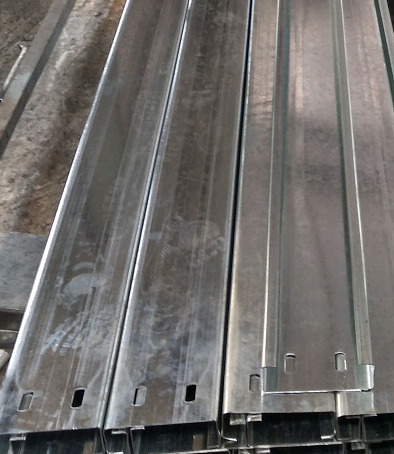
Ⅰ. Profile Drawing

Lip(L): 10~20±1mm
Height(F):30~80±0.5mm(when height more than 50mm,the tolerance will be more,there is end flare and wave phenomenon when forming U profile, but it can be minimized through adjustment).
Web(W): 75~300±0.5mm
Length tolerance for 6m:L±2mm
Squareness : maximum 3mm
Bow & Camber : 1mm maximum per meter length of purlin in either side
Taper : Less than 3mm(Cutting edge flare should not be more than 3mm & this 3mm tolerance is applicable only for the length of 100mm from both cutting edges. Moreover , apart from cutting edges, the taper should not be more than 1mm throughout the length of purlins.)
Internal Radii : 3mm
End Flare:- For 550Mpa will be more
Optional punching:
Punching Station | Minimum pitch distance | Maximum Hole Size | Proposing | Remark and Hole Size |
Punch 1 | 40mm | dim 30mm | This set of Punching station for 1 hole each side. | Normal, For Dia hole 8 to 16mm and For Slot hole Maxi 16x25mm |
|
Punch 2 | 40mm | dim 30mm | This set of Punching station for 1 hole each side. | Normal, For Dia hole 8 to 16mm and For Slot hole Maxi 16x25mm |
|
Punch 3 (Medium) | 40mm | dim 40mm | This set of Punching station for 2 holes each side. | The Punching station pitch distance must be 40mm (need to let us know what the maximum distance for the 2 hole. For Dia Hole 8 to 20mm and For Slot hole Maxi 16x25mm. |
|
Each punch device equipped with one set of punching tooling only, extra punching tools with extra cost
Ⅱ. Material:
Material Thickness:1.0 – 3.0mm
Applicable material: 240 to 340 Mpa for MS or HR and Galvalume 550Mpa AZ150
Ⅲ.Machine Work Flow:
Decoiler → leveling device → pre-punching system → main
forming machine → hydraulic post cutter→ exit rack.
IV.Machine Components
Hydraulic Decoiler: one set
Automatically control steel coil inner bore shrinkage and stop,
With electric control cabinet
Max. feeding width: 500mm, Coil ID Range : 508+/-30 mm.
Max Capacity : 5Tons, Drive : 2.2 kw

Cold Rolling Mill:
With feeding material guide(Automatic feeding control, save labor cost) and leveling device
, body frame made from 450# H type steel by welding; Side wall thickness: 30mm
Rollers manufactured from mold steel CR12(=D3) for long working life, precision machined, heat treatment to HRC58-60;
Shafts manufactured from 45#,Main shaft diameter=φ90mm,precision machined and hard Chrome Coated;
Motor Driving, Gear chain transmission, 15groups rollers to form and 5 rollers(2 upper rollers and 3 down rollers) for straightening;
Main Motor=22KW Asynchronous Motor with Hydraulic Brake(Frequency speed control motor),
Frequency speed control
Forming speed approx.18m/min
size changing motor:6pcs, Auto Forming unit(Size adjusted by PLC Programing)

With squareness roller setup

3) Hydraulic Punching and Cutting device:
Pre-punching,stop-to-punch, have Pre-cutting, 3 Pairs of Punching stations.
provide the Gear setup for UP/Down Action to act with Gear(refer to
following photo)

The base of punching station are on proper lead screw for easy to take the punching stations out for punch and die change, and add the measuring scale for easy adjustment
stop to cutting, use the same hydraulic motor drive,add the Hydraulic post-cutting device(Post Cutter also Auto adjustable),which make the cut profile looks better than pre-cutting type

hydraulic motor: 7.5KW, 25 CC/REV ,work pressure range: 0-25Mpa(250bar)
With radiator cooling system
Punching and Cutting tool material: mold steel Cr12MOV(=SKD 11 steel, with at least one million times of punching/cutting life), Heat treatment to HRC 58-62
4)PLC Control System
Input the required model/size on the touch screen ,it can Auto-changing the Purlin C size in 60seconds(No need to change rollers or spacers or cutters like traditional old style machine which takes over 45minutes for each production size changing).
Control the quantity and cutting length automatically
Combined with: PLC, Inverter, Touch Screen, Encoder, etc
Inverter: Schneider Electric brand/DELTA(Taiwan brand)
Encoder: Koyo/Omron brand (Japan)
Cut-to-length tolerance≤±2 mm
Control Voltage 24V

5) Exit rack:
 Un-powered, two units, 3m length
Un-powered, two units, 3m length
with rollers on it for easy movement
6)Tool Box

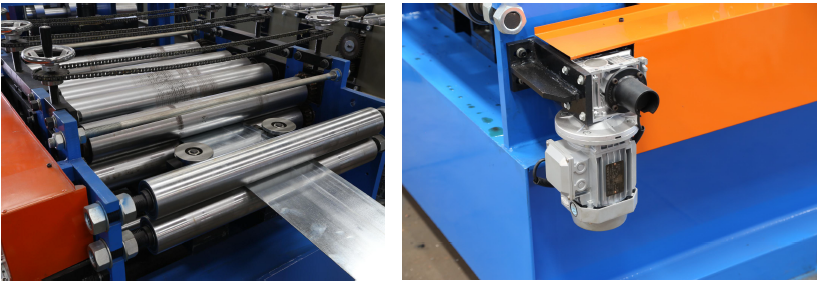
Ⅳ. Machine Picture(just for reference)
1.Post-Cutting side view

2.Feeding material side view


With safety guarding cover on machine equipped with stroke switch and safety cover on cutter(compliant with CE safety requirements.)
The machine produced profiles: