie belangrik vir die opstelling van die rolvormmasjien. Jy moet die rolasgrootte, hoe kompleks die vorm is en die snykrag by jou materiaal pas. BMS Masjinerie help jou om die beste oplossing vir enige rolvormende materiaaldikte te kies. Op hierdie manier kry jy elke keer die beste vormresultate.
Sleutel wegneemetes
Rolvormende materiaaldiktereeks
Standaarddiktes in die industrie
Materiaaldikte is baie belangrik by rolvorming. Elke masjien werk die beste met sekere diktes. As jy die regte dikte kies, is jou resultate beter. Jou masjien sal ook langer hou. Die bedryf plaas masjiene in groepe volgens dikte. Jy kan na die tabel hieronder kyk om hierdie groepe te sien:
Masjien tipe |
Dikte reeks |
Dunmaatmasjiene |
0,2 mm tot 0,5 mm |
Standaard dakbedekking en bekleding masjiene |
0,3 mm tot 0,8 mm |
Medium Gauge Masjiene |
0,8 mm tot 2,0 mm |
Strukturele Profiel Masjiene |
1,5 mm tot 3,5 mm |
Swaar strukturele rolvormmasjiene |
3 mm tot 6 mm of meer |
Hierdie tabel help jou om die regte masjien vir jou werk te kies. Dunmaatmasjiene is goed vir ligte onderdele. Swaar strukturele masjiene word gebruik vir dik staal en sterk rame.
Wenk: Kontroleer altyd die diktereeks vir jou materiaal voordat jy begin. Dit help jou om masjienprobleme en swak produkkwaliteit te stop.
Die grafiek hieronder toon die kleinste en grootste dikte vir elke tipe masjien:
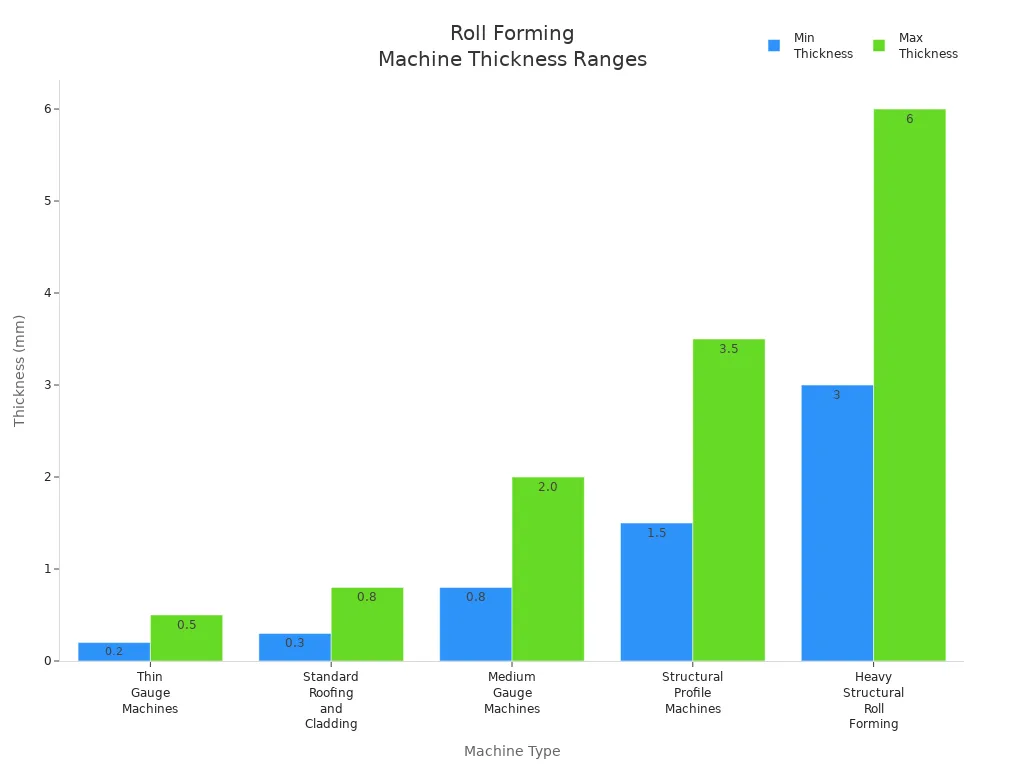
Rolvorming kan baie diktes gebruik. Die meeste projekte gebruik diktes van 0,2 mm tot 6 mm. Dit werk vir geboue, motors en fabrieke.
