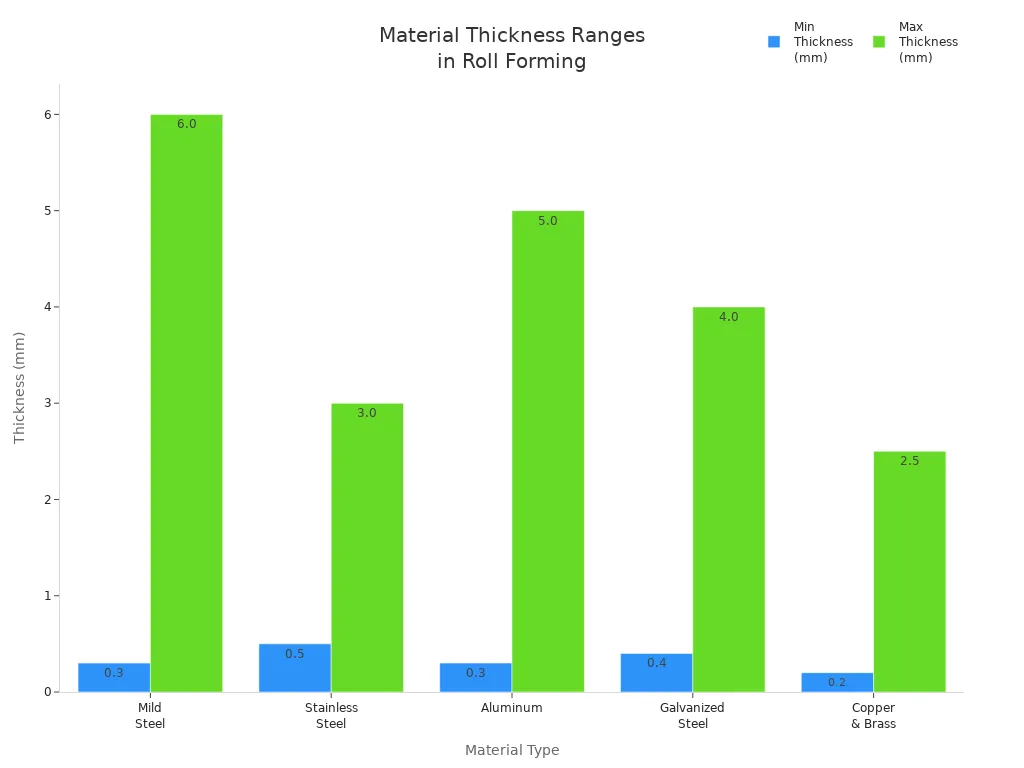
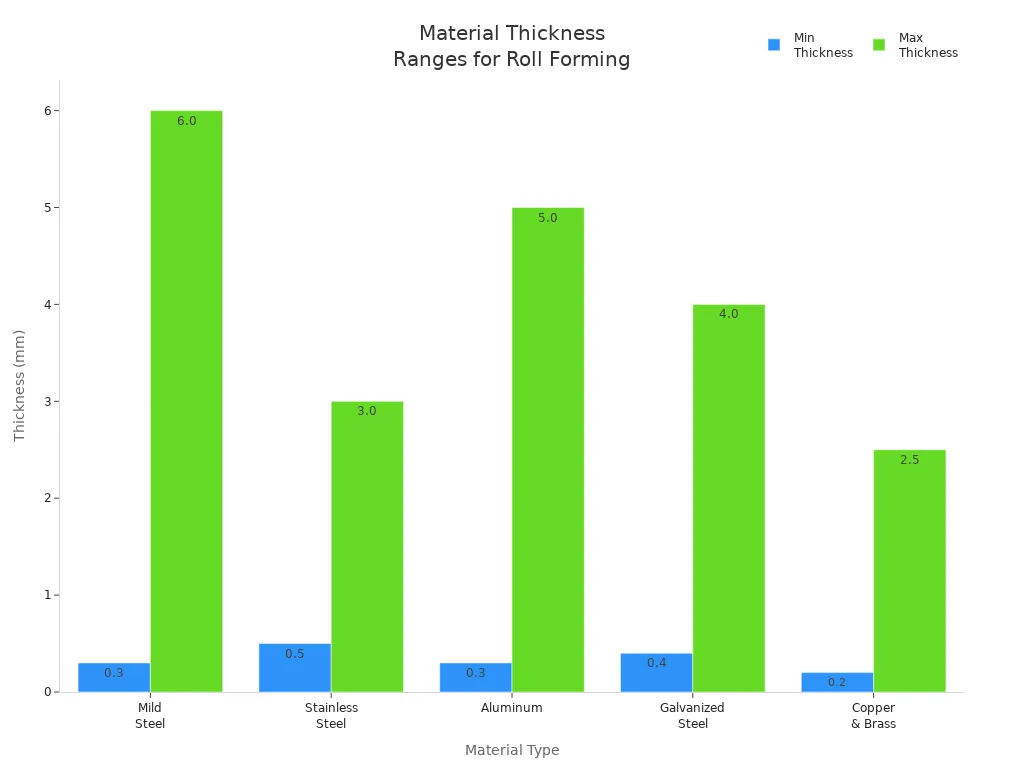
När du använder rullformning kommer du att se materialtjocklekar från 0,2 mm till 10 mm. Tjockleken beror på vad du gör. Varje material har den bästa tjockleken för rullformning. Du kan kontrollera tabellen nedan för några vanliga exempel:
Materialtyp |
Rekommenderat tjockleksområde (mm) |
Bäst Ansökningar |
Milt stål |
0,3 – 6,0 |
Byggnadsdelar, takplåt |
Rostfritt stål |
0,5 – 3,0 |
Bilar, flygplan, medicinska verktyg |
Aluminium |
0,3 – 5,0 |
Lättkonstruktioner, VVS, kapslingar |
Galvaniserat stål |
0,4 – 4,0 |
Rostsäkra ramar, byggnadsdelar |
Koppar & Mässing |
0,2 – 2,5 |
Elektriska delar, trim för dekoration |
Att välja rätt materialtjocklek är mycket viktigt för installationen av rullformningsmaskinen. Du måste matcha rullaxelns storlek, hur komplex formen är och skärkraften till ditt material. BMS Machinery hjälper dig att välja den bästa lösningen för alla valsformande materialtjocklekar. På så sätt får du de bästa formningsresultaten varje gång.
Viktiga takeaways
Tjockleksområde för rullformningsmaterial
Standardtjocklekar i branschen
Materialtjockleken är mycket viktig vid valsformning. Varje maskin fungerar bäst med vissa tjocklekar. Om du väljer rätt tjocklek blir resultatet bättre. Din maskin kommer också att hålla längre. Industrin delar in maskiner i grupper efter tjocklek. Du kan titta i tabellen nedan för att se dessa grupper:
Maskintyp |
Tjockleksområde |
Tunna mätmaskiner |
0,2 mm till 0,5 mm |
Standard tak- och beklädnadsmaskiner |
0,3 mm till 0,8 mm |
Medium gauge maskiner |
0,8 mm till 2,0 mm |
Strukturella profilmaskiner |
1,5 mm till 3,5 mm |
Tunga strukturella rullformningsmaskiner |
3 mm till 6 mm eller mer |
Denna tabell hjälper dig att välja rätt maskin för ditt jobb. Tunna maskiner är bra för lätta delar. Tunga konstruktionsmaskiner används för tjockt stål och starka ramar.
Tips: Kontrollera alltid tjockleksintervallet för ditt material innan du börjar. Detta hjälper dig att stoppa maskinproblem och dålig produktkvalitet.
Tabellen nedan visar den minsta och största tjockleken för varje maskintyp:
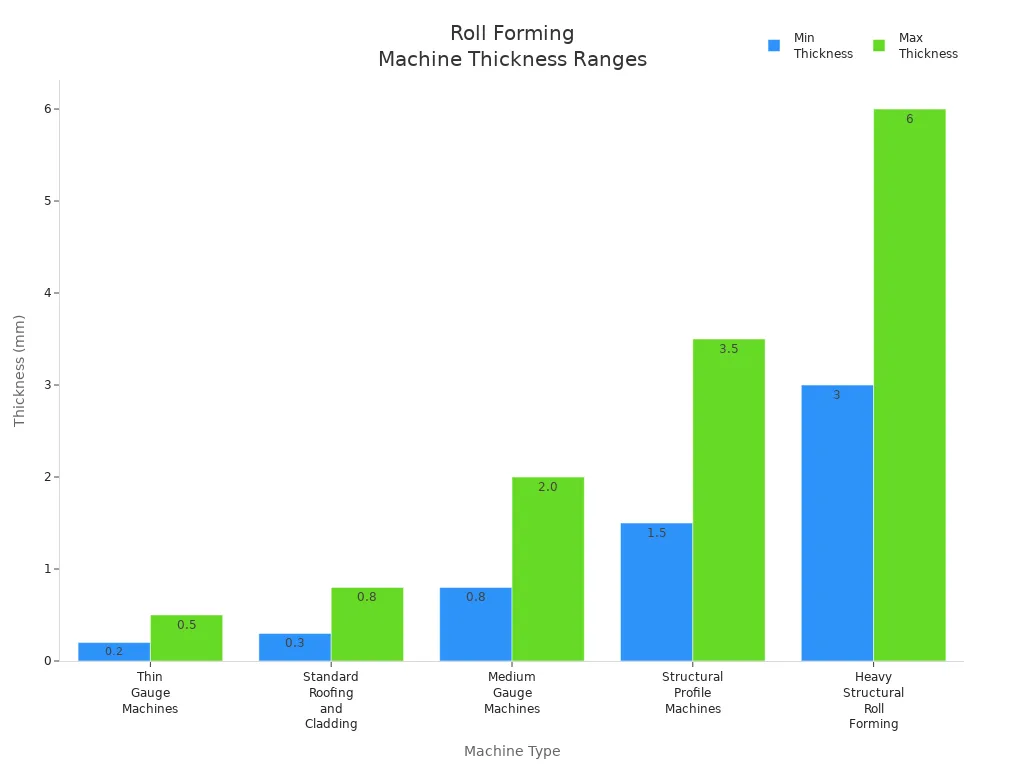
Rullformning kan använda många tjocklekar. De flesta projekt använder tjocklekar från 0,2 mm till 6 mm. Detta fungerar för byggnader, bilar och fabriker.
BMS Maskinkapacitet
När du väljer en rullformningsmaskin vill du veta vilken tjocklek den kan använda. BMS Machinery tillverkar maskiner för många tjocklekar. Du kan lita på BMS Machinery för tunna plåtar eller tjocka profiler.
Här är en snabb tabell över de tjocklekar som BMS Machinery stöder:
PRODUKTKATEGORI |
MATIRAL TJOCKHET |
Dubbla lager tak rullformningsmaskin |
0,3-0,8 mm |
C/U/Z/M/L purlin-maskiner |
1-3 mm / kraftig: 3-6 mm |
Golvdäcksmaskin |
0,8-1,5 mm / heavy duty: 1,5-2,5 mm |
Kakeltak rullformningsmaskin |
0,4-0,8 mm |
Unistrut rullformningsmaskin |
1,5-2,5 mm |
Tak- och väggpanelmaskin |
0,2-0,8 mm |
Dubb och spår, skiljeväggsmaskin för gips |
0,3-1,0 mm |
Lång Längd Slitter & Folder |
1,0 mm (maximal) |
Bockningsmaskin |
1,2 mm (maximal) |
Detta sortiment är bra för tak, väggpaneler och lätta strukturer. Du kan använda BMS Machinery för stål, aluminium och andra metaller. Maskinerna håller sig noggranna och håller bra kvalitet även om du byter tjocklek.
