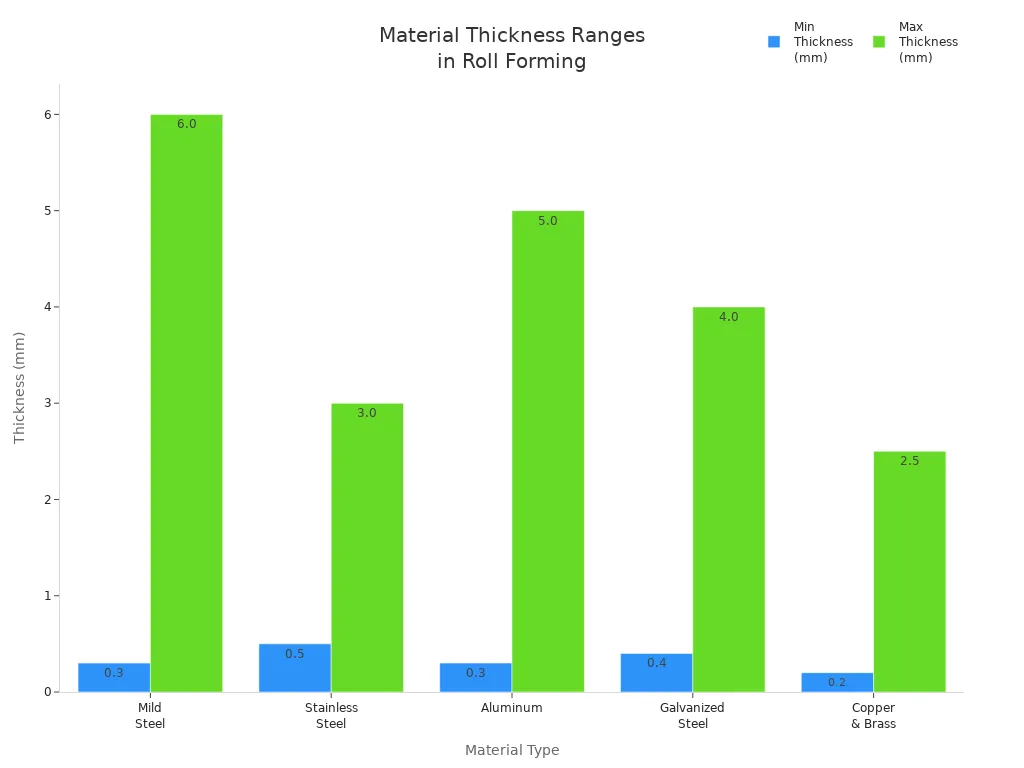
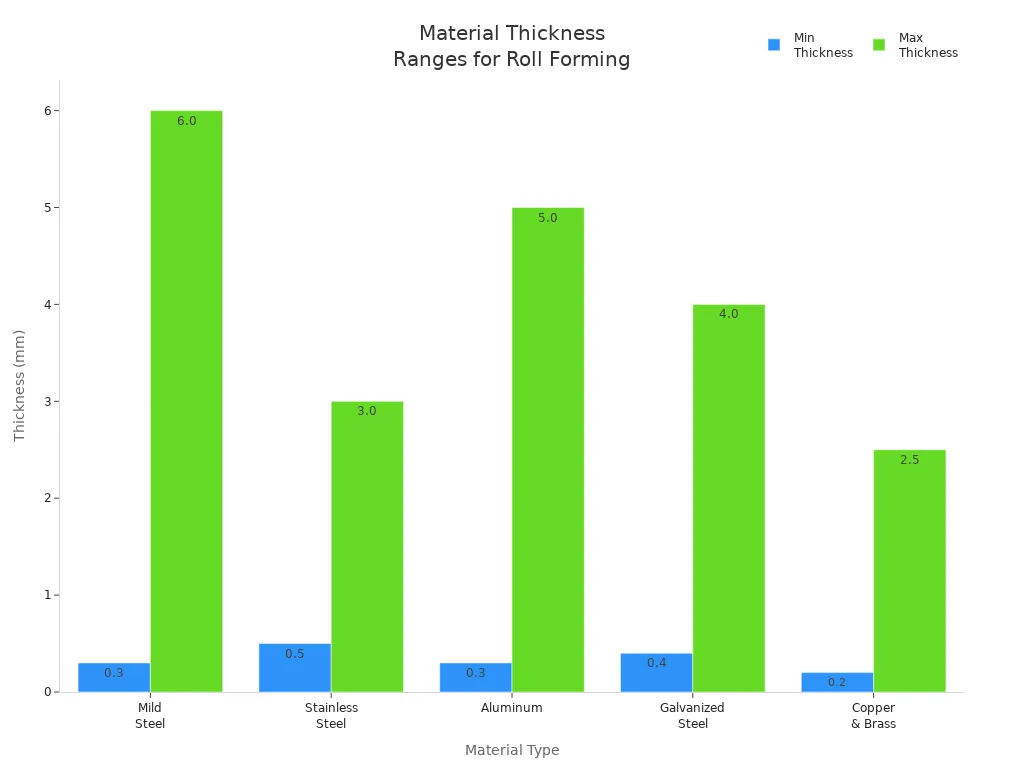
Rollforming kullandığınızda 0,2mm'den 10mm'ye kadar malzeme kalınlıkları göreceksiniz. Kalınlık ne yaptığınıza bağlıdır. Her malzeme rulo şekillendirme için en iyi kalınlığa sahiptir. Bazı yaygın örnekler için aşağıdaki tabloyu kontrol edebilirsiniz:
Malzeme Türü |
Önerilen Kalınlık Aralığı (mm) |
En iyi Uygulamalar |
Yumuşak Çelik |
0,3 – 6,0 |
Yapısal parçalar, çatı kaplama levhaları |
Paslanmaz çelik |
0,5 – 3,0 |
Arabalar, uçaklar, tıbbi aletler |
Alüminyum |
0,3 – 5,0 |
Hafif yapılar, HVAC, muhafazalar |
Galvanizli Çelik |
0,4 – 4,0 |
Paslanmaya dayanıklı çerçeveler, yapı parçaları |
Bakır ve Pirinç |
0,2 – 2,5 |
Elektrikli parçalar, dekorasyon için süslemeler |
Rulo şekillendirme makinesi kurulumu için doğru malzeme kalınlığını seçmek çok önemlidir. Rulo mili boyutunu, şeklin karmaşıklığını ve kesme kuvvetini malzemenize uygun hale getirmelisiniz. BMS Machinery, herhangi bir rulo şekillendirme malzemesi kalınlığı için en iyi çözümü seçmenize yardımcı olur. Bu şekilde her zaman en iyi şekillendirme sonuçlarını elde edersiniz.
Temel Çıkarımlar
Rulo şekillendirme için doğru malzeme kalınlığını seçin. Bu, daha iyi sonuçlar almanıza yardımcı olur ve makinenin daha uzun süre dayanmasını sağlar. rulo şekillendirme makinenizin ayarlarını değiştirin . Malzeme kalınlığı değiştiğinde Bu, hataları durdurur ve ürünün iyi