BMS Masjinerie vermoëns
Wanneer jy 'n rolvormmasjien kies, wil jy weet watter dikte dit kan gebruik. BMS Masjinerie maak masjiene vir baie diktes. Jy kan BMS Masjinerie vertrou vir dun velle of dik profiele.
Hier is 'n vinnige tabel van die diktes wat BMS Masjinerie ondersteun:
PRODUK KATEGORIE |
MATIRALE DIKTE |
Dubbellaagdakrolvormmasjien |
0,3-0,8 mm |
C/U/Z/M/L gordingmasjiene |
1-3 mm / swaardiens: 3-6 mm |
Vloerdekmasjien |
0,8-1,5 mm / swaardiens: 1,5-2,5 mm |
Teëldak-rolvormmasjien |
0,4-0,8 mm |
Unistrut Rolvormmasjien |
1,5-2,5 mm |
Dak- en muurverkoelingspaneelmasjien |
0,2-0,8 mm |
Stoet en baan, gips-afskortingsmasjien |
0,3-1,0 mm |
Lang lengte Slitter & Folder |
1,0 mm (maksimum) |
Buigmasjien |
1,2 mm (maksimum) |
Hierdie reeks is goed vir dakke, muurpanele en ligte strukture. Jy kan BMS Masjinerie gebruik vir staal, aluminium en ander metale. Die masjiene bly akkuraat en hou goeie gehalte, al verander jy diktes.
BMS Masjinerie gebruik nuwe tegnologie vir goeie resultate. Jy kry gladde werk, minder afval en sterk produkte. As jy iets spesiaals nodig het, kan BMS Masjinerie 'n masjien maak net vir jou dikte.
Let wel: Jy kan altyd BMS Masjinerie vra vir hulp om die regte masjien te kies. Hul kundiges sal jou help om jou projek by die beste toerusting te pas.
As jy weet wat die standaard diktes is en wat BMS Masjinerie kan doen, kan jy slim keuses maak vir jou fabriek. Dit help jou om elke keer die beste kwaliteit en werkverrigting te kry.
Impak van materiaaldikte op rolvorming
Masjienlading en werkverrigting
Dit is belangrik om te weet hoe materiaaldikte beïnvloed jou rolvormmasjien . Dikker materiale benodig sterker gereedskap en meer stappe om dit te vorm. Dun materiaal kan beskadig word as jy dit nie versigtig hanteer nie. Die krag wat jou masjien gebruik, verander met die dikte. Swaar materiale benodig meer krag en kan jou masjien vinniger verslyt as jy dit nie reg stel nie. Dun materiale beweeg vinniger deur die masjien, maar dik materiaal vertraag dinge. Jy moet ook kyk vir skud en dele wat nie in lyn is nie. Hierdie probleme kan jou produkte minder akkuraat maak en foute veroorsaak.
Aspek |
Verduideliking |
Gereedskap aanpassings |
Dikker materiale benodig sterker gereedskap en meer stappe, terwyl dun materiale sagte hantering benodig. |
Masjien Kragvereistes |
Swaarder materiale gebruik meer krag en kan die masjien verslyt as dit nie reg gestel is nie. |
Produksiespoed |
Dun materiale gaan vinniger omdat hulle minder krag benodig, maar dik materiale vertraag dinge. |
Masjiendrag |
Die vorming van dik materiale dra die masjien vinniger uit, so jy benodig sterk onderdele en gereelde kontrole. |
Vibrasie en belyning |
Meer krag van dik materiale kan die masjien laat skud en die vorm laat mors. |
Wenk: Altyd gaan jou masjieninstellings na voordat jy begin. Dit help jou om probleme van materiaaldikte te stop.