BMS Machinery använder ny teknik för fantastiska resultat. Du får smidigt arbete, mindre avfall och starka produkter. Om du behöver något speciellt kan BMS Machinery göra en maskin just för din tjocklek.
Obs: Du kan alltid be BMS Machinery om hjälp med att välja rätt maskin. Deras experter hjälper dig att matcha ditt projekt till den bästa utrustningen.
Om du vet standardtjocklekarna och vad BMS Machinery kan göra, kan du göra smarta val för din fabrik. Detta hjälper dig att få bästa kvalitet och prestanda varje gång.
Inverkan av materialtjocklek på rullformning
Maskinbelastning och prestanda
Det är viktigt att veta hur materialtjockleken påverkar din rullformningsmaskin . Tjockare material behöver starkare verktyg och fler steg för att forma dem. Tunna material kan skadas om du inte hanterar dem försiktigt. Kraften din maskin använder ändras med tjockleken. Tunga material behöver mer kraft och kan slita ut din maskin snabbare om du inte ställer in den rätt. Tunna material går snabbare genom maskinen, men tjocka saktar ner. Du måste också se upp för skakningar och delar som inte står i linje. Dessa problem kan göra dina produkter mindre exakta och orsaka misstag.
Aspekt |
Förklaring |
Verktygsjusteringar |
Tjockare material behöver starkare verktyg och fler steg, medan tunna material behöver skonsam hantering. |
Krav på maskinkraft |
Tyngre material drar mer kraft och kan slita ut maskinen om den inte ställs in rätt. |
Produktionshastighet |
Tunna material går snabbare eftersom de behöver mindre kraft, men tjocka material saktar ner. |
Maskinslitage |
Att forma tjocka material sliter ut maskinen snabbare, så du behöver starka delar och regelbundna kontroller. |
Vibration och inriktning |
Mer kraft från tjocka material kan få maskinen att skaka och förstöra formen. |
Tips: Alltid kontrollera dina maskininställningar innan du börjar. Detta hjälper dig att stoppa problem från materialtjocklek.
Profilnoggrannhet och kvalitet
Materialtjocklek är viktig för att få former i rätt storlek. Tjocka material förändrar hur metallen böjs och sträcks. Du kanske ser fel storlek, vågiga kanter eller kurvor i långriktningen. Hur mycket plåten sträcker sig beror på tjocklek, styrka och form. Om du väljer fel tjocklek kanske dina delar inte passar eller fungerar som de ska. Du måste vara uppmärksam för att få de bästa formerna.
Du kan göra bättre delar genom att välja rätt tjocklek. Studier visar att tjocka plåt har färre misstag. Till exempel en 3 mm DP600-plåt böjd mindre än en 2 mm plåt. Tjocka material spricker också mindre i kanterna. DP980 vid 2 mm spricker 20 % mer än tjockare plåtar. Du får bättre delar och färre misstag när du matchar tjockleken efter dina behov.
Produktionshastighet
Materialtjockleken ändrar hur snabbt din rullformningsmaskin arbetar. Tunna material rör sig snabbt eftersom de behöver mindre kraft. Tjocka material saktar ner maskinen eftersom de behöver fler steg och kraft. Du måste balansera hastighet och göra bra delar. Om du går för fort med tjocka material kan du gå sönder din maskin och tappa precision. Ställ alltid in din hastighet för den tjocklek du använder för att hålla saker säkra och fungera bra.
Rekommenderad tjocklek för olika material
Riktlinjer för ståltjocklek
När du arbetar med stål vid valsformning måste du välja rätt materialtjocklek för ditt projekt. Stål är starkt och kan användas till många saker. Du kommer att se olika tjocklekar för olika jobb. Tabellen nedan visar vanliga tjockleksintervall och var du kan använda dem:
Tjockleksområde |
Vanliga applikationer |
1,5 mm – 12 mm |
Strukturella kanaler och balkar |
1,5 mm – 6 mm |
Kraftiga räfflor |
2,5 mm – 4 mm |
Räcken och vägbommar |
1,5 mm – 6 mm |
Stålramar |
1,5 mm – 3,5 mm |
Förvaringsställ och industristöd |
2 mm – 6 mm |
Komponenter för jordbruksutrustning |
3 mm – 12 mm |
Trailer och chassidelar |
Om du vill göra starka delar som balkar eller skyddsräcken bör du använda tjockare stål. För lättare delar kan du använda tunnare stål. Kontrollera alltid tjockleken på rullformningsmaterialet innan du börjar. Detta hjälper dig att få bästa resultat och håller din maskin säker.
Tips: Tjockare stål kräver mer kraft och starkare maskiner. Se till att din rullformningsmaskin matchar den materialtjocklek du planerar att använda.
Riktlinjer för aluminiumtjocklek
Aluminium är lättare än stål. Man använder den ofta till delar som behöver vara lätta men ändå starka. Vid valsformning ser man vanligtvis aluminium med en materialtjocklek från 0,3 mm till 5 mm. Tunt aluminium fungerar bra för VVS-kanaler, kapslingar och paneler. Tjockare aluminium är bra för ramar och stöd.
Använd 0,3 mm till 1 mm för ljusa höljen och paneler.
Använd 1 mm till 3 mm för strukturella delar och ramar.
Använd upp till 5 mm för tunga applikationer.
Aluminium böjs lätt, så du måste ställa in din rullformningsmaskin noggrant. Kontrollera alltid materialtjockleken för att undvika sprickor eller böjar som är för skarpa.
Andra material
Du kan också använda andra metaller vid rullformning, som koppar, mässing och rostfritt stål. Varje material har sin egen bästa tjocklek. För koppar och mässing använder man ofta 0,2 mm till 2,5 mm. Dessa metaller är mjuka och används för trimning, dekoration eller elektriska delar. Rostfritt stål är hårdare och fungerar bäst med 0,5 mm till 3 mm tjocklek. Du ser det i medicinska verktyg, bildelar och livsmedelsutrustning.
Obs: Anpassa alltid din rullformningsmaskin till materialtjocklek och typ. Detta hjälper dig att få smidiga former och högkvalitativa produkter.
Att välja rätt materialtjocklek för varje metall hjälper dig att få bästa resultat rullformning . Du kommer att göra starka, exakta och säkra delar varje gång.
Justera rullformningsmaskiner för materialtjocklek
När du arbetar med valsformning måste du anpassa valsformningsmaskiner för varje materialtjocklek. Dessa justeringar hjälper dig att få den bästa formen, undvika maskinskador och hålla dina produkter av hög kvalitet. Du måste ändra inställningarna för rullspel, tryck, verktyg och kalibrering. Låt oss titta på varje steg.
Rullfrigång och tryck
Du måste ställa in rätt avstånd mellan valsarna för varje materialtjocklek. Om du inte gör det kan du krossa tunna ark eller lämna tjocka ark lösa. Så här kan du justera rullspel och tryck:
Mät din materialtjocklek. Om tjockleken ändras mer än ±0,2 mm, justera rullavståndet.
Ställ in rullavståndet till materialtjockleken plus ca 0,05 mm. Detta lilla utrymme hjälper arket att röra sig smidigt.
För tjockare material, öka spalten lite och sakta ner formningshastigheten. Detta förhindrar att arket fastnar eller skadas.
För tunnare material, gör spalten lite mindre och öka bandspänningen. Detta förhindrar att arket skrynklas eller glider.
Om din maskin har automatiska inställningar anger du materialtjockleken på pekskärmen. Maskinen justerar mellanrummet åt dig.
Tips: Kontrollera alltid rulltrycket. För mycket tryck kan tunna ut metallen eller orsaka sprickor. För lite tryck kan göra att profilen tappar sin form.
Verktygs- och formjusteringar
Du måste också justera verktygen och formarna när du ändrar materialtjocklek. Dessa delar formar metallen när den rör sig genom rullformningsmaskinen. Här är några steg du bör följa:
Kontrollera om det finns några förändringar i materialtjocklek som går utöver normala gränser. Även små förändringar kan påverka den slutliga formen.