durumda kalmasını sağlar. Daha kalın malzemeler daha fazla güce ve dikkatli çalışmaya ihtiyaç duyar. Başlamadan önce daima makine ayarlarını kontrol edin. Güvenebileceğiniz makineler için BMS Makine'yi kullanın. Pek çok kalınlıkta çalışıyorlar ve uzman yardımı veriyorlar. Malzeme kalınlığına göre üretim hızını izleyin. Bu, işleri hızlı ama aynı zamanda kaliteli tutar.
Rulo Şekillendirme Malzemesi Kalınlık Aralığı
Sektördeki Standart Kalınlıklar
malzeme kalınlığı çok önemlidir . Rulo şekillendirmede Her makine belirli kalınlıklarda en iyi şekilde çalışır. Doğru kalınlığı seçerseniz sonuçlarınız daha iyi olur. Ayrıca makineniz daha uzun süre dayanır. Endüstri, makineleri kalınlıklarına göre gruplara ayırıyor. Bu grupları görmek için aşağıdaki tabloya bakabilirsiniz:
Makine Tipi |
Kalınlık Aralığı |
İnce Kalibre Makinaları |
0,2 mm ila 0,5 mm |
Standart Çatı Kaplama ve Kaplama Makinaları |
0,3 mm ila 0,8 mm |
Orta Ölçü Makinaları |
0,8 mm ila 2,0 mm |
Yapısal Profil Makinaları |
1,5 mm'den 3,5 mm'ye |
Ağır Yapısal Rulo Şekillendirme Makineleri |
3 mm ila 6 mm veya daha fazla |
Bu tablo işiniz için doğru makineyi seçmenize yardımcı olur. İnce kalibreli makineler hafif parçalar için iyidir. Kalın çelik ve güçlü çerçeveler için ağır yapı makineleri kullanılır.
İpucu: Başlamadan önce daima malzemenizin kalınlık aralığını kontrol edin. Bu, makine sorunlarını ve kötü ürün kalitesini durdurmanıza yardımcı olur.
Aşağıdaki tablo her makine tipi için en küçük ve en büyük kalınlığı göstermektedir:
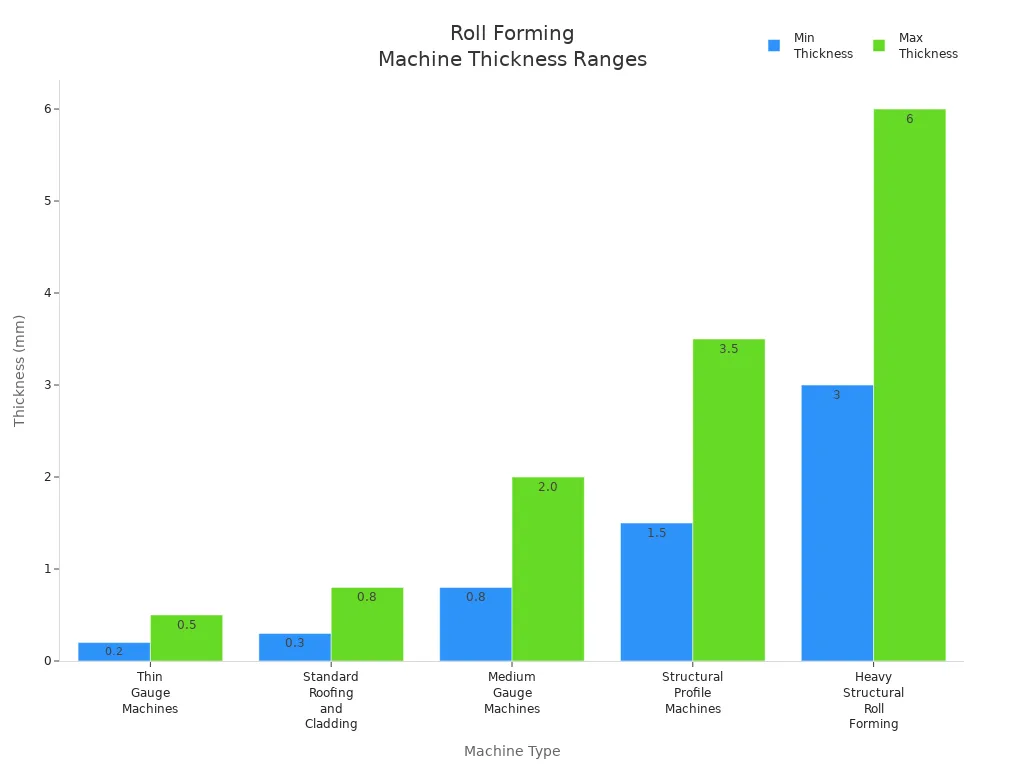
Rulo şekillendirmede birçok kalınlık kullanılabilir. Çoğu projede 0,2 mm'den 6 mm'ye kadar kalınlıklar kullanılır. Bu, binalar, arabalar ve fabrikalar için işe yarar.
BMS Makine Yetenekleri
Bir rulo şekillendirme makinesi seçtiğinizde hangi kalınlığı kullanabileceğini bilmek istersiniz. BMS Makine birçok kalınlığa uygun makineler üretmektedir. İnce sac veya kalın profiller için BMS Makina'ya güvenebilirsiniz.
İşte BMS Makine'nin desteklediği kalınlıkların kısa bir tablosu:
ÜRÜN KATEGORİSİ |
MALZEME KALINLIĞI |
Çift Katmanlı Çatı Rulo Şekillendirme Makinesi |
0,3-0,8 mm |
C/U/Z/M/L aşık makineleri |
1-3mm / ağır hizmet tipi: 3-6mm |
Zemin Güverte Makinası |
0,8-1,5 mm / ağır hizmet: 1,5-2,5 mm |
Kiremit Çatı Rulo Şekillendirme Makinesi |
0,4-0,8 mm |
Unistrut Rulo Şekillendirme Makinesi |
1,5-2,5 mm |
Çatı ve duvar kaplama paneli makinesi |
0,2-0,8 mm |
Saplama ve parça, alçıpan bölme makinesi |
0,3-1,0 mm |
Uzun Boy Eğme ve Klasör |
1,0 mm(maksimum) |
Bükme Makinası |
1,2 mm (maksimum) |
Bu seri çatı kaplama, duvar panelleri ve hafif yapılar için iyidir. BMS Makina'yı çelik, alüminyum ve diğer metaller için kullanabilirsiniz. Makineler, kalınlıkları değiştirseniz bile doğru kalır ve kaliteyi korur.
BMS Makine mükemmel sonuçlar için yeni teknolojiyi kullanıyor. Sorunsuz bir çalışma, daha az atık ve güçlü ürünler elde edersiniz. Özel bir şeye ihtiyacınız varsa BMS Makine tam sizin kalınlığınıza göre bir makine yapabilir.
Not: Doğru makineyi seçmek için her zaman BMS Makine'den yardım isteyebilirsiniz. Uzmanları projenizi en iyi ekipmanla eşleştirmenize yardımcı olacaktır.
Standart kalınlıkları ve BMS Makine'nin neler yapabileceğini biliyorsanız fabrikanız için akıllı seçimler yapabilirsiniz. Bu, her zaman en iyi kaliteyi ve performansı elde etmenize yardımcı olur.
Malzeme Kalınlığının Rulo Şekillendirmeye Etkisi
Makine Yükü ve Performansı
Nasıl olduğunu bilmek önemlidir malzeme kalınlığı rulo şekillendirme makinenizi etkiler . Daha kalın malzemeler, onları şekillendirmek için daha güçlü araçlara ve daha fazla adıma ihtiyaç duyar. İnce malzemeler dikkatli kullanılmadığı takdirde zarar görebilir. Makinenizin kullandığı güç kalınlığa göre değişir. Ağır malzemeler daha fazla güce ihtiyaç duyar ve doğru ayarlamazsanız makinenizi daha hızlı yıpratabilir. İnce malzemeler makinede daha hızlı hareket eder, ancak kalın malzemeler işleri yavaşlatır. Ayrıca titremeye ve sıralanmayan parçalara da dikkat etmeniz gerekir. Bu sorunlar ürünlerinizin doğruluğunu bozabilir ve hatalara neden olabilir.