Profiel akkuraatheid en kwaliteit
Materiaaldikte is belangrik om vorms die regte grootte te maak. Dik materiale verander hoe die metaal buig en rek. Jy sal dalk die verkeerde grootte, golwende rande of kurwes in die lang rigting sien. Hoeveel die laken strek, hang af van dikte, sterkte en vorm. As jy die verkeerde dikte kies, sal jou onderdele dalk nie reg pas of werk nie. Jy moet aandag gee om die beste vorms te kry.
Jy kan beter dele maak deur die regte dikte te kies. Studies toon dat dik velle minder foute het. Byvoorbeeld, 'n 3 mm DP600-vel wat minder as 'n 2 mm-vel gebuig is. Dik materiaal kraak ook minder aan die kante. DP980 by 2 mm het 20% meer gekraak as dikker velle. Jy kry beter onderdele en minder foute wanneer jy die dikte by jou behoeftes pas.
Produksiespoed
Materiaaldikte verander hoe vinnig jou rolvormmasjien werk. Dun materiale beweeg vinnig omdat hulle minder krag benodig. Dik materiale vertraag die masjien omdat hulle meer treë en krag benodig. Jy moet spoed balanseer en goeie dele maak. As jy te vinnig met dik materiaal gaan, kan jy jou masjien breek en akkuraatheid verloor. Stel altyd jou spoed vir die dikte wat jy gebruik om dinge veilig te hou en goed te werk.
Aanbevole dikte vir verskillende materiale
Staaldikteriglyne
Wanneer jy met staal in rolvorming werk, moet jy die regte materiaaldikte vir jou projek kies. Staal is sterk en kan vir baie dinge gebruik word. Jy sal verskillende diktes vir verskillende take sien. Die tabel hieronder toon algemene diktereekse en waar jy dit kan gebruik:
Dikte reeks |
Algemene toepassings |
1,5 mm – 12 mm |
Strukturele kanale en balke |
1,5 mm – 6 mm |
Swaar maat gordings |
2,5 mm – 4 mm |
Relings en snelwegversperrings |
1,5 mm – 6 mm |
Staal rame |
1,5 mm – 3,5 mm |
Opbergrakke en industriële ondersteunings |
2mm – 6mm |
Landboutoerusting komponente |
3 mm – 12 mm |
Sleepwa en onderstel onderdele |
As jy sterk dele soos balke of veiligheidsrelings wil maak, moet jy dikker staal gebruik. Vir ligter dele kan jy dunner staal gebruik. Kontroleer altyd die dikte van die rolvormende materiaal voordat jy begin. Dit help jou om die beste resultate te kry en hou jou masjien veilig.
Wenk: Dikker staal benodig meer krag en sterker masjiene. Maak seker dat jou rolvormmasjien pas by die materiaaldikte wat jy beplan om te gebruik.
Riglyne vir die dikte van aluminium
Aluminium is ligter as staal. Jy gebruik dit dikwels vir dele wat lig maar steeds sterk moet wees. In rolvorming sien jy gewoonlik aluminium met 'n materiaaldikte van 0,3 mm tot 5 mm. Dun aluminium werk goed vir HVAC-kanale, omhulsels en panele. Dikker aluminium is goed vir rame en stutte.
Gebruik 0,3 mm tot 1 mm vir ligte bedekkings en panele.
Gebruik 1 mm tot 3 mm vir strukturele dele en rame.
Gebruik tot 5 mm vir swaardienstoepassings.
Aluminium buig maklik, so jy moet jou rolvormmasjien versigtig stel. Kontroleer altyd die materiaaldikte om krake of buigings wat te skerp is, te vermy.