Titta på materialets egenskaper. Hårdare eller mjukare metaller behöver olika verktygsinställningar för varje böj.
Balansera behovet av god kvalitet med produktionshastigheten. Ibland måste du sakta ner för att få bättre resultat.
Du kan använda den här tabellen för att vägleda dina justeringar:
Modifieringsaspekt |
Beskrivning |
Kalibrering |
Ställ in både vertikala och horisontella spelrum. Se till att varje pass stämmer överens med nästa. |
Vertikal verktygsavstånd |
Justera det övre verktyget för det tjockaste materialet. Använd en känselmått för att kontrollera om det finns ett litet drag. |
Pass-to-Pass-justering |
Kontrollera att varje verktygspass är i linje. Mellanrum bör inte vara mer än 0,010 tum för bästa resultat. |
Ändringar i materialtjocklek kan staplas upp och göra tvärsnittet av fel storlek.
Du måste hålla dina materialspecifikationer desamma för att undvika extra skrot och verktygsbyten.
Rullformning använder fasta vinklar, så du måste justera noggrant för varje ny tjocklek.
Kalibreringsprocedurer
Kalibrering håller din rullformningsmaskin i funktion. Du måste kontrollera och ställa in maskinen varje gång du ändrar materialtjocklek. Här är en steg-för-steg guide:
Ställ in avståndet mellan de övre och nedre valsarna till 1,0 till 1,05 gånger materialtjockleken. Om gapet är för snävt kommer du att tunna ut metallen. Om den är för lös kommer profilen inte att hålla sin form.
Om du byter till ett hårdare material, som höghållfast stål, öka nedtrycket och dra åt sidorullarna. Detta hjälper till att hålla formen.
Sätt in ett ark med känd tjocklek mellan rullarna. Justera den övre rullen tills du når rätt mellanrum. Upprepa detta med olika tjocklekar för att kontrollera noggrannheten.
Använd en rätlina eller ett mätverktyg för att kontrollera att de övre och nedre rullarna är parallella. Justera fästen eller shims om det behövs.
Vrid rullarna för hand för att kontrollera om de glider. Om rullarna slirar, justera spänningen eller använd en halkskyddsblandning.
Obs: Tänk alltid på typen och tjockleken på ditt material när du installerar maskinen. Vissa metaller behöver mer tryck eller extra smörjning.
Du bör kontrollera kalibreringen under installation och regelbundet underhåll. Detta håller bandspårningen korrekt och stoppar profilförvrängning. När du justerar rullformningsmaskiner för varje materialtjocklek får du bättre resultat och längre livslängd.
Vanliga problem med felaktig materialtjocklek
Defekter och kvalitetsproblem
Använder man fel materialtjocklek kan man få många problem. Dessa problem kan göra att dina färdiga delar ser dåliga ut eller inte fungerar som de ska. Vissa problem uppstår när materialet är för tjockt eller för tunt för din maskin. Du kan se sprickor, rynkor eller former som inte är korrekta. Tabellen nedan visar några vanliga problem, varför de inträffar och hur man åtgärdar dem:
Problem |
Orsaka |
Lösning |
Kanten spricker |
Formningstrycket är för högt för materialtjocklek |
Minska formtrycket, använd fler formningspass |
Spring-back frågor |
Tunna material böjer sig bortom tolerans |
Justera rullspelet, lägg till extra stödrullar |
Ytveckning |
Otillräckligt stöd för tunna material |
Öka rullkontakten, justera formningshastigheten |
Överdrivet rullslitage |
Tjockt material som genererar för mycket friktion |
Öka smörjningen, använd härdade stålrullar |
Felaktiga profilmått |
Materialet är för tjockt eller för tunt för maskininställningar |
Justera rullspelet, kalibrera om formningspassager |
Du borde alltid kontrollera materialtjockleken innan du börjar. Detta hjälper dig att stoppa problem och håller dina delar bra.