Bakış açısı |
Açıklama |
Takım Ayarlamaları |
Daha kalın malzemeler daha güçlü aletlere ve daha fazla adıma ihtiyaç duyarken, ince malzemeler nazik bir şekilde elleçlenmeye ihtiyaç duyar. |
Makine Güç Gereksinimleri |
Daha ağır malzemeler daha fazla güç kullanır ve doğru ayarlanmadığı takdirde makineyi yıpratabilir. |
Üretim Hızı |
İnce malzemeler daha az kuvvete ihtiyaç duydukları için daha hızlı gider, ancak kalın malzemeler işleri yavaşlatır. |
Makine Aşınması |
Kalın malzemeleri şekillendirmek makineyi daha hızlı yıpratır, dolayısıyla güçlü parçalara ve düzenli kontrollere ihtiyacınız vardır. |
Titreşim ve Hizalama |
Kalın malzemelerden gelen daha fazla kuvvet, makinenin sarsılmasına ve şeklinin bozulmasına neden olabilir. |
İpucu: Her zaman makine ayarlarınızı kontrol edin . başlamadan önce Bu, malzeme kalınlığından kaynaklanan sorunları durdurmanıza yardımcı olur.
Profil Doğruluğu ve Kalitesi
Şekillerin doğru boyutta olması için malzeme kalınlığı önemlidir. Kalın malzemeler metalin bükülme ve esneme şeklini değiştirir. Uzun yönde yanlış boyut, dalgalı kenarlar veya eğriler görebilirsiniz. Levhanın ne kadar uzadığı kalınlığa, dayanıklılığa ve şekle bağlıdır. Yanlış kalınlığı seçerseniz parçalarınız uymayabilir veya düzgün çalışmayabilir. En iyi şekilleri elde etmek için dikkat etmeniz gerekir.
Doğru kalınlığı seçerek daha iyi parçalar yapabilirsiniz. Araştırmalar kalın çarşafların daha az hata yaptığını gösteriyor. Örneğin, 3 mm'lik bir DP600 levha, 2 mm'lik bir levhadan daha az bükülür. Kalın malzemeler ayrıca kenarlardan daha az çatlar. DP980, 2 mm'de daha kalın levhalara göre %20 daha fazla çatladı. Kalınlığı ihtiyaçlarınıza göre eşleştirdiğinizde daha iyi parçalar ve daha az hata elde edersiniz.
Üretim Hızı
Malzeme kalınlığı rulo şekillendirme makinenizin çalışma hızını değiştirir. İnce malzemeler daha az kuvvete ihtiyaç duydukları için hızlı hareket ederler. Kalın malzemeler daha fazla adım ve güce ihtiyaç duyduğu için makineyi yavaşlatır. Hızı ve iyi parçalar yapmayı dengelemelisiniz. Kalın malzemelerle çok hızlı giderseniz makinenizi kırabilir ve doğruluğunu kaybedebilirsiniz. Hızınızı her zaman işlerin güvenli ve iyi çalışmasını sağlamak için kullandığınız kalınlığa göre ayarlayın.
Farklı Malzemeler İçin Önerilen Kalınlık
Çelik Kalınlığı Yönergeleri
Rulo şekillendirmede çelikle çalışırken projeniz için doğru malzeme kalınlığını seçmeniz gerekir. Çelik güçlüdür ve birçok şey için kullanılabilir. Farklı işler için farklı kalınlıklar göreceksiniz. Aşağıdaki tablo yaygın kalınlık aralıklarını ve bunları nerede kullanabileceğinizi göstermektedir:
Kalınlık Aralığı |
Ortak Uygulamalar |
1,5 mm – 12 mm |
Yapısal kanallar ve kirişler |
1,5 mm – 6 mm |
Ağır kalibreli aşıklar |
2,5 mm – 4 mm |
Korkuluklar ve otoyol bariyerleri |
1,5 mm – 6 mm |
Çelik çerçeveler |
1,5 mm – 3,5 mm |
Depolama rafları ve endüstriyel destekler |
2mm – 6mm |
Tarımsal ekipman bileşenleri |
3mm – 12mm |
Römork ve şasi parçaları |
Kiriş veya korkuluk gibi güçlü parçalar yapmak istiyorsanız daha kalın çelik kullanmalısınız. Daha hafif parçalar için daha ince çelik kullanabilirsiniz. Başlamadan önce daima rulo şekillendirme malzemesi kalınlığını kontrol edin. Bu, en iyi sonuçları almanıza yardımcı olur ve makinenizi güvende tutar.
İpucu: Daha kalın çelik daha fazla güce ve daha güçlü makinelere ihtiyaç duyar. Emin olun rulo şekillendirme makinesi kullanmayı planladığınız malzeme kalınlığına uygundur.
Alüminyum Kalınlık Yönergeleri
Alüminyum çelikten daha hafiftir. Hafif ama yine de güçlü olması gereken parçalar için sıklıkla kullanırsınız. Rulo şekillendirmede genellikle 0,3 mm'den 5 mm'ye kadar malzeme kalınlığına sahip alüminyum görürsünüz. İnce alüminyum HVAC kanalları, muhafazaları ve panelleri için iyi çalışır. Daha kalın alüminyum çerçeveler ve destekler için iyidir.
Işık kapakları ve paneller için 0,3 mm ila 1 mm kullanın.
Yapısal parçalar ve çerçeveler için 1 mm'den 3 mm'ye kadar kullanın.
Ağır hizmet uygulamaları için 5 mm'ye kadar kullanın.
Alüminyum kolayca bükülür, bu nedenle rulo şekillendirme makinenizi dikkatli bir şekilde ayarlamanız gerekir. Çok keskin çatlak veya bükülmeleri önlemek için daima malzeme kalınlığını kontrol edin.
Diğer Malzemeler
Rulo şekillendirmede bakır, pirinç ve paslanmaz çelik gibi diğer metalleri de kullanabilirsiniz. Her malzemenin kendine ait en iyi kalınlığı vardır. Bakır ve pirinç için genellikle 0,2 mm ila 2,5 mm kullanırsınız. Bu metaller yumuşaktır ve döşeme, dekorasyon veya elektrikli parçalar için kullanılır. Paslanmaz çelik daha serttir ve 0,5 mm ila 3 mm kalınlıkta en iyi sonucu verir. Bunu tıbbi aletlerde, araba parçalarında ve gıda ekipmanlarında görüyorsunuz.
Not: Rulo şekillendirme makinenizi daima malzeme kalınlığına ve türüne göre eşleştirin. Bu, pürüzsüz şekiller ve yüksek kaliteli ürünler elde etmenize yardımcı olur.
Her metal için doğru malzeme kalınlığını seçmek, en iyi sonuçları almanıza yardımcı olur. rulo şekillendirme . Her zaman güçlü, doğru ve güvenli parçalar üreteceksiniz.
Rulo Şekillendirme Makinelerini Malzeme Kalınlığına Göre Ayarlayın
Rulo şekillendirme ile çalıştığınızda rulo şekillendirme makinelerini her malzeme kalınlığına göre ayarlamanız gerekir. Bu ayarlamalar en iyi şekli elde etmenize, makine hasarını önlemenize ve ürünlerinizin yüksek kalitesini korumanıza yardımcı olur. Silindir açıklığını, basıncı, aletleri ve kalibrasyon ayarlarını değiştirmeniz gerekecektir. Her adıma bakalım.
Silindir Açıklığı ve Basıncı
Her malzeme kalınlığı için silindirler arasındaki boşluğu doğru ayarlamanız gerekir. Aksi takdirde ince levhaları ezebilir veya kalın levhaları gevşek bırakabilirsiniz. Silindir boşluğunu ve basıncını şu şekilde ayarlayabilirsiniz:
Malzeme kalınlığınızı ölçün. Kalınlık ±0,2 mm'den fazla değişirse silindir boşluğunu ayarlayın.
Silindir aralığını malzeme kalınlığı artı yaklaşık 0,05 mm olacak şekilde ayarlayın. Bu küçük alan, çarşafın düzgün hareket etmesine yardımcı olur.
Daha kalın malzemeler için boşluğu biraz artırın ve şekillendirme hızını yavaşlatın. Bu, sayfanın sıkışmasını veya hasar görmesini önler.
Daha ince malzemeler için boşluğu biraz daha küçültün ve şerit gerginliğini artırın. Bu, sayfanın kırışmasını veya kaymasını önler.
Makinenizin otomatik ayarları varsa dokunmatik ekrandan malzeme kalınlığını giriniz. Makine boşluğu sizin için ayarlayacaktır.
İpucu: Her zaman silindir basıncını kontrol edin. Çok fazla basınç metali inceltebilir veya çatlaklara neden olabilir. Çok az basınç profilin şeklini kaybetmesine neden olabilir.
Takım ve Kalıp Ayarlamaları
Malzeme kalınlığını değiştirdiğinizde takımları ve kalıpları da ayarlamanız gerekir. Bu parçalar metali rulo şekillendirme makinesinden geçerken şekillendirir. İzlemeniz gereken bazı adımlar şunlardır:
Malzeme kalınlığında normal sınırların ötesine geçen herhangi bir değişiklik olup olmadığını kontrol edin. Küçük değişiklikler bile son şekli etkileyebilir.
Malzemenin özelliklerine bakın. Daha sert veya daha yumuşak metaller, her büküm için farklı takım ayarlarına ihtiyaç duyar.
İyi kalite ihtiyacını üretim hızıyla dengeleyin. Bazen daha iyi sonuçlar almak için yavaşlamanız gerekir.
Ayarlamalarınıza rehberlik etmek için bu tabloyu kullanabilirsiniz:
Değişiklik Unsuru |
Tanım |
Kalibrasyon |
Hem dikey hem de yatay boşlukları ayarlayın. Her geçişin bir sonrakiyle aynı hizada olduğundan emin olun. |
Dikey Takım Açıklığı |
Üst takımları en kalın malzemeye göre ayarlayın. Hafif bir sürüklenme olup olmadığını kontrol etmek için bir kalınlık ölçer kullanın. |
Geçişten Geçişe Hizalama |
Her takım geçişinin hizalı olup olmadığını kontrol edin. En iyi sonuçları elde etmek için boşluklar 0,010 inçten fazla olmamalıdır. |
Malzeme kalınlığındaki değişiklikler birikebilir ve kesitin yanlış boyutta olmasına neden olabilir.
Fazladan hurda ve takım değişikliklerini önlemek için malzeme özelliklerinizi aynı tutmanız gerekir.
Rulo şekillendirmede sabit açılar kullanılır, dolayısıyla her yeni kalınlık için dikkatli bir şekilde ayarlama yapmanız gerekir.
Kalibrasyon Prosedürleri
Kalibrasyon, rulo şekillendirme makinenizin doğru çalışmasını sağlar. Malzeme kalınlığını her değiştirdiğinizde makineyi kontrol edip ayarlamanız gerekir. İşte adım adım bir kılavuz:
Üst ve alt silindirler arasındaki boşluğu malzeme kalınlığının 1,0 ila 1,05 katına ayarlayın. Boşluk çok darsa metali inceltirsiniz. Çok gevşek olması durumunda profil şeklini korumayacaktır.
Yüksek mukavemetli çelik gibi daha sert bir malzemeye geçerseniz alt basıncı artırın ve yan ruloları sıkın. Bu şeklin korunmasına yardımcı olur.
Silindirlerin arasına bilinen kalınlıkta bir tabaka yerleştirin. Doğru boşluğa ulaşana kadar üst silindiri ayarlayın. Doğruluğunu kontrol etmek için bunu farklı kalınlıklarla tekrarlayın.
Üst ve alt silindirlerin paralel olup olmadığını kontrol etmek için bir cetvel veya ölçme aleti kullanın. Gerekirse montaj parçalarını veya şimleri ayarlayın.
Kaymayı kontrol etmek için silindirleri elle çevirin. Silindirler kayarsa gerginliği ayarlayın veya kaymayı önleyici bir bileşik kullanın.
Not: Makineyi kurarken daima malzemenizin türünü ve kalınlığını göz önünde bulundurun. Bazı metaller daha fazla basınca veya ekstra yağlamaya ihtiyaç duyar.
Kurulum ve düzenli bakım sırasında kalibrasyonu kontrol etmelisiniz. Bu, şerit izlemenin doğru olmasını sağlar ve profil bozulmasını durdurur. Rulo şekillendirme makinelerini her malzeme kalınlığına göre ayarladığınızda daha iyi sonuçlar ve daha uzun makine ömrü elde edersiniz.
Yanlış Malzeme Kalınlığıyla İlgili Yaygın Sorunlar
Kusurlar ve Kalite Sorunları
Yanlış malzeme kalınlığını kullanırsanız birçok sorunla karşılaşabilirsiniz. Bu sorunlar, bitmiş parçalarınızın kötü görünmesine veya düzgün çalışmamasına neden olabilir. Malzemenin makineniz için çok kalın veya çok ince olması durumunda bazı sorunlar yaşanır. Doğru olmayan çatlaklar, kırışıklıklar veya şekiller görebilirsiniz. Aşağıdaki tabloda bazı yaygın sorunlar, bunların nedenleri ve bunların nasıl düzeltileceği gösterilmektedir:
Sorun |
Neden |
Çözüm |
Kenar Çatlaması |
Malzeme kalınlığına göre çok yüksek basınç oluşturma |
Şekillendirme basıncını azaltın, daha fazla şekillendirme geçişi kullanın |
Geri Yaylanma Sorunları |
Toleransın ötesinde bükülen ince malzemeler |
Silindir açıklığını ayarlayın, ekstra destek silindirleri ekleyin |
Yüzey Kırışma |
İnce malzemeler için yetersiz destek |
Silindir temasını artırın, şekillendirme hızını ayarlayın |
Aşırı Rulo Aşınması |
Kalın malzeme çok fazla sürtünme yaratıyor |
Yağlamayı artırın, sertleştirilmiş çelik makaralar kullanın |
Yanlış Profil Boyutları |
Makine ayarları için malzeme çok kalın veya çok ince |
Silindir açıklığını ayarlayın, şekillendirme geçişlerini yeniden kalibre edin |
Her zaman yapmalısın malzeme kalınlığını kontrol edin . başlamadan önce Bu, sorunları durdurmanıza ve parçalarınızın iyi durumda kalmasına yardımcı olur.
Makine Aşınması ve Hasarı
Yanlış malzeme kalınlığının kullanılması rulo şekillendirme makinenize zarar verebilir. Kalın malzeme kullanırsanız, makinenin onu şekillendirmek için daha fazla güce ihtiyacı olur. Bu, silindirlerin ve diğer parçaların daha hızlı aşınmasına neden olabilir. İnce malzeme kullanırsanız silindirler malzemeyi iyi tutmayabilir. Bu, sayfanın kaymasına veya uçlarının açılmasına neden olabilir.
Rulo şekillendirme makinelerinde çok fazla şekillendirme kuvveti büyük bir sorundur. Eğer kuvvet, makinenin üretildiğinden daha yüksekse işler ters gidebilir. Makine hasar görebilir ve parçalar hatalı çıkabilir. Ayrıca daha fazla hatanız ve israfınız olabilir.
Gerek silindirler arasındaki boşluğu ayarlayın . Her malzeme kalınlığı için Bunu yapmazsanız parçalarınızda ekstra kıvrımlar veya genişlemeler görebilirsiniz. Makineyi doğru ayarlamak onu güvende tutar ve parçalarınızı daha iyi hale getirir.
Sorun Giderme Çözümleri
Rulo şekillendirme kurulumunuzu kontrol ederek birçok sorunu çözebilirsiniz. Hatalar veya makinede aşınma görürseniz şu adımları deneyin:
Silindirlerin sıralı olup olmadığını kontrol edin ve malzeme kalınlığını izleyin.
Silindir basıncını malzemeyle eşleşecek şekilde değiştirin.
Düzgün çalışma için yeterli miktarda yağ veya gres kullandığınızdan emin olun.
Sorunları erken tespit etmek için makinenize sık sık bakın.
Aşağıdaki tablo sorunları çözmek için size hızlı bir kılavuz sunmaktadır:
Sorun |
Olası Nedenler |
Çözüm |
Yanlış Malzeme Kalınlığı |
Yanlış hizalanmış silindirler, tutarsız malzeme kalınlığı |
Silindir hizalamasını kontrol edin, malzeme kalınlığını izleyin, silindir basıncını ayarlayın |
Bu adımları takip ettiğiniz takdirde rollform makineniz daha iyi çalışacaktır. Malzeme kalınlığını daima makinenizin ayarlarıyla eşleştirin. Bu, iyi parçalar yapmanıza yardımcı olur ve makinenizi güvende tutar.
İnce ve Kalın Malzemeler İçin En İyi Uygulamalar
İnce Malzemelerin Taşınması
Rulo şekillendirmede ince malzemelerle çalışırken özel dikkat göstermeniz gerekir. Makinenizi doğru şekilde ayarlamazsanız ince sayfalar kırışabilir, yırtılabilir veya kayabilir. Takip etmeniz gereken en iyi uygulamalardan bazıları şunlardır:
Operatörlerinizi iyi eğitin . Makineyi nasıl çalıştıracaklarını ve bakımını yapacaklarını bilmeleri gerekir.
Aletleri sık sık yağlayın. Bu sürtünmeyi azaltır ve aletlerin daha uzun süre dayanmasına yardımcı olur.
Üretimi sorunsuz hale getirmek ve aksama süresini azaltmak için süreç optimizasyonunu kullanın.
Yalın üretim fikirlerini uygulayın. Bu, daha az malzeme kullanmanıza ve daha hızlı kurulum yapmanıza yardımcı olur.
İleri teknolojiye yatırım yapın. Yeni makineler ince sacları daha iyi işleyebilir ve daha az hata yapabilir.
Bu adımları izlerseniz kusurları önleyecek ve rulo şekillendirme hattınızın iyi çalışmasını sağlayacaksınız.
Kalın Malzemelerin İşlenmesi
Kalın malzemeler güçlü makinelere ve dikkatli planlamaya ihtiyaç duyar. Kalın levhaları rulo halinde şekillendirmeye başlamadan önce birçok şeyi düşünmelisiniz:
Malzeme kalınlığını kontrol edin. Daha kalın saclar daha büyük makinelere ve daha güçlü şaftlara ihtiyaç duyar.
Malzeme türüne bakın. Daha yumuşak metallerin daha az bükülmeye ihtiyacı olabilir.
Akma gücünü düşünün . Daha güçlü metaller farklı makine ayarlarına ihtiyaç duyar.
Uzamayı izleyin. Metal daha fazla esnerse makineyi yavaşlatmanız gerekebilir.
Bükülme sayısını sayın. Daha fazla viraj, daha fazla istasyona ihtiyacınız olduğu anlamına gelir.
Toplam bükülme derecesini ölçün. Bu, makinenin ve motorun boyutunu etkiler.
Bölümün yüksekliğini ve genişliğini kontrol edin. Daha büyük parçalar daha büyük millere ihtiyaç duyar.
Şekillendirmeden önce mi yoksa sonra mı keseceğinize veya delik açacağınıza karar verin. Bazı şekiller kesim sonrası veya delme sonrası daha iyi çalışır.
Makinenizi işe uygun hale getirmelisiniz. Bu, ürünlerinizi güçlü ve makinenizi güvende tutar.
BMS Makine Optimizasyon Stratejileri
BMS Machinery, her türlü rulo şekillendirme malzemesi kalınlığını işlemek için size araçlar ve destek sağlar. Makinelerini hem ince hem de kalın malzemeler için kullanabilirsiniz. BMS Makine'nin size yardımcı olabileceği bazı yollar şunlardır:
Farklı malzeme kalınlıkları için otomatik ayarlamalara sahip makinelere sahip olursunuz.
Özel projeler için özel makineler isteyebilirsiniz.
Uzmanlardan eğitim ve destek alırsınız.
Atıkları azaltan ve kaliteyi artıran ileri teknolojiyi kullanırsınız.
BMS Machinery ile rulo şekillendirme sürecinizin sorunsuz ve verimli olacağına güvenebilirsiniz. Her zaman yüksek kaliteli parçalar üreteceksiniz.