Ander materiaal
Jy kan ook ander metale in rolvorming gebruik, soos koper, koper en vlekvrye staal. Elke materiaal het sy eie beste dikte. Vir koper en koper gebruik jy dikwels 0,2 mm tot 2,5 mm. Hierdie metale is sag en word gebruik vir afwerking, versiering of elektriese dele. Vlekvrye staal is harder en werk die beste met 0,5 mm tot 3 mm dikte. Jy sien dit in mediese gereedskap, motoronderdele en voedseltoerusting.
Let wel: Pas altyd jou rolvormmasjien by die materiaaldikte en tipe. Dit help jou om gladde vorms en produkte van hoë gehalte te kry.
Die keuse van die regte materiaaldikte vir elke metaal help jou om die beste resultate te kry rol vorming . Jy sal elke keer sterk, akkurate en veilige dele maak.
Pas rolvormmasjiene aan vir materiaaldikte
Wanneer jy met rolvorming werk, moet jy rolvormmasjiene vir elke materiaaldikte aanpas. Hierdie aanpassings help jou om die beste vorm te kry, masjienskade te vermy en jou produkte van hoë gehalte te hou. Jy sal rolspeling, druk, gereedskap en kalibrasie-instellings moet verander. Kom ons kyk na elke stap.
Rolspeling en -druk
Jy moet die regte gaping tussen rollers stel vir elke materiaaldikte. As jy dit nie doen nie, kan jy dun velle vergruis of dik velle los laat. Hier is hoe jy rolspeling en druk kan aanpas:
Meet jou materiaal dikte. As die dikte meer as ±0,2 mm verander, pas die rollerspleet aan.
Stel die rollerspleet op die materiaaldikte plus ongeveer 0,05 mm. Hierdie klein spasie help die laken glad beweeg.
Vir dikker materiale, vergroot die gaping 'n bietjie en vertraag die vormspoed. Dit keer dat die laken vassit of beskadig word.
Vir dunner materiale, maak die gaping 'n bietjie kleiner en verhoog die strookspanning. Dit keer dat die laken kreukel of gly.
As jou masjien outomatiese instellings het, voer die materiaaldikte op die raakskerm in. Die masjien sal die gaping vir jou aanpas.
Wenk: Kontroleer altyd die roldruk. Te veel druk kan die metaal verdun of krake veroorsaak. Te min druk kan die profiel sy vorm laat verloor.
Gereedskap en Matrijs aanpassings
Jy moet ook die gereedskap en matryse aanpas wanneer jy materiaaldikte verander. Hierdie dele vorm die metaal soos dit deur die rolvormmasjien beweeg. Hier is 'n paar stappe wat jy moet volg:
Kyk vir enige veranderinge in materiaaldikte wat verder gaan as normale perke. Selfs klein veranderinge kan die finale vorm beïnvloed.
Kyk na die materiaal se eienskappe. Harder of sagter metale benodig verskillende gereedskapinstellings vir elke buiging.
Balanseer die behoefte aan goeie gehalte met die spoed van produksie. Soms moet jy stadiger ry om beter resultate te kry.
Jy kan hierdie tabel gebruik om jou aanpassings te lei:
Wysigingsaspek |
Beskrywing |
Kalibrasie |
Stel beide vertikale en horisontale spelings. Maak seker dat elke pas in lyn is met die volgende. |
Vertikale gereedskapvrystelling |
Verstel die boonste gereedskap vir die dikste materiaal. Gebruik 'n voelmeter om te kyk vir 'n effense sleep. |
Pas-tot-pas-belyning |
Kontroleer dat elke gereedskappas in lyn is. Spasies moet nie meer as 0,010 duim wees vir die beste resultate nie. |
Veranderinge in materiaaldikte kan opstapel en die deursnee die verkeerde grootte maak.
U moet u materiaalspesifikasies dieselfde hou om ekstra afval en gereedskapveranderinge te vermy.
Rolvorming gebruik vaste hoeke, so jy moet versigtig aanpas vir elke nuwe dikte.