Maskinslitage och skador
Att använda fel materialtjocklek kan skada din rullformningsmaskin. Om du använder tjockt material behöver maskinen mer kraft för att forma det. Detta kan göra att rullarna och andra delar slits ut snabbare. Om du använder tunt material kanske rullarna inte håller det bra. Detta kan göra att arket glider eller att ändarna blossar ut.
För mycket formningskraft är ett stort problem i valsformningsmaskiner. Om kraften är högre än vad maskinen är gjord för kan det gå fel. Maskinen kan skadas och delarna kan komma ut fel. Du kan också ha fler misstag och slöseri.
Du behöver ställ in gapet mellan rullarna för varje materialtjocklek. Om du inte gör det kan du se extra böjar eller utbrott i dina delar. Att ställa in maskinen rätt håller den säker och gör dina delar bättre.
Felsökningslösningar
Du kan fixa många problem genom att kontrollera din rullformningsinställning. Om du ser fel eller maskinslitage, prova dessa steg:
Kontrollera om rullarna är i linje och se tjockleken på materialet.
Ändra rulltrycket så att det matchar materialet.
Se till att du använder tillräckligt med olja eller fett för smidigt arbete.
Titta på din maskin ofta för att hitta problem tidigt.
Tabellen nedan ger dig en snabbguide för att åtgärda problem:
Utfärda |
Möjliga orsaker |
Lösning |
Felaktig Materialtjocklek |
Felinriktade rullar, inkonsekvent materialtjocklek |
Kontrollera rullarnas inriktning, övervaka materialtjockleken, justera rulltrycket |
Om du följer dessa steg kommer din rullformningsmaskin att fungera bättre. Anpassa alltid materialtjockleken till dina maskininställningar. Detta hjälper dig att göra bra delar och håller din maskin säker.
Bästa metoder för tunna och tjocka material
Hantering av tunna material
Du måste vara extra försiktig när du arbetar med tunna material vid rullformning. Tunna ark kan skrynklas, slitas sönder eller halka om du inte ställer in maskinen på rätt sätt. Här är några bästa metoder du bör följa:
Träna dina operatörer väl . De måste veta hur man kör och underhåller maskinen.
Smörj verktyget ofta. Detta minskar friktionen och hjälper verktygen att hålla längre.
Använd processoptimering för att göra produktionen smidig och minska stilleståndstiden.
Tillämpa idéer om lean manufacturing. Detta hjälper dig att använda mindre material och ställa in snabbare.
Investera i avancerad teknik. Nya maskiner kan hantera tunna plåtar bättre och göra färre misstag.
Om du följer dessa steg kommer du att förhindra defekter och hålla din rullformningslinje igång väl.
Bearbetning av tjocka material
Tjocka material kräver starka maskiner och noggrann planering. Du måste tänka på många saker innan du börjar rulla tjocka ark:
Kontrollera materialtjockleken. Tjockare plåt behöver större maskiner och starkare axlar.
Titta på typen av material. Mjukare metaller kan behöva färre böjar.
Tänk på sträckgränsen . Starkare metaller kräver olika maskininställningar.
Titta på förlängningen. Om metallen sträcker sig mer kan du behöva sakta ner maskinen.
Räkna antalet böjar. Fler kurvor betyder att du behöver fler stationer.
Mät den totala graden av böjningar. Detta påverkar storleken på maskinen och motorn.
Kontrollera höjden och bredden på sektionen. Större delar behöver större axlar.
Bestäm om du ska skära eller slå hål före eller efter formningen. Vissa former fungerar bättre med efterskärning eller efterstansning.
Du måste matcha din maskin till jobbet. Detta håller dina produkter starka och din maskin säker.
BMS Maskinoptimeringsstrategier
BMS Machinery ger dig verktyg och stöd för att hantera alla valsformande materialtjocklekar. Du kan använda deras maskiner för både tunna och tjocka material. Här är några sätt som BMS Machinery hjälper dig:
Du får maskiner med automatiska justeringar för olika materialtjocklekar.
Du kan be om skräddarsydda maskiner för specialprojekt.
Du får utbildning och stöd av experter.
Du använder avancerad teknik som minskar svinnet och förbättrar kvaliteten.
Med BMS Machinery kan du lita på att din rullformningsprocess är smidig och effektiv. Du kommer att göra delar av hög kvalitet varje gång.
Hastighet och avfallsoptimering efter tjocklek
Balanserar hastighet och kvalitet
Du vill göra så många delar som möjligt, men du vill också att varje del ska se ut och fungera rätt. När du använder rullformning måste du hitta bästa hastigheten för din linje . Om du kör din maskin för fort kan du se problem som vridna paneler, vågiga kanter eller skärningar som inte är raka. Dessa problem kan sänka kvaliteten på din färdiga produkt.
Här är några saker att komma ihåg när du ställer in din rullformningshastighet:
Hög hastighet kan hjälpa dig att göra fler delar, men det kan också orsaka fler misstag.
Om du kör för fort kan din maskin skaka eller vibrera, vilket kan skada produktens form.
De flesta rullformningslinjer arbetar med hastigheter mellan 10 och 50 meter per minut.
Om du ser defekter som båge eller vridning, sakta ner linjen för att förbättra noggrannheten.
Kontrollera alltid dina delar när de kommer ut. Om du ser problem, justera hastigheten tills du får bästa resultat.
Tips: Rätt hastighet beror på din materialtjocklek och vilken form du vill göra. Tjockare material behöver ofta lägre hastigheter för att hålla formen korrekt.
Minska materialavfall
Du kan spara pengar och hjälpa miljön genom att använda mindre material i din rullformningsprocess. Slöseri uppstår ofta när du använder fel inställningar eller inte matchar din maskin med tjockleken på rullformningsmaterialet. Du kan följa dessa steg för att minska avfallet:
Mät din materialtjocklek innan du börjar. Detta hjälper dig att ställa in rullarna och trycket korrekt.
Använd maskiner som låter dig ändra inställningar snabbt . Detta hjälper dig att växla mellan jobb med mindre skrot.
Träna ditt lag att upptäcka misstag tidigt. Får du problem snabbt kan du stoppa slöseri innan det växer.
Håll dina verktyg vassa och din maskin ren. Slöa verktyg och smutsiga rullar kan orsaka dåliga former och extra skrot.
Planera dina snitt och böjar för att använda så mycket av arket som möjligt.
När du uppmärksammar både hastighet och slöseri får du fler bra delar och spenderar mindre på material. Du hjälper också din rullformningsmaskin att hålla längre och fungera bättre.
BMS Machinery låter dig ändra rullgapet för olika tjocklekar. Deras maskiner är starka och hjälper dig att göra bra delar. Om du vill ha mer hjälp, titta på tabellen nedan eller fråga BMS Machinery om råd.
För mer hjälp, kolla in bästa praxis eller prata med BMS Machinery för svar som är gjorda just för dig.
FAQ
Vad händer om man använder fel materialtjocklek vid valsformning?
Du kan få sprickor, vågor eller former som inte är rätt. Maskinen kan också slitas ut snabbare. Kontrollera alltid tjockleken innan du börjar för att undvika dessa problem.
Hur ändrar man en rullformningsmaskin för olika tjocklekar?
Justera rullavståndet så att det matchar ditt material. Använd maskinens kontroller eller manuella inställningar. Kontrollera trycket och inriktningen. Testa med ett provark först.
Kan en rullformningsmaskin arbeta med både tunna och tjocka material?
Vissa maskiner kan hantera en rad olika tjocklekar. Du måste titta på maskinens specifikationer. BMS Machinery har modeller med justerbara inställningar för olika tjocklekar.
Varför ändras materialtjockleken hur snabbt du kan producera?
Tjockare material behöver mer kraft och går långsammare genom maskinen. Tunna material rör sig snabbare. Du måste hitta rätt balans mellan hastighet och kvalitet för bästa resultat.



