Kalınlığa Göre Hız ve Atık Optimizasyonu
Hız ve Kaliteyi Dengelemek
Mümkün olduğu kadar çok parça yapmak istiyorsunuz ama aynı zamanda her parçanın düzgün görünmesini ve çalışmasını da istiyorsunuz. Rulo şekillendirmeyi kullandığınızda, Hattınız için en iyi hız . Makinenizi çok hızlı çalıştırırsanız panellerin bükülmesi, kenarların dalgalanması veya düz olmayan kesimler gibi sorunlarla karşılaşabilirsiniz. Bu sorunlar bitmiş ürününüzün kalitesini düşürebilir.
Rulo şekillendirme hızınızı ayarlarken hatırlamanız gereken bazı noktalar şunlardır:
Yüksek hız daha fazla parça yapmanıza yardımcı olabilir ancak aynı zamanda daha fazla hataya da neden olabilir.
Çok hızlı giderseniz makineniz sallanabilir veya titreyebilir, bu da ürününüzün şekline zarar verebilir.
Çoğu rulo şekillendirme hattı dakikada 10 ila 50 metre arasındaki hızlarda çalışır.
Yay veya bükülme gibi kusurlar görürseniz doğruluğu artırmak için ipi yavaşlatın.
Parçalarınız çıkarken daima kontrol edin. Sorunlarla karşılaşırsanız en iyi sonuçları elde edene kadar hızı ayarlayın.
İpucu: Doğru hız, malzeme kalınlığınıza ve yapmak istediğiniz şekle bağlıdır. Daha kalın malzemeler, şeklin doğru kalması için genellikle daha yavaş hızlara ihtiyaç duyar.
Malzeme İsrafının Azaltılması
Rulo şekillendirme işleminizde daha az malzeme kullanarak paradan tasarruf edebilir ve çevreye yardımcı olabilirsiniz. İsraf sıklıkla yanlış ayarları kullandığınızda veya makinenizi rulo şekillendirme malzemesi kalınlığına göre eşleştirmediğinizde ortaya çıkar. Atıkları azaltmak için şu adımları takip edebilirsiniz:
Başlamadan önce malzeme kalınlığınızı ölçün. Bu, silindirleri ve basıncı doğru şekilde ayarlamanıza yardımcı olur.
Size izin veren makineleri kullanın ayarları hızlı bir şekilde değiştirin . Bu, daha az hurdaya sahip işler arasında geçiş yapmanıza yardımcı olur.
Hataları erken tespit etmek için ekibinizi eğitin. Sorunları hızlı bir şekilde yakalarsanız israfı daha büyümeden durdurabilirsiniz.
Aletlerinizi keskin ve makinenizi temiz tutun. Körelmiş aletler ve kirli silindirler, kötü şekillere ve fazladan hurdaya neden olabilir.
Kesimlerinizi ve bükümlerinizi mümkün olduğu kadar çok sayfa kullanacak şekilde planlayın.
Hem hıza hem de israfa dikkat ettiğinizde daha iyi parçalar elde edersiniz ve malzemeye daha az harcarsınız. Ayrıca rulo şekillendirme makinenizin daha uzun süre dayanmasına ve daha iyi çalışmasına yardımcı olursunuz.
BMS Machinery, farklı kalınlıklar için rulo aralığını değiştirmenize olanak sağlar. Makineleri güçlüdür ve iyi parçalar yapmanıza yardımcı olur. Daha fazla yardım istiyorsanız aşağıdaki tabloya bakın veya BMS Machinery'den tavsiye isteyin.
Daha fazla yardım için en iyi uygulamalara göz atın veya size özel hazırlanmış yanıtlar için BMS Machinery ile görüşün.
SSS
Rulo şekillendirmede yanlış malzeme kalınlığını kullanırsanız ne olur?
Doğru olmayan çatlaklar, dalgalar veya şekillerle karşılaşabilirsiniz. Makine ayrıca daha hızlı aşınabilir. Bu sorunlardan kaçınmak için başlamadan önce daima kalınlığı kontrol edin.
Farklı kalınlıklar için rulo şekillendirme makinesini nasıl değiştirirsiniz?
Malzemenize uyacak şekilde silindir boşluğunu ayarlayın. Makinenin kontrollerini veya manuel ayarlarını kullanın. Basıncı ve hizalamayı kontrol edin. Önce bir örnek sayfayla test edin.
Bir rulo şekillendirme makinesi hem ince hem de kalın malzemelerle çalışabilir mi?
Bazı makineler çeşitli kalınlıkları işleyebilir. Makinanın özelliklerine bakmak lazım. BMS Makina'nın farklı kalınlıklara göre ayarlanabilen modelleri bulunmaktadır.
Malzeme kalınlığı üretim hızınızı neden değiştiriyor?
Daha kalın malzemeler daha fazla güce ihtiyaç duyar ve makinede daha yavaş ilerler. İnce malzemeler daha hızlı hareket eder. En iyi sonuçlar için hız ve kalite arasında doğru dengeyi bulmalısınız.



