Kalibrasie prosedures
Kalibrasie laat jou rolvormmasjien reg werk. U moet die masjien nagaan en stel elke keer as u materiaaldikte verander. Hier is 'n stap-vir-stap gids:
Stel die gaping tussen die boonste en onderste rollers op 1,0 tot 1,05 keer die materiaaldikte. As die gaping te styf is, sal jy die metaal dun. As dit te los is, sal die profiel nie sy vorm behou nie.
As jy oorskakel na 'n harder materiaal, soos hoësterkte staal, verhoog die afdruk en trek die syrolle vas. Dit help om die vorm te behou.
Plaas 'n vel met 'n bekende dikte tussen die rollers. Verstel die boonste roller totdat jy die regte gaping bereik. Herhaal dit met verskillende diktes om akkuraatheid na te gaan.
Gebruik 'n reguit of meetinstrument om te kyk of die boonste en onderste rollers parallel is. Verstel monterings of shims indien nodig.
Draai die rollers met die hand om te kyk vir glip. As die rollers gly, pas die spanning aan of gebruik 'n anti-gly verbinding.
Let wel: Neem altyd die tipe en dikte van jou materiaal in ag wanneer jy die masjien opstel. Sommige metale benodig meer druk of ekstra smering.
U moet kalibrasie nagaan tydens opstelling en gereelde instandhouding. Dit hou strooknasporing akkuraat en stop profielvervorming. Wanneer jy rolvormmasjiene vir elke materiaaldikte aanpas, kry jy beter resultate en langer masjienlewe.
Algemene probleme met verkeerde materiaaldikte
Defekte en kwaliteitsprobleme
As jy die verkeerde materiaaldikte gebruik, kan jy baie probleme kry. Hierdie probleme kan jou voltooide dele sleg laat lyk of nie reg werk nie. Sommige probleme vind plaas wanneer die materiaal te dik of te dun is vir jou masjien. Jy kan dalk krake, plooie of vorms sien wat nie korrek is nie. Die tabel hieronder toon 'n paar algemene probleme, hoekom dit gebeur en hoe om dit reg te stel:
Probleem |
Oorsaak |
Oplossing |
Rand wat kraak |
Vormdruk te hoog vir materiaaldikte |
Verminder vormingsdruk, gebruik meer vormingspasse |
Lente-terugkwessies |
Dun materiale buig buite verdraagsaamheid |
Pas rolspeling aan, voeg ekstra ondersteuningrolle by |
Oppervlak-rimpeling |
Onvoldoende ondersteuning vir dun materiale |
Verhoog rolkontak, pas vormspoed aan |
Oormatige rolslytasie |
Dik materiaal wat te veel wrywing genereer |
Verhoog smering, gebruik geharde staalrolle |
Verkeerde profielafmetings |
Materiaal te dik of te dun vir masjieninstellings |
Pas rolspeling aan, herkalibreer vormpasse |
Jy moet altyd kontroleer die materiaaldikte voordat jy begin. Dit help jou om probleme te stop en hou jou onderdele goed.
Masjienslytasie en skade
Die gebruik van die verkeerde materiaaldikte kan jou rolvormmasjien seermaak. As jy dik materiaal gebruik, het die masjien meer krag nodig om dit te vorm. Dit kan die rollers en ander dele vinniger laat verslyt. As jy dun materiaal gebruik, hou die rollers dit dalk nie goed nie. Dit kan die laken laat gly of die punte laat uitvlam.
Te veel vormkrag is 'n groot probleem in rolvormmasjiene. As die krag groter is as waarvoor die masjien gemaak is, kan dinge verkeerd loop. Die masjien kan beskadig word, en die onderdele kan verkeerd uitkom. Jy kan ook meer foute en mors hê.
Jy moet stel die gaping tussen die rollers vir elke materiaaldikte. As jy dit nie doen nie, sal jy dalk ekstra buigings of fakkels in jou dele sien. Om die masjien reg te stel, hou dit veilig en maak jou onderdele beter.
Probleemoplossingsoplossings
U kan baie probleme oplos deur u rolvorming-opstelling na te gaan. As jy foute of masjienslytasie sien, probeer hierdie stappe:
Kyk of die rollers in lyn is en let op die materiaaldikte.
Verander die roldruk sodat dit by die materiaal pas.
Maak seker jy gebruik genoeg olie of ghries vir gladde werk.
Kyk gereeld na jou masjien om probleme vroeg te vind.
Die tabel hieronder gee jou 'n vinnige gids om probleme op te los:
Kwessie |
Moontlike oorsake |
Oplossing |
Verkeerd Materiaal dikte |
Rolle wat nie in lyn is nie, teenstrydige materiaaldikte |
Gaan rolbelyning na, monitor materiaaldikte, pas roldruk aan |
As jy hierdie stappe volg, sal jou rolvormmasjien beter werk. Pas altyd die materiaaldikte by jou masjieninstellings. Dit help jou om goeie onderdele te maak en hou jou masjien veilig.
Beste praktyke vir dun en dik materiale
Hantering van dun materiale
Jy moet spesiale sorg aan die dag lê wanneer jy met dun materiale in rolvorming werk. Dun velle kan kreukel, skeur of gly as jy nie jou masjien op die regte manier opstel nie. Hier is 'n paar beste praktyke wat jy moet volg:
Lei jou operateurs goed op . Hulle moet weet hoe om die masjien te laat loop en in stand te hou.
Smeer die gereedskap gereeld. Dit verminder wrywing en help dat die gereedskap langer hou.
Gebruik prosesoptimalisering om produksie glad te maak en stilstand te verminder.
Pas skraal vervaardigingsidees toe. Dit help jou om minder materiaal te gebruik en vinniger op te stel.
Belê in gevorderde tegnologie. Nuwe masjiene kan dun velle beter hanteer en minder foute maak.
As jy hierdie stappe volg, sal jy defekte voorkom en jou rolvormlyn goed laat loop.
Verwerking van dik materiale
Dik materiaal benodig sterk masjiene en noukeurige beplanning. Jy moet oor baie dinge dink voordat jy dik velle begin rol:
Gaan die materiaaldikte na. Dikker velle benodig groter masjiene en sterker skagte.
Kyk na die tipe materiaal. Sagter metale benodig dalk minder buigings.
Dink aan die opbrengssterkte . Sterker metale benodig verskillende masjieninstellings.
Let op die verlenging. As die metaal meer strek, moet jy dalk die masjien vertraag.
Tel die aantal buigings. Meer draaie beteken dat jy meer stasies nodig het.
Meet die totale graad van buigings. Dit beïnvloed die grootte van die masjien en die motor.
Kontroleer die hoogte en breedte van die gedeelte. Groter dele benodig groter skagte.
Besluit of jy gate sal sny of slaan voor of na vorming. Sommige vorms werk beter met na-sny of na-pons.
Jy moet jou masjien by die werk pas. Dit hou jou produkte sterk en jou masjien veilig.
BMS Masjinerie Optimalisering Strategieë
BMS Masjinerie gee jou gereedskap en ondersteuning om enige rolvormende materiaaldikte te hanteer. Jy kan hul masjiene gebruik vir beide dun en dik materiale. Hier is 'n paar maniere waarop BMS Masjinerie jou help:
Jy kry masjiene met outomatiese aanpassings vir verskillende materiaaldiktes.
Jy kan vra vir persoonlike masjiene vir spesiale projekte.
Jy ontvang opleiding en ondersteuning van kundiges.
Jy gebruik gevorderde tegnologie wat vermorsing verminder en kwaliteit verbeter.
Met BMS Masjinerie kan u vertrou dat u rolvormingsproses glad en doeltreffend is. Jy sal elke keer onderdele van hoë gehalte maak.
Optimalisering van spoed en afval volgens dikte
Balansering van spoed en kwaliteit
Jy wil soveel moontlik onderdele maak, maar jy wil ook hê elke onderdeel moet reg lyk en werk. Wanneer jy rolvorming gebruik, moet jy die vind beste spoed vir jou lyn . As jy jou masjien te vinnig laat loop, sal jy dalk probleme sien soos gedraaide panele, golwende kante of snye wat nie reguit is nie. Hierdie probleme kan die kwaliteit van jou finale produk verlaag.
Hier is 'n paar dinge om te onthou wanneer jy jou rolvormspoed stel:
Hoë spoed kan jou help om meer onderdele te maak, maar dit kan ook meer foute veroorsaak.
As jy te vinnig gaan, kan jou masjien skud of vibreer, wat die vorm van jou produk kan benadeel.
Die meeste rolvormlyne werk teen snelhede tussen 10 en 50 meter per minuut.
As jy defekte soos boog of draai sien, vertraag die lyn om akkuraatheid te verbeter.
Kontroleer altyd jou onderdele soos hulle uitkom. As jy probleme sien, pas die spoed aan totdat jy die beste resultate kry.
Wenk: Die regte spoed hang af van jou materiaaldikte en die vorm wat jy wil maak. Dikker materiale benodig dikwels stadiger spoed om die vorm korrek te hou.
Verminder materiaalafval
Jy kan geld spaar en die omgewing help deur minder materiaal in jou rolvormproses te gebruik. Vermorsing gebeur dikwels wanneer jy die verkeerde instellings gebruik of nie jou masjien pas by die rolvormende materiaaldikte nie. Jy kan hierdie stappe volg om afval te verminder:
Meet jou materiaaldikte voor jy begin. Dit help jou om die rollers en druk reg te stel.
Gebruik masjiene wat jou toelaat verander instellings vinnig . Dit help jou om tussen werke te wissel met minder afval.
Lei jou span op om foute vroeg raak te sien. As jy probleme vinnig opvang, kan jy vermorsing stop voordat dit groei.
Hou jou gereedskap skerp en jou masjien skoon. Dowwe gereedskap en vuil rollers kan slegte vorms en ekstra afval veroorsaak.
Beplan jou snitte en buigings om soveel as moontlik van die laken te gebruik.
As jy aandag gee aan beide spoed en vermorsing, kry jy meer goeie onderdele en spandeer jy minder aan materiaal. Jy help ook dat jou rolvormmasjien langer hou en beter werk.
Met BMS Masjinerie kan jy die rolgaping vir verskillende diktes verander. Hulle masjiene is sterk en help jou om goeie onderdele te maak. As jy meer hulp wil hê, kyk na die grafiek hieronder of vra BMS Masjinerie vir raad.
Vir meer hulp, kyk na beste praktyke of praat met BMS Machinery vir antwoorde wat net vir jou gemaak is.
Gereelde vrae
Wat gebeur as jy die verkeerde materiaaldikte in rolvorming gebruik?
Jy kan dalk krake, golwe of vorms kry wat nie reg is nie. Die masjien kan ook vinniger verslyt. Kontroleer altyd die dikte voordat u begin om hierdie probleme te vermy.
Hoe verander jy 'n rolvormmasjien vir verskillende diktes?
Pas die rolgaping aan om by jou materiaal te pas. Gebruik die masjien se kontroles of handinstellings. Kontroleer die druk en belyning. Toets eers met 'n voorbeeldblad.
Kan een rolvormmasjien met beide dun en dik materiale werk?
Sommige masjiene kan 'n reeks diktes hanteer. Jy moet na die masjien se spesifikasies kyk. BMS Masjinerie het modelle met verstelbare instellings vir verskillende diktes.
Hoekom verander materiaaldikte hoe vinnig jy kan produseer?
Dikker materiale benodig meer krag en gaan stadiger deur die masjien. Dun materiale beweeg vinniger. Jy moet die regte balans tussen spoed en kwaliteit vind vir die beste resultate.



































